

|













DG
Hywell
8479899990
304/316L/Q235
Chemiese / kunsmis
Ja
| hoeveelheid: | |
|---|---|
Daar is oor die algemeen twee soorte poeiergranulasietegnologieë: nat en droë korrel. Die droë granulator -metode behels dat die produk in agglomerate of lakens ekskaal, sonder om 'n bindmiddel by te voeg en dit dan in droë korrelprodukte te verpletter en te sifting. Nat metodes gebruik hoofsaaklik rollers, skywe, smelt, spuit en spuit om te korrel.
In nat granulasie speel die nat sterkte wat deur die kapillêre effek van die vloeibare bindmiddel gegenereer word, 'n belangrike rol. In die
Daaropvolgende droogstadium lewer die chemiese reaksie tussen die komponente en die kristallisasie van die opgeloste stowwe vaste, kristalbruggies wat vorm aan die deeltjies gee. Verteenwoordigende toerusting van hierdie tegnologie sluit in Vloeistofbed Granulator, Granulator met 'n hoë skuif , rollers, vloeistoftoestelle, ens.
Bindervrye droë extrusie-granulasietegnologie is 'n baie mededingende tegnologie. Oor die algemeen word deeltjies nie gevorm deur soliede brûe tussen deeltjies nie, maar deur die sterkte van deeltjies wat gevorm word deur die kragte tussen molekules. As gevolg van die kort afstand van hierdie krag, moet die deeltjies dieselfde wees, en eksterne druk is nodig. Die metode van druk kan extrusie wees (deur die materiaal met gate met 'n vaste deursnee te druk) of ekstrudering (onder druk van beide kante van die materiaal), as die ekstrudering in die gaping tussen twee teen-roderende rollers voorkom, is die proses 'n roller-verdigtinggranulator. Die DG -reeks Roller Compactor Granulator gebruik droë roller -druktegnologie om poeieragtige materiale met 'n voginhoud van ≤5% in vlokkies of blokke saam te druk en ondergaan dan verpletterende, korrel- en siftingsprosesse om die vlokkies in klonte te maak. Die materiaal word korrelmateriaal wat aan die gebruiksvereistes voldoen. Die rolkompaktor granulatormasjien berus hoofsaaklik op eksterne druk om die materiaal deur die gaping tussen twee relatief roderende rollers te dwing en te dwing om in stukke saam te pers. Tydens die rolproses kan die werklike digtheid van die materiaal met 1,5 tot 3 keer verhoog word. Om sekere vereistes vir deeltjiessterkte te bereik.
DG -reeks Roller Compactor Granulator word ook granulator, gipsbriketmasjien, brikette -masjien, koolstof swart granulator, kaliumsulfaatgranulator en kaliumchloriedgranulator genoem volgens die hoofgebruiksomvang.
DG -reeks Roller Compactor Granulator word ook Dry Granulator, Roller Granulator, Double Roller Granulator, Roller Press Granulator en droë korrelmasjien genoem volgens die werkende eienskappe.
Roller Compactor Granulator
Roller Compactor Granulator
Die korrels kunsmis het goeie fisiese eienskappe; Dit kan 'n sekere hoeveelheid ruimte en koste in logistiek verminder; Dit veroorsaak nie stof tydens die laai en aflaai nie, neem nie agglomeraat tydens langtermynopberging nie, het goeie vloeibaarheid en is maklik om te versprei tydens bevrugting; Dit kan ook 'n rol wat stadig vrygestel word, speel om kunsmisgehalte te verbeter. Gebruikstempo en verbeterde kunsmisdoeltreffendheid. Daarbenewens kan korrelkunsmisstowwe van verskillende variëteite, maar soortgelyke groottes direk gemeng word om 'n lae koste-kunsmis met dieselfde kunsmiseffek as saamgestelde kunsmis te verkry.
