
|













DG
Хиуел
8479899990
304/316L/Q235
Химически / тор
Да
| Количество: | |
|---|---|
Обикновено има два вида технологии за гранулиране на прах: мокра и суха гранулация. Методът на сух гранулатор включва екструдиране на продукта в агломерати или листове, без да се добавя свързващо вещество и след това да го раздробява и скринизира в сухи гранулирани продукти. Мокрите методи използват главно ролки, дискове, топене, пръскане и пръскане, за да се гранулира.
При влажна гранулация влажната сила, генерирана от капилярния ефект на течното свързващо вещество, играе жизненоважна роля. В
Следващ стадий на изсушаване, химическата реакция между компонентите и кристализацията на разтворените вещества произвеждат твърди, кристални мостове, които придават форма на частиците. Представителното оборудване на тази технология включва течно легло гранулатор, Високо срязване на гранулатор , ролки, устройства за флуидизация и др.
Технологията за гранулиране на сухо екструдиране без свързване е много конкурентна технология. Като цяло частиците не се образуват от твърди мостове между частиците, а от силата на частиците, образувани от силите между молекулите. Поради краткото разстояние на тази сила, частиците са необходими, за да бъдат сходни по размер и е необходимо външно налягане. Методът на налягане може да бъде екструзия (натискане на материала с дупки с фиксиран диаметър) или екструзия (налягане на двете страни на материала), ако екструдирането настъпи в пропастта между две контра-въртящи се ролки, процесът е гранулатор на уплътняване на ролката. Гранулаторът на ролковия ролка от серията DG използва технология за натискане на сухи ролки, за да компресира прахообразни материали със съдържание на влага ≤5% в люспи или блокове и след това претърпява процеси на раздробяване, гранулиране и скрининг, за да превърне люспите в бучки. Материалът става гранулиран материал, който отговаря на изискванията за използване. Машината на гранулатора на ролковия уплътнител се разчита главно на външно налягане, за да принуди материала през пролуката между две сравнително въртящи се ролки и да го принуди да се компресира на парчета. По време на процеса на търкаляне действителната плътност на материала може да се увеличи с 1,5 до 3 пъти. За да се постигнат определени изисквания за сила на частиците.
Гранулаторът на ролковия уплътнител от серия DG се нарича също гранулатор, гипсозна машина за брикети, машина за брикети, въглероден черен гранулатор, гранулатор на калиев сулфат и гранулатор на калиев хлорид според основния му обхват на употреба.
Гранулаторът на ролковия ролка от серия DG се нарича също сух гранулатор, ролкови гранулатор, двоен ролерен гранулатор, гранулатор на ролкови преса и машина за сухи гранулации според неговите работни свойства.
Ролерен компактор гранулатор
Ролерен компактор гранулатор
Гранулираният тор има добри физически свойства; Той може да намали определено количество пространство и разходи за логистика; Това не причинява прах по време на зареждане и разтоварване, не се агломерат по време на дългосрочно съхранение, има добра плавност и е лесен за разпространение по време на оплождането; Той също може да играе роля с бавно освобождаване за подобряване на качеството на тора. Скорост на използване и подобрена ефективност на торовете. В допълнение, гранулирани торове с различни сортове, но подобни размери могат да бъдат директно смесени, за да се получи нискотарифен съединен тор със същия ефект на тор като сложен тор.
Единственият недостатък на гранулирането на суха ролка на химическите торове за получаване на гранулирани торове е, че формата на продукта е неправилни частици. Въпреки това, неправилната форма на частиците не оказва влияние върху прилагането на химически торове и процесът на подрязване може да се добави за по -нататъшно закръгляне на частиците. Торът, произведен от сухия гранулатор на ролковия уплътнител, има достатъчна якост, по -малко прах, без агломерация, тесен диапазон на разпределение на размера на частиците и добра плавност. Торовете, произведени от гранулирането на ролкови екструдии, се използват широко при механично торене в чужбина, доказвайки, че формата на частиците им няма да бъде фактор, засягащ прилагането на химически торове.
Единичният тор се отнася главно до калиев сулфат, калиев хлорид, двоен суперфосфат, фосфатен скален прах, амоняк сулфат, амониев хлорид, калиев нитрат и други прахове. Целта на сухата гранулация е да се получат 1 ~ 5 или 2 ~ 4 мм частици с торове, които са подходящи за механично оплождане. Следователно, индустрията на торовете също нарича гранулатори на сухи ролери калиев сулфат гранулатор, гранулатор на калиев хлорид, гранулатор на амоняк сулфат и гранулатор на амониев хлорид.
Ако фиността на праха е между 200 и 400 меша, тя съдържа много въздух, защото прахът е твърде фин, а по -малкият е обемната плътност. Тогава гранулаторът с двойна ролка трябва да добави дегазано устройство, за да постигне успешна гранулация.
Конвенционалният процес на гранулиране на сложните торове приема мокрия метод. Този метод изисква мокрите единични суровини да се смесват и гранулират първо и след това да се изсушават. Консумацията на енергия е висока. По -голямата част от енергията се използва в системата за сушене и се използва само малка част. Подходящ за смазване и транспортиране на големи частици. За мокрите процеси процесът на сушене е много критичен, тъй като влагата вътре в частиците трябва да бъде изсушена. Методът на сухо валцуване се използва за производство на сложен тор, което избягва скъпия процес на изсушаване. Индустрията на торовете също нарича гранулатора на уплътняването на ролката и гранулаторът на NPK и сложния торов гранулатор. Неговите предимства: ① Намаляване на производствените разходи и потреблението на енергия; ② Може да бъде много гъвкав за получаване на различни торове на състава на формулата; ③ Висока якост на частиците.
Принципът на производството на съединен тор чрез натискане на сухо ролери е приблизително същият като този за производството на един тор, но сухата гранулиране на сложните тор има своите особености. Основната причина е, че в тора на азот има азотен тор. Например: уреята има ниска точка на топене и е много хигроскопична. Суперфосфатът има тенденция да се променя при стресиране. Когато съдържанието на тези две съставки във формулата на тора на съединението е голямо, то ще има много неблагоприятно въздействие върху гранулирането на съединения. Следователно съотношението на смесване на азот, фосфор и калий е много важен фактор в производствената линия на азот, фосфор и калий.

Гранулиране на ролкови уплътнения

Гранулиране на ролкови уплътнения

Гранулиране на ролкови уплътнения
Fly Ash е вулканичен пепел. Той има предимствата на високия потенциален активност, добрата химическа стабилност на минерални тела, фини частици и малко вредни вещества и може да подобри физичните свойства на бетона или хоросана. Поради физическите свойства на въглищата, прахообразните въглища са основно неразтворими във вода, а прахообразните въглищни частици са много фини, а разстоянието между междумолекулната сила е кратко, което прави пулверизираните гранулиране на въглища много трудно. Трябва да се добави свързващо вещество, а свързващото вещество за прахообразно гранулиране на въглища е въглищният катран.
Пулверизираният въглищния гранулатор главно произвежда два вида прахообразни въглища: 8-50 мм брикети и 2-6 мм активен въглерод.
Гранулацията на сухата преса притиска прахните въглища във формирани въглища, а обхватът на оформените въглищни блокове е 8 ~ 50 мм или дори по -голям.
Предимството на производството на активен въглерод чрез образуване на прахообразни въглища в определен диапазон от частици е, че той увеличава порьозността и специфичната повърхност, като по този начин значително подобрява адсорбционния капацитет на активирания въглерод. Следователно, ние често образуваме прахообразни въглища в нередовни частици в диапазона от 2 ~ 6 мм и след това го активираме, за да произвеждаме активен въглерод и да го използваме като металургични суровини.
Изискванията за опазване на околната среда стават все по -високи. За да отговорят на изискванията за опазване на околната среда, много компании за производство на химикали подобряват оперативната среда на работниците и намаляват замърсяването на праха. В същото време в индустриите надолу по веригата, свързани с фини химикали като машини, електроника, автомобили, строителство и информация, тя също се превърна в тенденция на развитие на индустрията за граниране на химически продукти, като различни добавки, антиоксиданти и горивни ускорители, направени след сухо гранулиране, десиканти, снежни вещества, и металургически добавки, широко се използват.
Например антиоксиданти, натриев цианид, натриев, цианурска киселина, цинков оксид, оловен оксид, калиев карбонат, стронциев карбонат, калциев хлорид, калциев водороден фосфат, натриев метасиликат, криолит, алуминиев флуорид, бял въглероден черен, калциев аламитен, каркалит, фосфатен скален прах, и т.н.