Die enigste nadeel van droë rollergranulasie van chemiese kunsmisstowwe om korrelvaartmisstowwe te produseer, is egter dat die vorm van die produk onreëlmatige deeltjies is. Die onreëlmatige deeltjievorm het egter geen invloed op die toediening van chemiese kunsmisstowwe nie, en die snoei -proses kan bygevoeg word om die deeltjies verder te rondom. Die kunsmis wat deur die rolkompaktor Dry Granulator geproduseer word, het voldoende sterkte, minder stof, geen agglomerasie, 'n smal deeltjiegrootte verspreidingsbereik en goeie vloeibaarheid nie. Kunsmis geproduseer deur roll -ekstruderingsgranulasie word wyd gebruik in meganiese bevrugting in die buiteland, wat bewys dat hul deeltjievorm nie 'n faktor sal wees wat die toepassing van chemiese kunsmisstowwe beïnvloed nie.
Enkele kunsmis verwys hoofsaaklik na kaliumsulfaat, kaliumchloried, dubbele superfosfaat, fosfaatrotspoeier, ammoniaksulfaat, ammoniumchloried, kaliumnitraat en ander poeiers. Die doel van droë korrel is om 1 ~ 5 of 2 ~ 4 mm sterk kunsmisdeeltjies te verkry wat geskik is vir meganiese bevrugting. Daarom noem die kunsmisbedryf ook droë rollergranulators die kaliumsulfaatgranulator, kaliumchloriedgranulator, ammoniaksulfaatgranulator en ammoniumchloriedgranulator.
As die fynheid van die poeier tussen 200 en 400 maas is, bevat dit baie lug omdat die poeier te fyn is, en hoe kleiner die grootmaatdigtheid. Dan moet die dubbele rolpers granulator 'n ontgassingsapparaat byvoeg om suksesvolle granulasie te bewerkstellig.
Die konvensionele korrelproses van saamgestelde kunsmis neem die nat metode aan. Hierdie metode vereis dat die nat enkele grondstowwe eers gemeng en gemanuleer moet word en dan gedroog word. Die energieverbruik is hoog. Die meeste van die energie word in die droogstelsel gebruik, en slegs 'n klein deel word gebruik. Geskik vir die verplettering en vervoer van groot deeltjies. Vir nat prosesse is die droogproses baie krities omdat die vog in die deeltjies uitgedroog moet word. Die droë rolmetode word gebruik om saamgestelde kunsmis te produseer, wat die duur droogproses vermy. Die kunsmisbedryf noem ook die roller verdigting granulator 'n NPK -granulator en saamgestelde kunsmisgranulator. Die voordele daarvan: ① Verminder produksiekoste en energieverbruik; ② kan baie buigsaam wees om verskillende formule -saamgestelde kunsmisstowwe te produseer; ③ Hoë deeltjie sterkte.
Die beginsel van die vervaardiging van saamgestelde kunsmis deur droë roller -druk is ongeveer dieselfde as die vervaardiging van 'n enkele kunsmis, maar die droë korrel van saamgestelde kunsmis het sy kenmerke. Die hoofrede is dat daar stikstofkunsmis in die saamgestelde kunsmis is. Byvoorbeeld: ureum het 'n lae smeltpunt en is baie higroskopies. Superfosfaat is geneig om te verander as dit gespanne is. As die inhoud van hierdie twee bestanddele in die saamgestelde kunsmisformule groot is, sal dit 'n baie nadelige invloed hê op die korrel van die saamgestelde kunsmis. Daarom is die mengverhouding van stikstof, fosfor en kalium 'n baie belangrike faktor in die produksielyn van die stikstof-, fosfor- en kaliumgranulator.

Rolkompaktor granulasie

Rolkompaktor granulasie

Rolkompaktor granulasie
Fly Ash is 'n vulkaniese asmateriaal. Dit het die voordele van hoë potensiële aktiwiteit, goeie chemiese stabiliteit van minerale liggame, fyn deeltjies en min skadelike stowwe, en kan die fisiese eienskappe van beton of mortel verbeter. As gevolg van die fisiese eienskappe van steenkool, is verpoeierde steenkool basies onoplosbaar in water, en die verpoeierde steenkooldeeltjies is baie fyn en die intermolekulêre kragafstand is kort, wat verpoeierde steenkoolgranulasie baie moeilik maak. 'N Bindmiddel moet bygevoeg word, en die bindmiddel vir verpoeierde steenkoolgranulasie is steenkool teer.
Die verpoeierde steenkoolgranulator produseer hoofsaaklik twee soorte verpoeierde steenkool: 8-50 mm brikette en 2-6 mm geaktiveerde koolstof.
Droë pers granulasie druk die verpoeierde steenkool in gevormde steenkool, en die omvang van die gevormde steenkoolblokke is 8 ~ 50 mm, of selfs groter.
Die voordeel van die vervaardiging van geaktiveerde koolstof deur die vorming van verpoeierde steenkool in 'n sekere reeks deeltjies te vorm, is dat dit die poreusheid en spesifieke oppervlakte verhoog, en sodoende die adsorpsievermoë van geaktiveerde koolstof aansienlik verbeter. Daarom vorm ons dikwels verpoeierde steenkool in onreëlmatige deeltjies in die omgewing van 2 ~ 6 mm en aktiveer dit dan om geaktiveerde koolstof te produseer en as metallurgiese grondstowwe te gebruik.
Omgewingsbeskermingsvereistes word hoër en hoër. Om aan die omgewingsbeskermingsvereistes te voldoen, verbeter baie chemiese produksiemaatskappye die bedryfsomgewing van werkers en verminder stofbesoedeling. Terselfdertyd, in stroomafbedrywe wat verband hou met fyn chemikalieë soos masjinerie, elektronika, motors, konstruksie en inligting, het dit ook 'n bedryfsontwikkelingstendens geword om chemiese produkte te korrel, soos verskillende bymiddels, antioksidante, en verbrandingsversnellers wat gemaak is na droë granulasies, sneeu-smeltmiddels en metallurgiese bymiddels is gebruik.
Byvoorbeeld antioksidante, natriumsianied, natrium, sianuriensuur, sinkoksied, loodoksied, kaliumkarbonaat, strontiumkarbonaat, kalsiumchloried, kalsiumhidrogeenfosfaat, natriummetasilaat, kryoliet, aluminium fluoried, wit koolstof swart, kalsus, kalsinaat, karnalliet, fosfaat, klippoeder, ens.
Materiaalnaam |
Masjienmodel |
Deeltjiegrootte (mm) |
Uitset (kg/h) |
Kaliumchloried |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Kaliumsulfaat |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1300,2000-2500,3000-4300,5500-7500 |
NPK -saamgestelde kunsmis |
DG360, DG450, DG650, DG850 |
2-5 |
900-1400.1800-2500.3000-4300.5500-7500 |
Cryoliet |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Ammoniumchloried, ammoniumsulfaat |
DG360, DG450, DG650, DG850 |
2-5 |
800-1000,2000-2500,3000-4300,5500-7500 |
Sinkoksied |
DG360, DG450, DG650, DG850 |
1.5-2.5 |
300-450 |
Natriumsianied |
DG360, DG450, DG650, DG850 |
1.5-5 |
800-900 |
DG-650 Roller Compactor Granulator
DG-850 Roller Compactor Granulator
Model |
DG360 |
DG450 |
DG650 |
DG850 |
Roller deursnee (mm) |
Φ360 |
Φ450 |
Φ650 |
Φ850 |
Geldige bruikbare breedte (MM) |
170-230 |
200-280 |
300-330 |
400-420 |
Rolspoed (r/min) |
10-25 |
10-25 |
10-25 |
9-16 |
Gedwonge voerkrag (KW) |
7.5 |
11 |
11 |
15 |
Akkumulator pre-druk (MPA) |
6 |
8-10 |
8-10 |
10-14 |
Maksimum opgerolde veldikte (mm) |
8 |
12 |
16 |
25 |
Gerolde plaatuitset (t/h) |
1300-2300 |
2500-3500 |
5000-7000 |
12000-15000 |
Voltooide produkuitset (t/h) |
1000-1300 |
2000-2500 |
3000-4300 |
5500-7500 |
Korrelgrootte (mm) |
2-5 |
2-5 |
2-5 |
2-5 |
Rolmotor krag (KW) |
37 |
55 |
90 |
220 |
Totale krag (KW) |
55 |
90 |
175 |
400 |
Dimensionele grootte (M) (L*W*H) |
2.35x2x2.6 |
2.6x2.2x2.9 |
3.6x2.8x3.2 |
5x3.8x4.1 |
Totale gewig (T) |
7 |
11 |
20 |
45 |

Rol
Roller granulator

Rol