Име на материалите |
Машинен модел |
Размер на частиците (mm) |
Изход (kg/h) |
Калиев хлорид |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Калиев сулфат |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1300,2000-2500,3000-4300,5500-7500 |
NPK съединен тор |
DG360, DG450, DG650, DG850 |
2-5 |
900-1400,1800-2500,3000-4300,5500-7500 |
Криолит |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Амониев хлорид, амониев сулфат |
DG360, DG450, DG650, DG850 |
2-5 |
800-1000,2000-2500,3000-4300,5500-7500 |
Цинков оксид |
DG360, DG450, DG650, DG850 |
1.5-2.5 |
300-450 |
Натриев цианид |
DG360, DG450, DG650, DG850 |
1.5-5 |
800-900 |
DG-650 ролков управителен гранулатор
DG-850 ролков компакторски гранулатор
Модел |
DG360 |
DG450 |
DG650 |
DG850 |
Диаметър на ролката (mm) |
Φ360 |
Φ450 |
Φ650 |
Φ850 |
Валидна използваема ширина (mm) |
170-230 |
200-280 |
300-330 |
400-420 |
Скорост на ролката (r/min) |
10-25 |
10-25 |
10-25 |
9-16 |
Принудителна захранваща мощност (KW) |
7.5 |
11 |
11 |
15 |
Предварително налягане на акумулатор (MPA) |
6 |
8-10 |
8-10 |
10-14 |
Максимална дебелина на валцуван лист (мм) |
8 |
12 |
16 |
25 |
Валцован лист (t/h) |
1300-2300 |
2500-3500 |
5000-7000 |
12000-15000 |
Изход на завършен продукт (T/H) |
1000-1300 |
2000-2500 |
3000-4300 |
5500-7500 |
Гранулиран размер (mm) |
2-5 |
2-5 |
2-5 |
2-5 |
Мощност на двигателя на ролката (KW) |
37 |
55 |
90 |
220 |
Обща мощност (KW) |
55 |
90 |
175 |
400 |
Размерен размер (M) (L*W*H) |
2.35x2x2.6 |
2.6x2.2x2.9 |
3.6x2.8x3.2 |
5x3.8x4.1 |
Общо тегло (t) |
7 |
11 |
20 |
45 |

Валяк
Ролерен гранулатор

Валяк
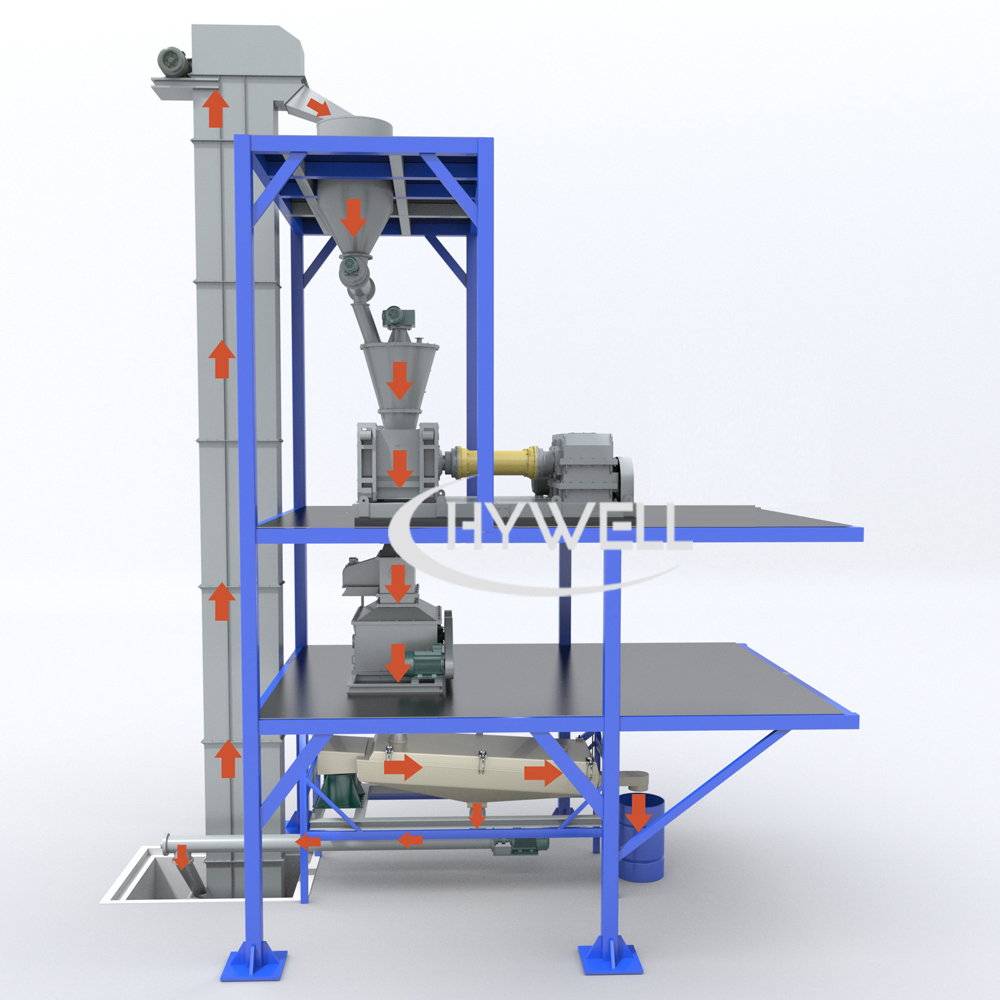
Различни сухи прахообразни материали се похранват равномерно в бункера за хранене през количествената хранилка. След дегазиране и спирало на предварително налягане, те влизат в две равни ролки. Ролките се въртят един спрямо друг и материалите са принудени в пространството между двете ролки. Един набор от ролкови седалки е в машината. Рамката не се движи, докато другият набор от седалки, носещи ролки, плува по релсите на кадрите и се притиска един към друг с помощта на хидравлични цилиндри. Има много дупки със същата форма и размер, редовно подредени на повърхността на ролката. По това време сухият прахообразен материал влиза между двете ролки непрекъснато и равномерно отгоре над двете ролки по собствено тегло и принудително хранене. Материалът първо тече свободно и след това се навива след влизане в зоната на ухапване. С непрекъснатото въртене на ролката пространството, заемано от материала, постепенно намалява и постепенно се компресира, достигайки максималното налягане на формиране. Скъпените бучки във формата на пръст влизат в гранулатора и се смазват от въртящия се нож. Натрошените материали влизат в гранулатора и преминават през подвижния нож, така че частиците и някои прахообразни материали влизат в ротационния вибриращ екран за скрининг. Квалифицираните продукти се изпращат в склада на готовия продукт чрез конвейер. Праховният материал под екрана отново се изпраща обратно в кошчето за суровина през конвейера за вторично търкаляне. Размерът на силата на екструзия може да се регулира от налягането на хидравличния цилиндър според нуждите на гранулирането.
1. Материалът е принуден да бъде компресиран и формован чрез механично налягане, без да се добавя никакво овлажняващо средство, а чистотата на продукта е гарантирана.
2. Сухият прах се гранулира директно без последващ процес на сушене.
3. Гранулите имат висока якост и увеличаването на подреждането на специфична гравитация е по -значимо от другите методи на гранулиране.
4. Той има страхотна гъвкавост на работа и широка адаптивност. Силата на частиците може да се регулира чрез хидравлично налягане.
5. Системата работи в затворен цикъл за постигане на непрекъснато производство.
6. Променете формата на жлеба на повърхността на ролката, за да получите лист, лента и плоски сферични материали.
7. Кръговата работа позволява непрекъснато производство и висока продукция на готовите продукти;
8. Компактна структура, удобна поддръжка, проста работа, кратък процес на процеса, ниска консумация на енергия, висока ефективност и нисък процент на отказ.
9. Той може да контролира замърсяването на околната среда, да намали разходите за прахообразни отпадъци и опаковки и да подобри възможностите за транспортиране на продуктите.
10. Устройството за хранене и хранене приема контрола за регулиране на безпроблемната честота с променлива честота. Той има висока степен на автоматизация и може да реализира много машинен контрол от един човек. Той има характеристиките на ниската интензивност на труда и дългосрочната непрекъсната работа.
11. Основните компоненти на трансмисията са изработени от висококачествени сплави материали. Производството на материали от неръждаема стомана и други повърхностни сплави значително подобрява устойчивостта на износване, устойчивост на корозия, висока температурна устойчивост и устойчивост на налягане, което дава на машината дълъг експлоатационен живот.