Verskeie droë poeiermateriaal word eweredig deur die kwantitatiewe voerder in die voedingshopper gevoer. Na die ontgassing en spiraal van voordruk, voer hulle twee gelyke rollers in. Die rollers draai relatief tot mekaar en die materiale word in die ruimte tussen die twee rollers gedwing. Een stel roldraende sitplekke is in die masjien. Die raam beweeg nie, terwyl die ander stel roldraende sitplekke op die raamgids-relings swem en teen mekaar gedruk word met behulp van hidrouliese silinders. Daar is baie gate van dieselfde vorm en grootte wat gereeld op die roloppervlak gerangskik is. Op hierdie tydstip kom die droë poeieragtige materiaal tussen die twee rollers voortdurend en eweredig van bo die twee rollers deur sy eie gewig en gedwonge voeding. Die materiaal vloei eers vrylik en word dan gerol nadat die bytarea binnegekom het. Met die deurlopende rotasie van die roller neem die ruimte wat deur die materiaal beset word, geleidelik af en word dit geleidelik saamgepers, wat die maksimum vormingsdruk bereik. Die gestroopte vingervormige klonte kom die granulator binne en word deur die roterende mes verpletter. Die fyngemaakte materiale gaan die granulator binne en gaan deur die rolmes, sodat die deeltjies en 'n paar poeieragtige materiale die roterende vibrerende skerm binnedring vir sifting. Gekwalifiseerde produkte word via 'n vervoerband na die finale produkpakhuis gestuur. Die poeieragtige materiaal onder die skerm word weer deur die vervoerband teruggestuur vir sekondêre rol. Die grootte van die extrusie -krag kan aangepas word deur die druk van die hidrouliese silinder volgens die behoeftes van die korrelbewerking.
1. Die materiaal word gedwing om saamgepers en gevorm te word deur meganiese druk sonder om enige benattingsmiddel by te voeg, en die suiwerheid van die produk word gewaarborg.
2. Die droë poeier word direk geanuleer sonder 'n daaropvolgende droogproses.
3. Die korrels het 'n hoë sterkte en die toename in die stapel van spesifieke swaartekrag is meer betekenisvol as ander korrelmetodes.
4. Dit het 'n uitstekende werkende buigsaamheid en wye aanpasbaarheid. Die deeltjiessterkte kan deur hidrouliese druk verstel word.
5. Die stelsel werk in 'n geslote siklus om deurlopende produksie te bewerkstellig.
6. Verander die groefvorm van die roloppervlak om vel, strook en plat sferiese materiale te verkry.
7. Sirkulêre werking stel deurlopende produksie en hoë uitset van voltooide produkte moontlik;
8. Kompakte struktuur, maklike onderhoud, eenvoudige werking, kort prosesvloei, lae energieverbruik, hoë doeltreffendheid en lae mislukkingstempo.
9. Dit kan omgewingsbesoedeling beheer, poeierafval en verpakkingskoste verlaag en die produkvervoervermoë verbeter.
10. Die voedings- en voedingsapparaat neem 'n veranderlike frekwensie -stepless aanpassingsbeheer aan. Dit het 'n hoë mate van outomatisering en kan deur een persoon multi-masjienbeheer besef. Dit het die kenmerke van lae arbeidsintensiteit en langdurige deurlopende werking.
11. Die belangrikste transmissiekomponente is van legeringsmateriaal van hoë gehalte. Die produksie van materiale van vlekvrye staal en ander oppervlaklegerings verbeter die slytweerstand, korrosiebestandheid, hoë temperatuurweerstand en drukweerstand, wat die masjien 'n lang lewensduur gee.
Hierdie hoofstuk stel hoofsaaklik die prosesvloei van ons maatskappy se dubbelroller-granulator bekend. In werklikheid verdeel ons die droë granulator hoofsaaklik in 'n enkele eenheidsrolgranulator -proseslyn en 'n volledige lynprojek van meervoudige rollergranulasiemasjien. In die volgende artikels stel ons verskillende soorte prosesvloei afsonderlik voor.