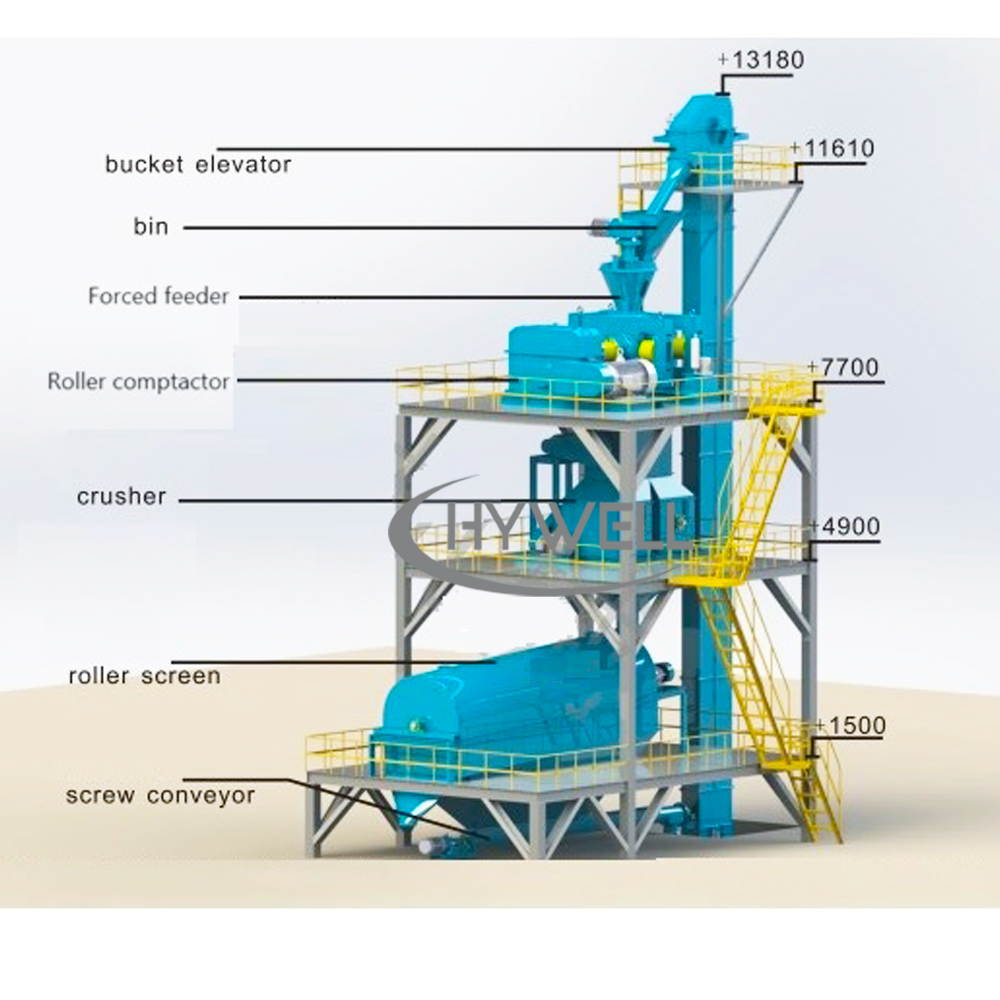
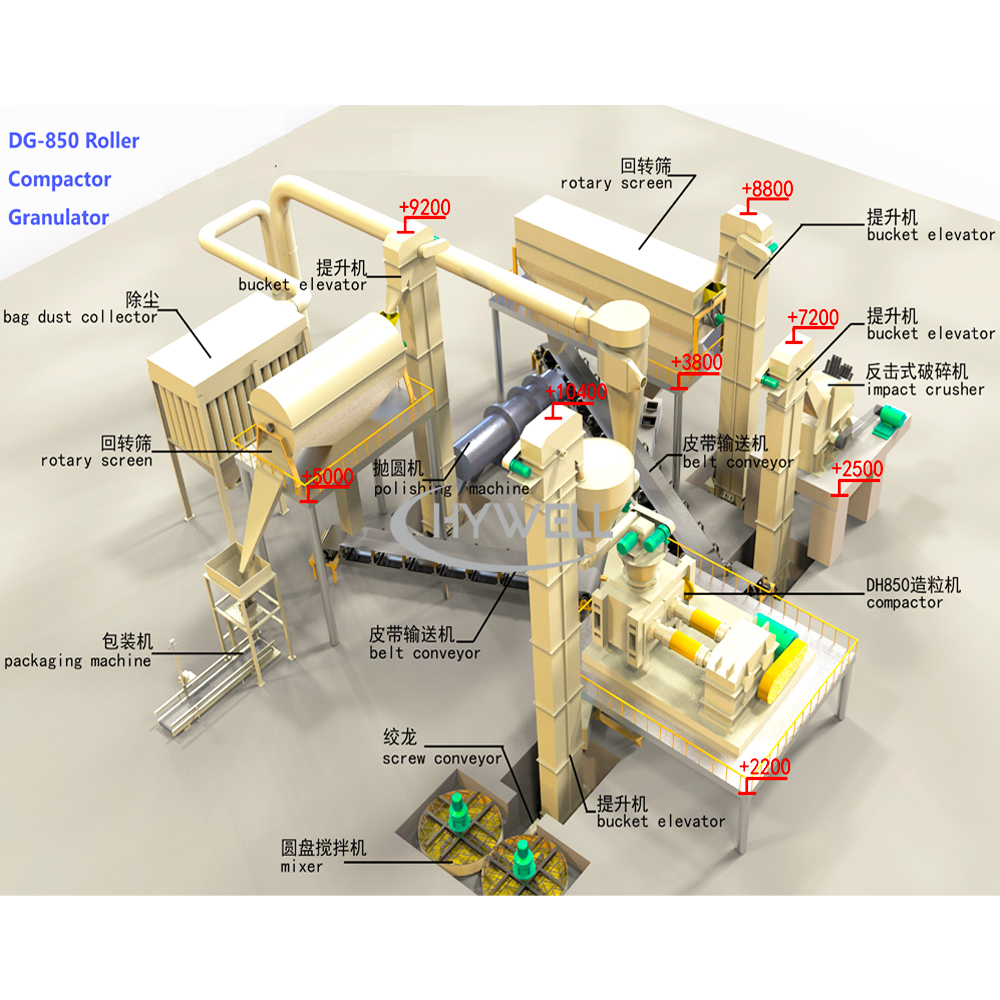
Тази глава въвежда основно процеса на потока на гранулатора на нашата компания. Всъщност ние разделяме основно сухия гранулатор на единична линия на гранулатора на ролката и пълен линеен проект на множество ролери -гранулирани машини. В следващите статии въвеждаме отделно различни видове потоци на процеси.
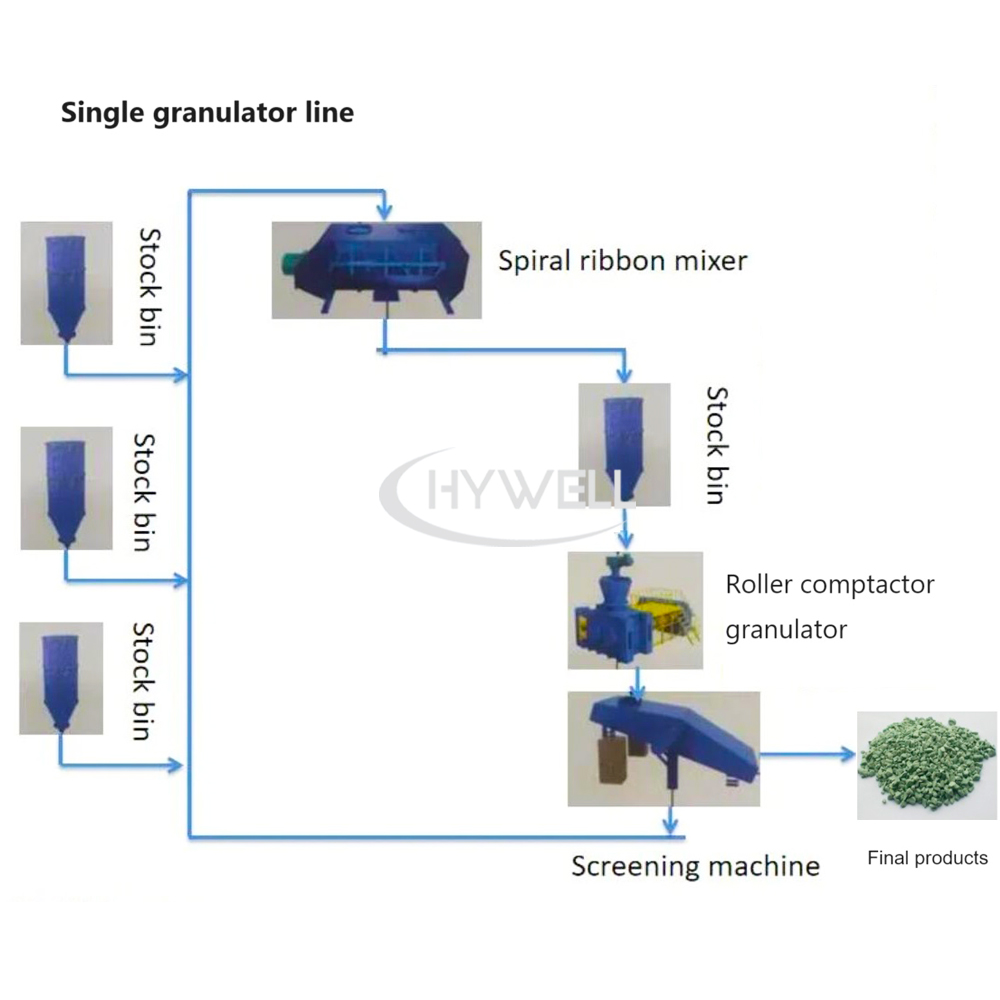
Процесната линия с еднократна ролка
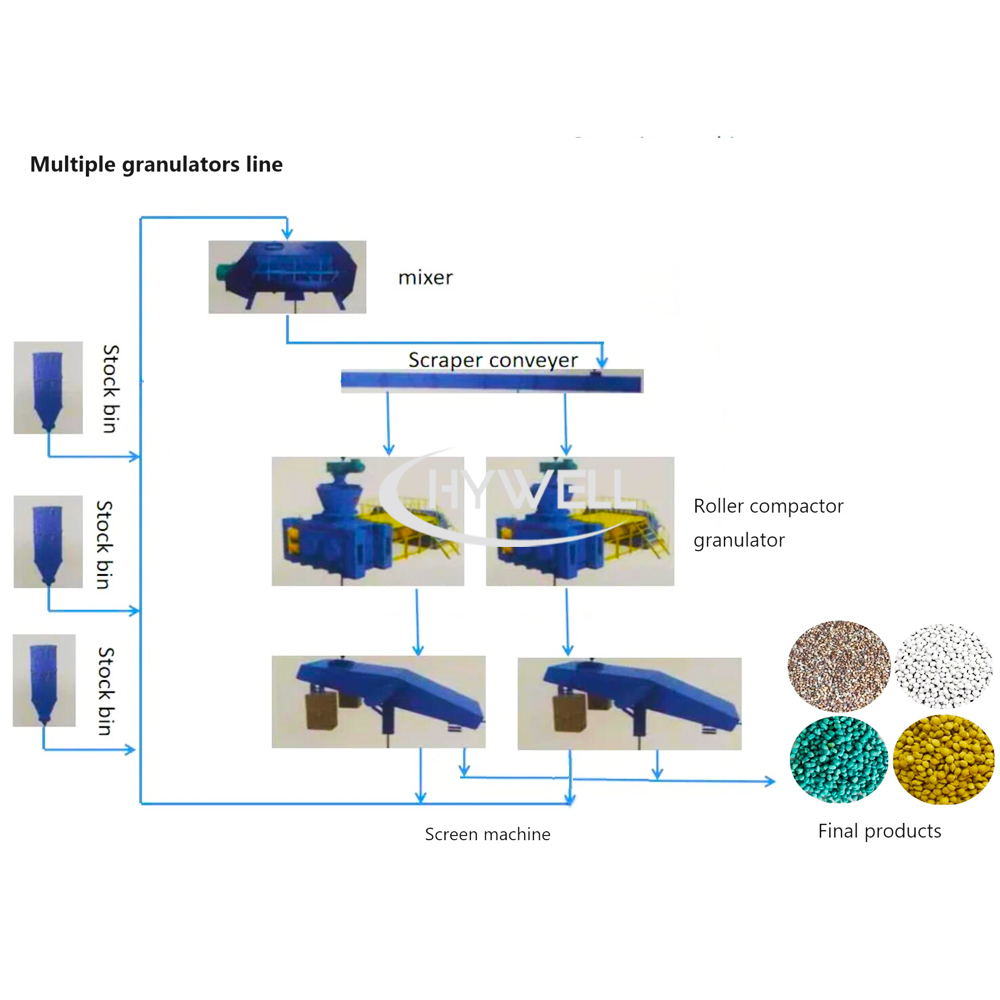
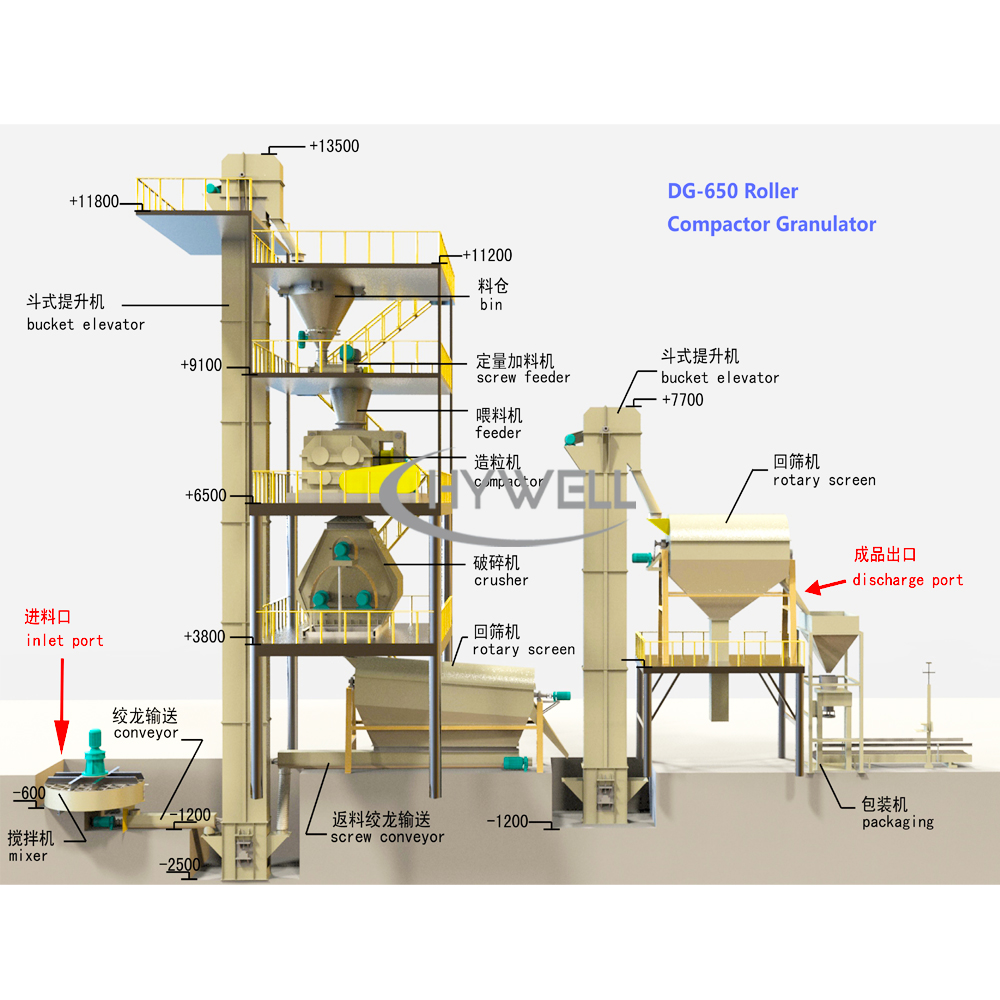
Множествена линия на обработка на машина за гранулиране на ролки
Захранващ бункер с механични вибрации, автоматично управление и времеви вибрации.
Той приема регулиране на скоростта на променлива честота, за да гарантира точността на храненето.