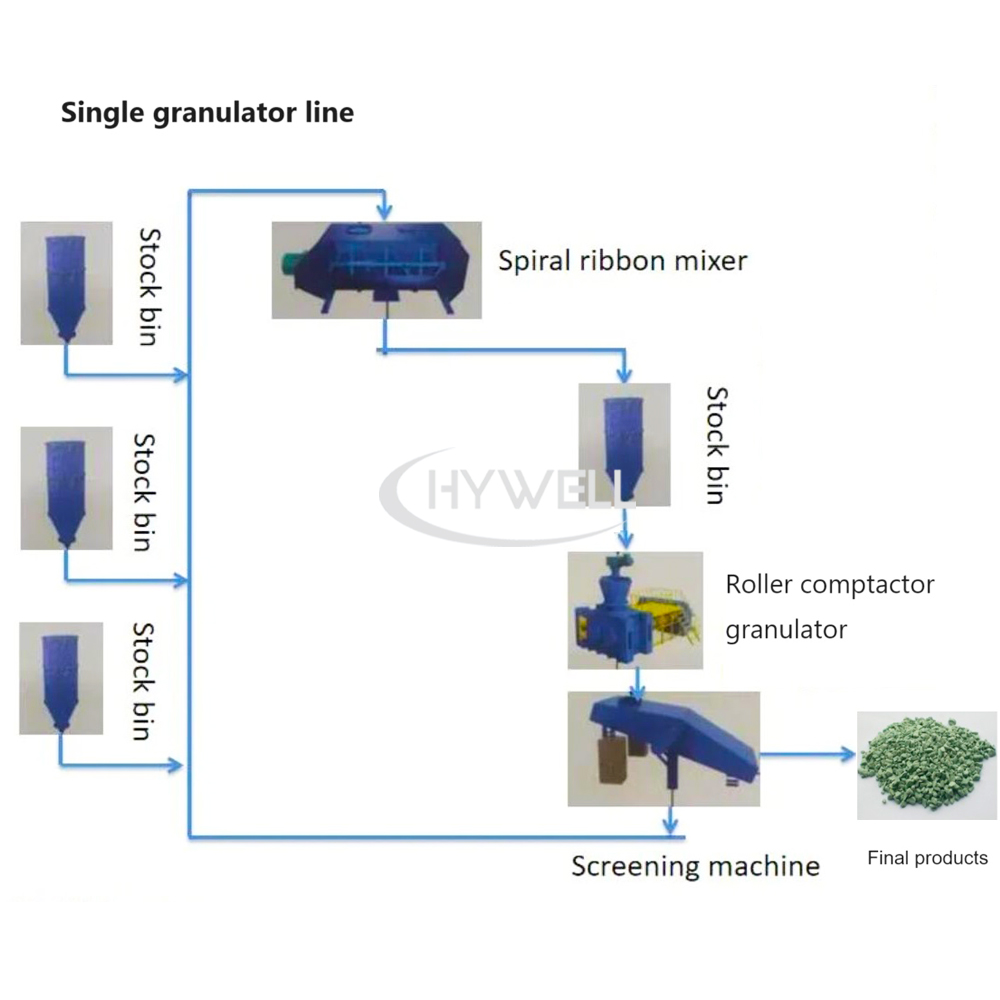
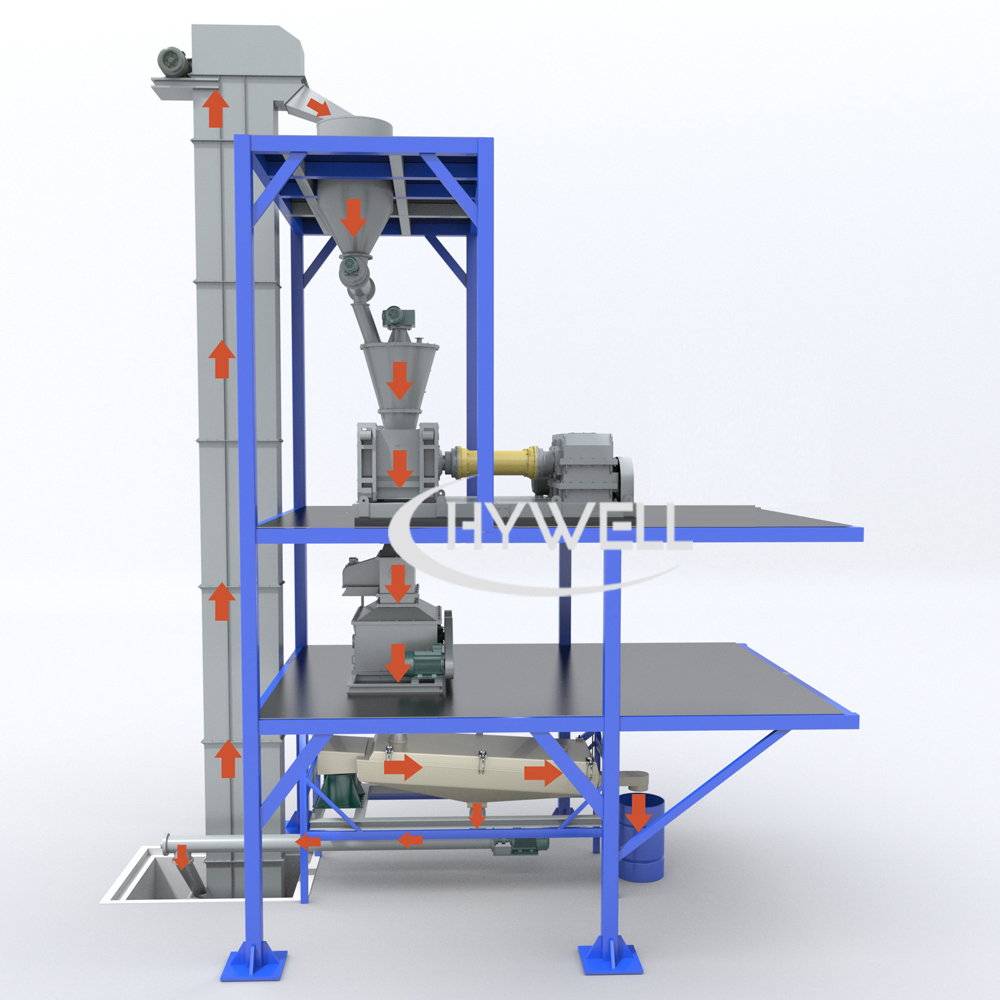
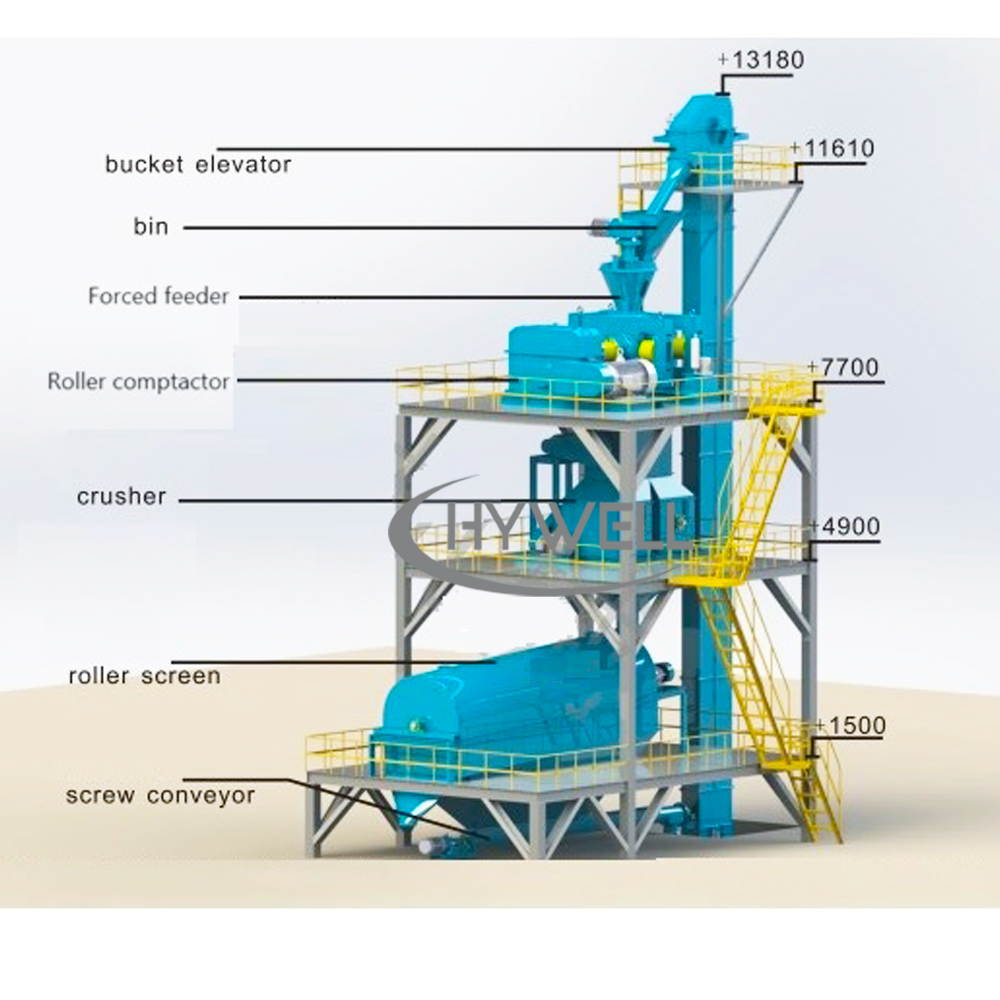
Enkel-eenheid rolgranulator proseslyn
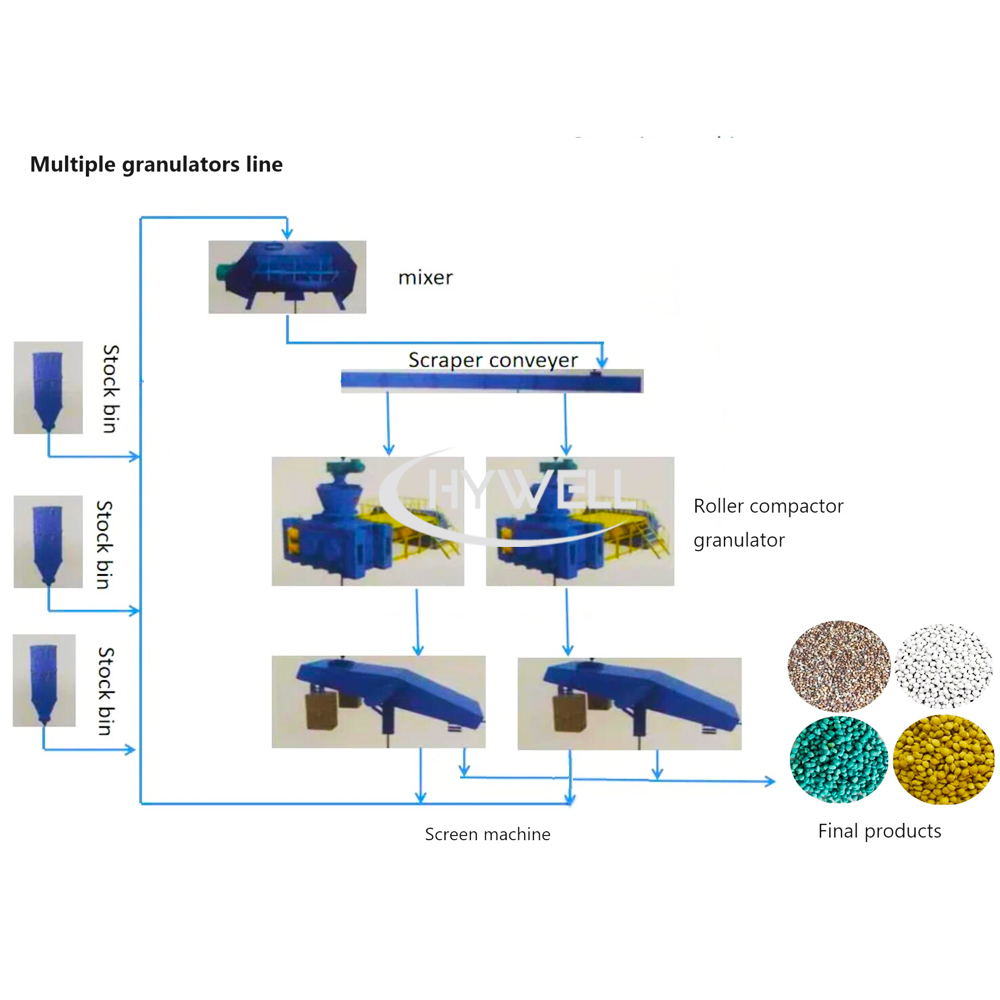