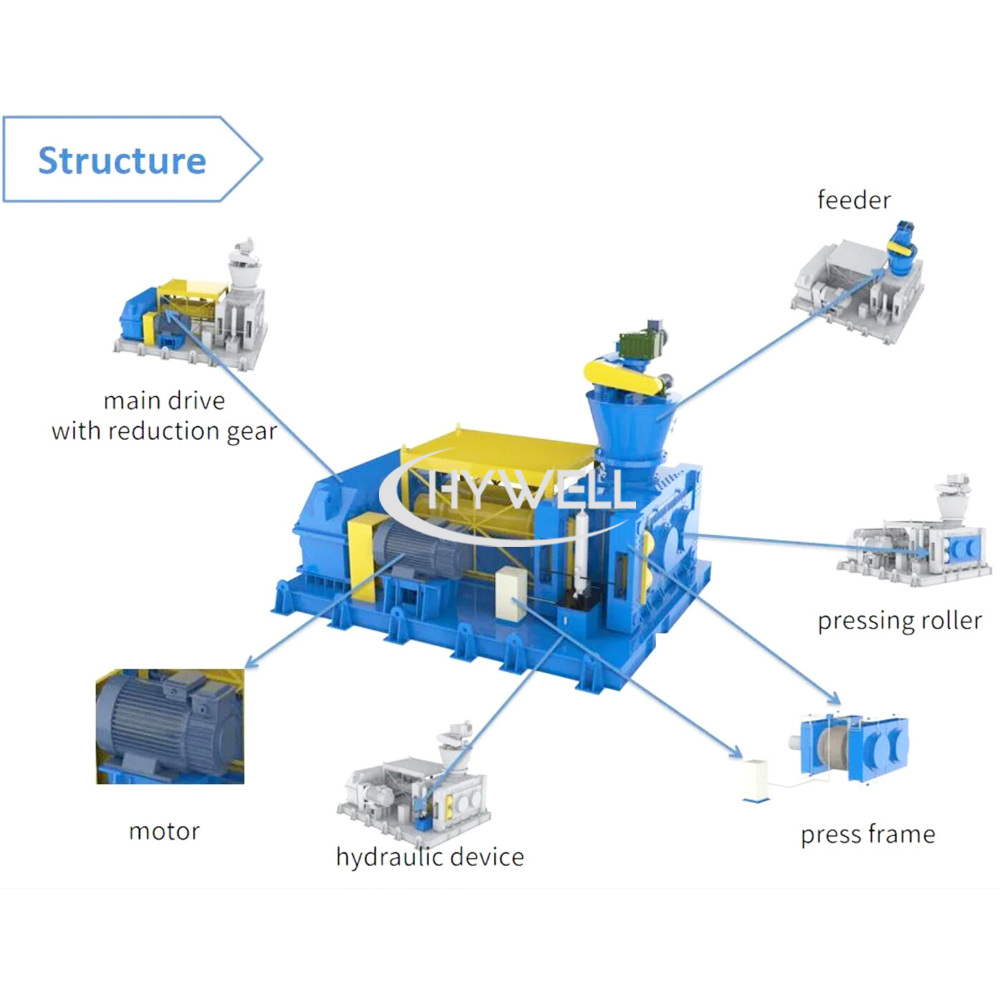
Той е съставен от двигател с променлива честотна скорост, конична спирала, коничен бункер с разбъркващи остриета и комбинация от порт за хранене. Нейната функция е да завършва допълнително дегазиране и да извършва хранене под налягане. Дегаснато е да се направи частиците по -компактни от гранулиращата машина за уплътняване на ролките,
Състои се от леви и десни фиксирани седалки и плъзгащи се седалки, конструкция на рамката, две алуминиеви стоманени ролки, два хидравлични цилиндъра и електрическа автоматична помпена станция, както и специален редуктор с твърда повърхност на зъбите и основното двигателно устройство.
Гранулаторът за раздробяване и гранулиране на гранулатор на ролки от сух тип се състои от кутия за нарязване, вретено за рязане и специално въртящо се острие. Моторът задвижва основния вал, за да се върти при висока скорост, за да смаже екструдираните материали в гранули.
Оборудван с устройство за борба с клогирането, за да се улесни почистването на екрана. Счупеният прах от трошачката се екранира от машината в гранулирани продукти и рециклиран прах.
Неквалифицираните прахообразни материали се транспортират до асансьора за хранене.
Горните и долните зъбни колела приемат сглобена конструкция и се използват за транспортиране на материали.
Той е съставен от електрическа контролна кутия, контролер за скорост на честота, амперметър, волтметър, индикаторна светлина, превключвател на бутони, превключвател за преобразуване на напрежението и други електрически компоненти. Всички електрически уреди се контролират и работят централно.
Производственият процес на пълен набор от оборудване за производствена линия на екструдиране с двойни ролки обикновено включва:
Смесване и разбъркване на суровини → Раздробяване - Екструзия - Скрининг - Електронна количествена опаковка.
Вземете производствената линия на гранулирания калиев сулфат с гранулатора DG-650 като ядро като пример.
1. Захранвайте производствената линия според различни пропорции на материалите чрез скали на колана на колана, скали на спираловидни потоци, скали за загуба на тегло и други пакетни устройства;
2. Материалите, влизащи в производствената линия във фиксирана пропорция, влизат в предварително загрятата сушилня на барабана чрез конвейерно оборудване, като транспортьори на колана, претърпяват предварително сушене и след това въвеждат следващата стъпка (тази стъпка се определя според съдържанието на влага в специфичните материали. Някои материали не изискват това изсушаващо оборудване); Тъй като смесването на различни материали се постига и по време на процеса на сушене на сушилнята на барабана. Ако съдържанието на влага в материала е ниско и процесът на сушене не се изисква, трябва да се добави прахов миксер, за да се смесват равномерно различните материали, преди да се премине към следващата стъпка.
3. След предварително сушене, материалите или материалите от праховия миксер влизат в машината за таблети на суха ролка чрез конвейерно оборудване, като асансьори на кофата за скрепер за таблети;
4. Физическата форма на материала след влизане в нарязването се е променила. По това време материалът се изпраща до следващия процес, вибриращия екран, чрез предаване на оборудване като асансьори на кофата. След като материалът влезе във вибриращия екран, прахообразният материал отново ще бъде върнат към машината за натискане на суха ролка DG650 чрез връщащия скрепер и ще бъде повторно. В същото време материалите, които са успешно залепени, влизат в следващия процес;
5. люлевите материали, излизащи от вибриращия екран, влизат в ударната трошачка за смачкване;
6. Натрошените материали се изпращат до следващия процес, груб въртящ се екран, чрез предаване на оборудване като скрепери и асансьори на кофата. В този процес се извършва предварителен скрининг за избор на материали с подходящ размер и въвеждане на следващия процес. , В същото време материалите със сравнително големи размери влизат в скрепата за връщане и след това въвеждат ударната трошачка за вторично раздробяване;
7. Материалите с подходящ обем, първоначално екраниран от въртящия се екран, въведете фино ниво на въртящ се екран през скрепер. Чрез този процес твърде малките частици в материала се преглеждат и изпращат на DG650 отново през скрепата за връщане. Пренасочване в машината за свързване на суха ролка;
8. Понастоящем размерът на обема на материала е сравнително в съответствие с размера, от който се нуждаем. Той влиза в прехвърлящата машина за полиране през колани, асансьори на кофата и друго оборудване за полиране на повърхността на материалните частици;
9. Полирани частици (смесени с полиран прах в средата) влизат в ситото за фин скрининг. След преминаване на финия процес на скрининг, гранулираният материал, който излиза, е необходим гранулиран калиев сулфатен тор и се пресява едновременно с финия екран. Отстраненият прах влиза в предния край DG-650 Dry Roller Tableting Machine чрез скрепата за връщане и се пописва отново;
10. Грануларният материал, излизащ от финия екран, е крайният продукт. По това време тя трябва да влезе в опаковката за опаковане и шиене на чанти;
11. След опаковането на калиев сулфат, той влиза в последния процес на палетизиране на робота. Чрез палетизиращия робот материалите, произведени от производствената линия, са спретнато опаковани върху палета и след това се поставят на съхранение от мотокара;
Горният процес е основно напълно автоматична производствена линия за гранулиран калиев сулфатен тор. Системата за управление на тази производствена линия е напълно интегрирана и се управлява еднакво и контролира от основната система за управление в централната контролна зала. Системата за управление се контролира от програмируем контролерът (PLC) контролира целия процес и е оборудван с хост компютър като носител за обмен на човешка машина. В същото време необходимите връзки на процеса са оборудвани с честотни преобразуватели за динамична настройка, като в крайна сметка позволяват на цялата производствена линия да постигне оптимална ефективност на производството;
Използването на увеличен специална редуктор и барабанно свързване на двоен вал може ефективно да защити ролките и основните лагери от повреда, да подобри ефективността на предаване и допълнително да увеличи продукта.
Новата рамка, проектирана с оптимизирани изчисления, базирани на ергономията, е оборудвана с голяма структура на вратите, близка до ролките, и най -добрата работна платформа, която е удобна за работа на персонала, като напълно отговаря на изискванията на клиентите за безопасност на оборудването, надеждност и удобна поддръжка.
Корпусът на гранулирането на торове на тора е неразделен от висококачествена легирана стомана и е широко адаптивно към различни сложни материални условия. При проектирането на устойчивия на износване слой върху повърхността на ролката, ние усвоихме закона за дълбочината на голямото механично напрежение въз основа на теорията за контакт с херци и теорията на чистата еластичност и научно комбинирахме материалите на анти-ареанския слой, преходния слой и процесите на пречистване на ролото. Моделът на повърхността на ролката, който беше финализиран след многократни тестове и сравнения и се възползва от техническите подобрения на други компоненти (като устройството за хранене), може да направи ъгъла на изтегляне на материала по-балансиран и стабилен и в същото време ефективно елиминира аксиалната сила на валяка. Накарайте оборудването да работи по -стабилна.
Наскоро проектираното устройство за хранене е оборудвано с регулираща клапана, която лесно може да реализира онлайн корекция. Добавянето на камера за разширяване на въздуха може гладко да изхвърли въздуха, влязъл в материала и да подобри ухапването на материала между ролките. Техническото подобрение на устройството за хранене също директно доведе до подобряване на модела на повърхността на ролката.
При проектирането на хидравличната система на гранулиращата машина за калиев сулфат, Hywell не само я счита за източник на енергия, но и го прави функция да защитава оборудването. Проектирани са множество функции за автоматична защита и оптимизираната хидравлична система прави движещия се валяк по -адаптивен към движението, което може ефективно да елиминира случайно смесени парчета желязо и да защити безопасната работа на оборудването.
Дрошечката на гранулатора на калиевия хлорид е разделена на два етапа, които могат да смажат блоковите материали, притиснати от листа два пъти. Той има три смазващи камери, което значително увеличава зоната на раздробяване. Следователно, дробителката ефективно подобрява ефективността на смачкване и добива.
Тази машина има предимствата на малки вибрации, нисък шум и ниски изисквания за силата на опората. Той съчетава предимствата на кръговото движение, елиптичното движение и възвръщането на линейното движение. Освен това е оборудван с устройство за почистване на повърхността на екрана, така че машината има голям изход и висока ефективност на скрининг. Висока, ниска консумация на енергия, гъвкава инсталация и лесна подмяна на екрана.
Честотният преобразувател, който контролира количественото захранващо устройство, а ролковата преса образува система за управление на затворен контур между тях. По този начин самата система за управление на гранулатора ще следи и контролира количественото захранващо устройство и ролковата натискане през PID на самия честотен преобразувател. Скоростта на основната машина позволява на двете да поддържат динамичен работен баланс на най -добрата позиция по всяко време, така че работният ток на главната машина за пресоване на ролката винаги да се поддържа при зададената работна стойност и работи стабилно и равномерно. В същото време принудителното хранене също може да направи леки корекции на скоростта по всяко време. В резултат на това ролковият гранулатор винаги е в най -доброто работно състояние. В същото време тази система има и взаимно превключване между ръчно управление и автоматични режими на управление, за да постигне гъвкава и удобна работа.
Обикновено има два вида технологии за гранулиране на прах: мокра и суха гранулация. Методът на сух гранулатор включва екструдиране на продукта в агломерати или листове, без да се добавя свързващо вещество и след това да го раздробява и скринизира в сухи гранулирани продукти. Мокрите методи използват главно ролки, дискове, топене, пръскане и пръскане, за да се гранулира.
При влажна гранулация влажната сила, генерирана от капилярния ефект на течното свързващо вещество, играе жизненоважна роля. В
Следващ стадий на изсушаване, химическата реакция между компонентите и кристализацията на разтворените вещества произвеждат твърди, кристални мостове, които придават форма на частиците. Представителното оборудване на тази технология включва течно легло гранулатор, Високо срязване на гранулатор , ролки, устройства за флуидизация и др.
Технологията за гранулиране на сухо екструдиране без свързване е много конкурентна технология. Като цяло частиците не се образуват от твърди мостове между частиците, а от силата на частиците, образувани от силите между молекулите. Поради краткото разстояние на тази сила, частиците са необходими, за да бъдат сходни по размер и е необходимо външно налягане. Методът на налягане може да бъде екструзия (натискане на материала с дупки с фиксиран диаметър) или екструзия (налягане на двете страни на материала), ако екструдирането настъпи в пропастта между две контра-въртящи се ролки, процесът е гранулатор на уплътняване на ролката. Гранулаторът на ролковия ролка от серията DG използва технология за натискане на сухи ролки, за да компресира прахообразни материали със съдържание на влага ≤5% в люспи или блокове и след това претърпява процеси на раздробяване, гранулиране и скрининг, за да превърне люспите в бучки. Материалът става гранулиран материал, който отговаря на изискванията за използване. Машината на гранулатора на ролковия уплътнител се разчита главно на външно налягане, за да принуди материала през пролуката между две сравнително въртящи се ролки и да го принуди да се компресира на парчета. По време на процеса на търкаляне действителната плътност на материала може да се увеличи с 1,5 до 3 пъти. За да се постигнат определени изисквания за сила на частиците.
Гранулаторът на ролковия уплътнител от серия DG се нарича също гранулатор, гипсозна машина за брикети, машина за брикети, въглероден черен гранулатор, гранулатор на калиев сулфат и гранулатор на калиев хлорид според основния му обхват на употреба.
Гранулаторът на ролковия ролка от серия DG се нарича също сух гранулатор, ролкови гранулатор, двоен ролерен гранулатор, гранулатор на ролкови преса и машина за сухи гранулации според неговите работни свойства.
Ролерен компактор гранулатор
Ролерен компактор гранулатор
Гранулираният тор има добри физически свойства; Той може да намали определено количество пространство и разходи за логистика; Това не причинява прах по време на зареждане и разтоварване, не се агломерат по време на дългосрочно съхранение, има добра плавност и е лесен за разпространение по време на оплождането; Той също може да играе роля с бавно освобождаване за подобряване на качеството на тора. Скорост на използване и подобрена ефективност на торовете. В допълнение, гранулирани торове с различни сортове, но подобни размери могат да бъдат директно смесени, за да се получи нискотарифен съединен тор със същия ефект на тор като сложен тор.
Единственият недостатък на гранулирането на суха ролка на химическите торове за получаване на гранулирани торове е, че формата на продукта е неправилни частици. Въпреки това, неправилната форма на частиците не оказва влияние върху прилагането на химически торове и процесът на подрязване може да се добави за по -нататъшно закръгляне на частиците. Торът, произведен от сухия гранулатор на ролковия уплътнител, има достатъчна якост, по -малко прах, без агломерация, тесен диапазон на разпределение на размера на частиците и добра плавност. Торовете, произведени от гранулирането на ролкови екструдии, се използват широко при механично торене в чужбина, доказвайки, че формата на частиците им няма да бъде фактор, засягащ прилагането на химически торове.
Единичният тор се отнася главно до калиев сулфат, калиев хлорид, двоен суперфосфат, фосфатен скален прах, амоняк сулфат, амониев хлорид, калиев нитрат и други прахове. Целта на сухата гранулация е да се получат 1 ~ 5 или 2 ~ 4 мм частици с торове, които са подходящи за механично оплождане. Следователно, индустрията на торовете също нарича гранулатори на сухи ролери калиев сулфат гранулатор, гранулатор на калиев хлорид, гранулатор на амоняк сулфат и гранулатор на амониев хлорид.
Ако фиността на праха е между 200 и 400 меша, тя съдържа много въздух, защото прахът е твърде фин, а по -малкият е обемната плътност. Тогава гранулаторът с двойна ролка трябва да добави дегазано устройство, за да постигне успешна гранулация.
Конвенционалният процес на гранулиране на сложните торове приема мокрия метод. Този метод изисква мокрите единични суровини да се смесват и гранулират първо и след това да се изсушават. Консумацията на енергия е висока. По -голямата част от енергията се използва в системата за сушене и се използва само малка част. Подходящ за смазване и транспортиране на големи частици. За мокрите процеси процесът на сушене е много критичен, тъй като влагата вътре в частиците трябва да бъде изсушена. Методът на сухо валцуване се използва за производство на сложен тор, което избягва скъпия процес на изсушаване. Индустрията на торовете също нарича гранулатора на уплътняването на ролката и гранулаторът на NPK и сложния торов гранулатор. Неговите предимства: ① Намаляване на производствените разходи и потреблението на енергия; ② Може да бъде много гъвкав за получаване на различни торове на състава на формулата; ③ Висока якост на частиците.
Принципът на производството на съединен тор чрез натискане на сухо ролери е приблизително същият като този за производството на един тор, но сухата гранулиране на сложните тор има своите особености. Основната причина е, че в тора на азот има азотен тор. Например: уреята има ниска точка на топене и е много хигроскопична. Суперфосфатът има тенденция да се променя при стресиране. Когато съдържанието на тези две съставки във формулата на тора на съединението е голямо, то ще има много неблагоприятно въздействие върху гранулирането на съединения. Следователно съотношението на смесване на азот, фосфор и калий е много важен фактор в производствената линия на азот, фосфор и калий.
Гранулиране на ролкови уплътнения
Гранулиране на ролкови уплътнения
Гранулиране на ролкови уплътнения
Fly Ash е вулканичен пепел. Той има предимствата на високия потенциален активност, добрата химическа стабилност на минерални тела, фини частици и малко вредни вещества и може да подобри физичните свойства на бетона или хоросана. Поради физическите свойства на въглищата, прахообразните въглища са основно неразтворими във вода, а прахообразните въглищни частици са много фини, а разстоянието между междумолекулната сила е кратко, което прави пулверизираните гранулиране на въглища много трудно. Трябва да се добави свързващо вещество, а свързващото вещество за прахообразно гранулиране на въглища е въглищният катран.
Пулверизираният въглищния гранулатор главно произвежда два вида прахообразни въглища: 8-50 мм брикети и 2-6 мм активен въглерод.
Гранулацията на сухата преса притиска прахните въглища във формирани въглища, а обхватът на оформените въглищни блокове е 8 ~ 50 мм или дори по -голям.
Предимството на производството на активен въглерод чрез образуване на прахообразни въглища в определен диапазон от частици е, че той увеличава порьозността и специфичната повърхност, като по този начин значително подобрява адсорбционния капацитет на активирания въглерод. Следователно, ние често образуваме прахообразни въглища в нередовни частици в диапазона от 2 ~ 6 мм и след това го активираме, за да произвеждаме активен въглерод и да го използваме като металургични суровини.
Изискванията за опазване на околната среда стават все по -високи. За да отговорят на изискванията за опазване на околната среда, много компании за производство на химикали подобряват оперативната среда на работниците и намаляват замърсяването на праха. В същото време в индустриите надолу по веригата, свързани с фини химикали като машини, електроника, автомобили, строителство и информация, тя също се превърна в тенденция на развитие на индустрията за граниране на химически продукти, като различни добавки, антиоксиданти и горивни ускорители, направени след сухо гранулиране, десиканти, снежни вещества, и металургически добавки, широко се използват.
Например антиоксиданти, натриев цианид, натриев, цианурска киселина, цинков оксид, оловен оксид, калиев карбонат, стронциев карбонат, калциев хлорид, калциев водороден фосфат, натриев метасиликат, криолит, алуминиев флуорид, бял въглероден черен, калциев аламитен, каркалит, фосфатен скален прах, и т.н.
Име на материалите |
Машинен модел |
Размер на частиците (mm) |
Изход (kg/h) |
Калиев хлорид |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Калиев сулфат |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1300,2000-2500,3000-4300,5500-7500 |
NPK съединен тор |
DG360, DG450, DG650, DG850 |
2-5 |
900-1400,1800-2500,3000-4300,5500-7500 |
Криолит |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Амониев хлорид, амониев сулфат |
DG360, DG450, DG650, DG850 |
2-5 |
800-1000,2000-2500,3000-4300,5500-7500 |
Цинков оксид |
DG360, DG450, DG650, DG850 |
1.5-2.5 |
300-450 |
Натриев цианид |
DG360, DG450, DG650, DG850 |
1.5-5 |
800-900 |
DG-650 ролков управителен гранулатор
DG-850 ролков компакторски гранулатор
Модел |
DG360 |
DG450 |
DG650 |
DG850 |
Диаметър на ролката (mm) |
Φ360 |
Φ450 |
Φ650 |
Φ850 |
Валидна използваема ширина (mm) |
170-230 |
200-280 |
300-330 |
400-420 |
Скорост на ролката (r/min) |
10-25 |
10-25 |
10-25 |
9-16 |
Принудителна захранваща мощност (KW) |
7.5 |
11 |
11 |
15 |
Предварително налягане на акумулатор (MPA) |
6 |
8-10 |
8-10 |
10-14 |
Максимална дебелина на валцуван лист (мм) |
8 |
12 |
16 |
25 |
Валцован лист (t/h) |
1300-2300 |
2500-3500 |
5000-7000 |
12000-15000 |
Изход на завършен продукт (T/H) |
1000-1300 |
2000-2500 |
3000-4300 |
5500-7500 |
Гранулиран размер (mm) |
2-5 |
2-5 |
2-5 |
2-5 |
Мощност на двигателя на ролката (KW) |
37 |
55 |
90 |
220 |
Обща мощност (KW) |
55 |
90 |
175 |
400 |
Размерен размер (M) (L*W*H) |
2.35x2x2.6 |
2.6x2.2x2.9 |
3.6x2.8x3.2 |
5x3.8x4.1 |
Общо тегло (t) |
7 |
11 |
20 |
45 |
Валяк
Ролерен гранулатор
Валяк
Различни сухи прахообразни материали се похранват равномерно в бункера за хранене през количествената хранилка. След дегазиране и спирало на предварително налягане, те влизат в две равни ролки. Ролките се въртят един спрямо друг и материалите са принудени в пространството между двете ролки. Един набор от ролкови седалки е в машината. Рамката не се движи, докато другият набор от седалки, носещи ролки, плува по релсите на кадрите и се притиска един към друг с помощта на хидравлични цилиндри. Има много дупки със същата форма и размер, редовно подредени на повърхността на ролката. По това време сухият прахообразен материал влиза между двете ролки непрекъснато и равномерно отгоре над двете ролки по собствено тегло и принудително хранене. Материалът първо тече свободно и след това се навива след влизане в зоната на ухапване. С непрекъснатото въртене на ролката пространството, заемано от материала, постепенно намалява и постепенно се компресира, достигайки максималното налягане на формиране. Скъпените бучки във формата на пръст влизат в гранулатора и се смазват от въртящия се нож. Натрошените материали влизат в гранулатора и преминават през подвижния нож, така че частиците и някои прахообразни материали влизат в ротационния вибриращ екран за скрининг. Квалифицираните продукти се изпращат в склада на готовия продукт чрез конвейер. Праховният материал под екрана отново се изпраща обратно в кошчето за суровина през конвейера за вторично търкаляне. Размерът на силата на екструзия може да се регулира от налягането на хидравличния цилиндър според нуждите на гранулирането.
1. Материалът е принуден да бъде компресиран и формован чрез механично налягане, без да се добавя никакво овлажняващо средство, а чистотата на продукта е гарантирана.
2. Сухият прах се гранулира директно без последващ процес на сушене.
3. Гранулите имат висока якост и увеличаването на подреждането на специфична гравитация е по -значимо от другите методи на гранулиране.
4. Той има страхотна гъвкавост на работа и широка адаптивност. Силата на частиците може да се регулира чрез хидравлично налягане.
5. Системата работи в затворен цикъл за постигане на непрекъснато производство.
6. Променете формата на жлеба на повърхността на ролката, за да получите лист, лента и плоски сферични материали.
7. Кръговата работа позволява непрекъснато производство и висока продукция на готовите продукти;
8. Компактна структура, удобна поддръжка, проста работа, кратък процес на процеса, ниска консумация на енергия, висока ефективност и нисък процент на отказ.
9. Той може да контролира замърсяването на околната среда, да намали разходите за прахообразни отпадъци и опаковки и да подобри възможностите за транспортиране на продуктите.
10. Устройството за хранене и хранене приема контрола за регулиране на безпроблемната честота с променлива честота. Той има висока степен на автоматизация и може да реализира много машинен контрол от един човек. Той има характеристиките на ниската интензивност на труда и дългосрочната непрекъсната работа.
11. Основните компоненти на трансмисията са изработени от висококачествени сплави материали. Производството на материали от неръждаема стомана и други повърхностни сплави значително подобрява устойчивостта на износване, устойчивост на корозия, висока температурна устойчивост и устойчивост на налягане, което дава на машината дълъг експлоатационен живот.
Тази глава въвежда основно процеса на потока на гранулатора на нашата компания. Всъщност ние разделяме основно сухия гранулатор на единична линия на гранулатора на ролката и пълен линеен проект на множество ролери -гранулирани машини. В следващите статии въвеждаме отделно различни видове потоци на процеси.
Процесната линия с еднократна ролка
Множествена линия на обработка на машина за гранулиране на ролки
Захранващ бункер с механични вибрации, автоматично управление и времеви вибрации.
Той приема регулиране на скоростта на променлива честота, за да гарантира точността на храненето.
Той е съставен от двигател с променлива честотна скорост, конична спирала, коничен бункер с разбъркващи остриета и комбинация от порт за хранене. Нейната функция е да завършва допълнително дегазиране и да извършва хранене под налягане. Дегаснато е да се направи частиците по -компактни от гранулиращата машина за уплътняване на ролките,
Състои се от леви и десни фиксирани седалки и плъзгащи се седалки, конструкция на рамката, две алуминиеви стоманени ролки, два хидравлични цилиндъра и електрическа автоматична помпена станция, както и специален редуктор с твърда повърхност на зъбите и основното двигателно устройство.
Гранулаторът за раздробяване и гранулиране на гранулатор на ролки от сух тип се състои от кутия за нарязване, вретено за рязане и специално въртящо се острие. Моторът задвижва основния вал, за да се върти при висока скорост, за да смаже екструдираните материали в гранули.
Оборудван с устройство за борба с клогирането, за да се улесни почистването на екрана. Счупеният прах от трошачката се екранира от машината в гранулирани продукти и рециклиран прах.
Неквалифицираните прахообразни материали се транспортират до асансьора за хранене.
Горните и долните зъбни колела приемат сглобена конструкция и се използват за транспортиране на материали.
Той е съставен от електрическа контролна кутия, контролер за скорост на честота, амперметър, волтметър, индикаторна светлина, превключвател на бутони, превключвател за преобразуване на напрежението и други електрически компоненти. Всички електрически уреди се контролират и работят централно.
Производственият процес на пълен набор от оборудване за производствена линия на екструдиране с двойни ролки обикновено включва:
Смесване и разбъркване на суровини → Раздробяване - Екструзия - Скрининг - Електронна количествена опаковка.
Вземете производствената линия на гранулирания калиев сулфат с гранулатора DG-650 като ядро като пример.
1. Захранвайте производствената линия според различни пропорции на материалите чрез скали на колана на колана, скали на спираловидни потоци, скали за загуба на тегло и други пакетни устройства;
2. Материалите, влизащи в производствената линия във фиксирана пропорция, влизат в предварително загрятата сушилня на барабана чрез конвейерно оборудване, като транспортьори на колана, претърпяват предварително сушене и след това въвеждат следващата стъпка (тази стъпка се определя според съдържанието на влага в специфичните материали. Някои материали не изискват това изсушаващо оборудване); Тъй като смесването на различни материали се постига и по време на процеса на сушене на сушилнята на барабана. Ако съдържанието на влага в материала е ниско и процесът на сушене не се изисква, трябва да се добави прахов миксер, за да се смесват равномерно различните материали, преди да се премине към следващата стъпка.
3. След предварително сушене, материалите или материалите от праховия миксер влизат в машината за таблети на суха ролка чрез конвейерно оборудване, като асансьори на кофата за скрепер за таблети;
4. Физическата форма на материала след влизане в нарязването се е променила. По това време материалът се изпраща до следващия процес, вибриращия екран, чрез предаване на оборудване като асансьори на кофата. След като материалът влезе във вибриращия екран, прахообразният материал отново ще бъде върнат към машината за натискане на суха ролка DG650 чрез връщащия скрепер и ще бъде повторно. В същото време материалите, които са успешно залепени, влизат в следващия процес;
5. люлевите материали, излизащи от вибриращия екран, влизат в ударната трошачка за смачкване;
6. Натрошените материали се изпращат до следващия процес, груб въртящ се екран, чрез предаване на оборудване като скрепери и асансьори на кофата. В този процес се извършва предварителен скрининг за избор на материали с подходящ размер и въвеждане на следващия процес. , В същото време материалите със сравнително големи размери влизат в скрепата за връщане и след това въвеждат ударната трошачка за вторично раздробяване;
7. Материалите с подходящ обем, първоначално екраниран от въртящия се екран, въведете фино ниво на въртящ се екран през скрепер. Чрез този процес твърде малките частици в материала се преглеждат и изпращат на DG650 отново през скрепата за връщане. Пренасочване в машината за свързване на суха ролка;
8. Понастоящем размерът на обема на материала е сравнително в съответствие с размера, от който се нуждаем. Той влиза в прехвърлящата машина за полиране през колани, асансьори на кофата и друго оборудване за полиране на повърхността на материалните частици;
9. Полирани частици (смесени с полиран прах в средата) влизат в ситото за фин скрининг. След преминаване на финия процес на скрининг, гранулираният материал, който излиза, е необходим гранулиран калиев сулфатен тор и се пресява едновременно с финия екран. Отстраненият прах влиза в предния край DG-650 Dry Roller Tableting Machine чрез скрепата за връщане и се пописва отново;
10. Грануларният материал, излизащ от финия екран, е крайният продукт. По това време тя трябва да влезе в опаковката за опаковане и шиене на чанти;
11. След опаковането на калиев сулфат, той влиза в последния процес на палетизиране на робота. Чрез палетизиращия робот материалите, произведени от производствената линия, са спретнато опаковани върху палета и след това се поставят на съхранение от мотокара;
Горният процес е основно напълно автоматична производствена линия за гранулиран калиев сулфатен тор. Системата за управление на тази производствена линия е напълно интегрирана и се управлява еднакво и контролира от основната система за управление в централната контролна зала. Системата за управление се контролира от програмируем контролерът (PLC) контролира целия процес и е оборудван с хост компютър като носител за обмен на човешка машина. В същото време необходимите връзки на процеса са оборудвани с честотни преобразуватели за динамична настройка, като в крайна сметка позволяват на цялата производствена линия да постигне оптимална ефективност на производството;
Използването на увеличен специална редуктор и барабанно свързване на двоен вал може ефективно да защити ролките и основните лагери от повреда, да подобри ефективността на предаване и допълнително да увеличи продукта.
Новата рамка, проектирана с оптимизирани изчисления, базирани на ергономията, е оборудвана с голяма структура на вратите, близка до ролките и най -добрата работна платформа, която е удобна за работа на персонала, като напълно отговаря на изискванията на клиентите за безопасност на оборудването, надеждност и удобна поддръжка.
Корпусът на гранулирането на торове на тора е неразделен от висококачествена легирана стомана и е широко адаптивно към различни сложни материални условия. При проектирането на устойчивия на износване слой върху повърхността на ролката, ние усвоихме закона за дълбочината на голямото механично напрежение въз основа на теорията за контакт с херци и теорията на чистата еластичност и научно комбинирахме материалите на анти-ареанския слой, преходния слой и процесите на пречистване на ролото. Моделът на повърхността на ролката, който беше финализиран след многократни тестове и сравнения и се възползва от техническите подобрения на други компоненти (като устройството за хранене), може да направи ъгъла на изтегляне на материала по-балансиран и стабилен и в същото време ефективно елиминира аксиалната сила на валяка. Накарайте оборудването да работи по -стабилна.
Наскоро проектираното устройство за хранене е оборудвано с регулираща клапана, която лесно може да реализира онлайн корекция. Добавянето на камера за разширяване на въздуха може гладко да изхвърли въздуха, влязъл в материала и да подобри ухапването на материала между ролките. Техническото подобрение на устройството за хранене също директно доведе до подобряване на модела на повърхността на ролката.
При проектирането на хидравличната система на гранулиращата машина за калиев сулфат, Hywell не само я счита за източник на енергия, но и го прави функция да защитава оборудването. Проектирани са множество функции за автоматична защита и оптимизираната хидравлична система прави движещия се валяк по -адаптивен към движението, което може ефективно да елиминира случайно смесени парчета желязо и да защити безопасната работа на оборудването.
Дрошечката на гранулатора на калиевия хлорид е разделена на два етапа, които могат да смажат блоковите материали, притиснати от листа два пъти. Той има три смазващи камери, което значително увеличава зоната на раздробяване. Следователно, дробителката ефективно подобрява ефективността на смачкване и добива.
Тази машина има предимствата на малки вибрации, нисък шум и ниски изисквания за силата на опората. Той съчетава предимствата на кръговото движение, елиптичното движение и възвръщането на линейното движение. Освен това е оборудван с устройство за почистване на повърхността на екрана, така че машината има голям изход и висока ефективност на скрининг. Висока, ниска консумация на енергия, гъвкава инсталация и лесна подмяна на екрана.
Честотният преобразувател, който контролира количественото захранващо устройство, а ролковата преса образува система за управление на затворен контур между тях. По този начин самата система за управление на гранулатора ще следи и контролира количественото захранващо устройство и ролковата натискане през PID на самия честотен преобразувател. Скоростта на основната машина позволява на двете да поддържат динамичен работен баланс на най -добрата позиция по всяко време, така че работният ток на главната машина за пресоване на ролката винаги да се поддържа при зададената работна стойност и работи стабилно и равномерно. В същото време принудителното хранене също може да направи леки корекции на скоростта по всяко време. В резултат на това ролковият гранулатор винаги е в най -доброто работно състояние. В същото време тази система има и взаимно превключване между ръчно управление и автоматични режими на управление, за да постигне гъвкава и удобна работа.




























































 简体中文
简体中文



")