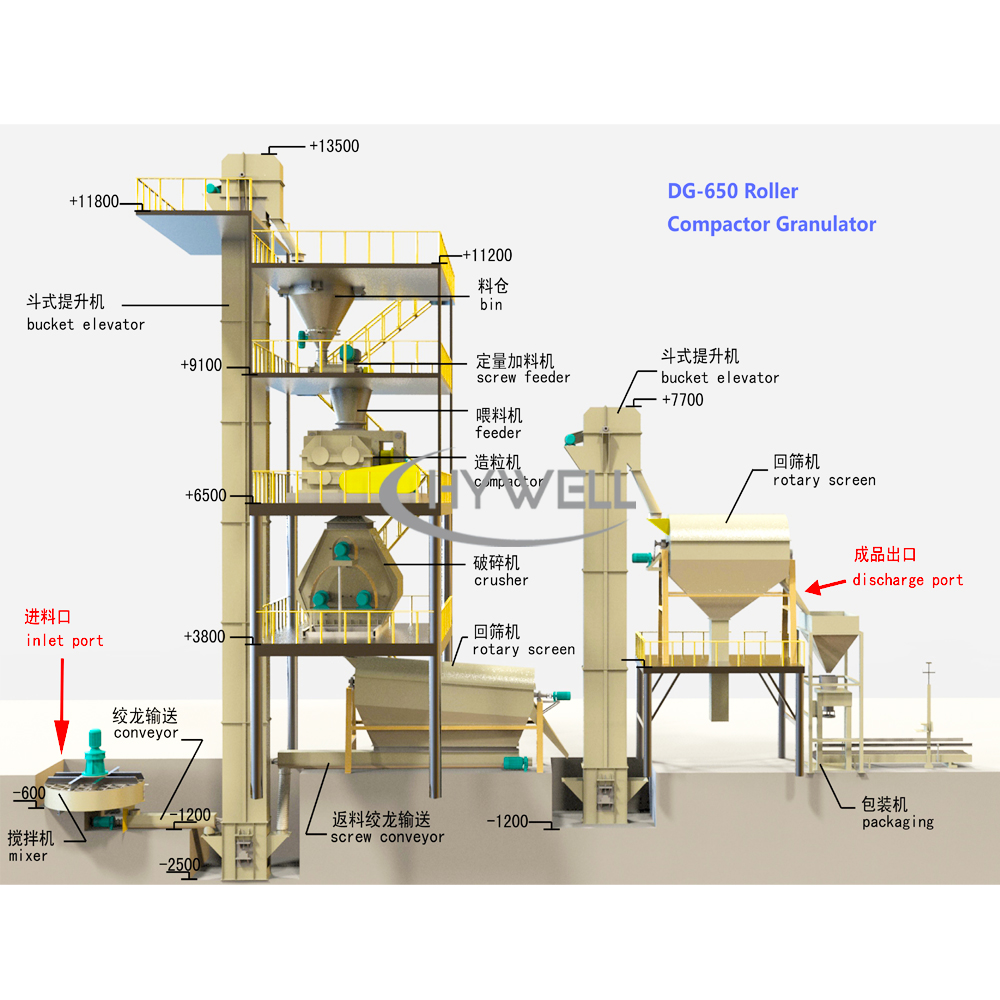
Meervoudige roller korrelmasjienproseslyn
'N Voedende hopper met meganiese vibrasie, outomatiese beheer en tydsberekening vibrasie.
Dit neem veranderlike frekwensiesnelheidsregulering aan om die akkuraatheid van voeding te verseker.
Dit bestaan uit 'n veranderlike frekwensiesnelheidsmotor, 'n koniese spiraal, 'n koniese hopper met roerblaaie en 'n voedingspoortkombinasie. Die funksie daarvan is om die ontgassing verder te voltooi en drukvoeding uit te voer. Ontgassing is om die deeltjies meer kompak te maak deur die roller -kompaktor korrelsmasjien,
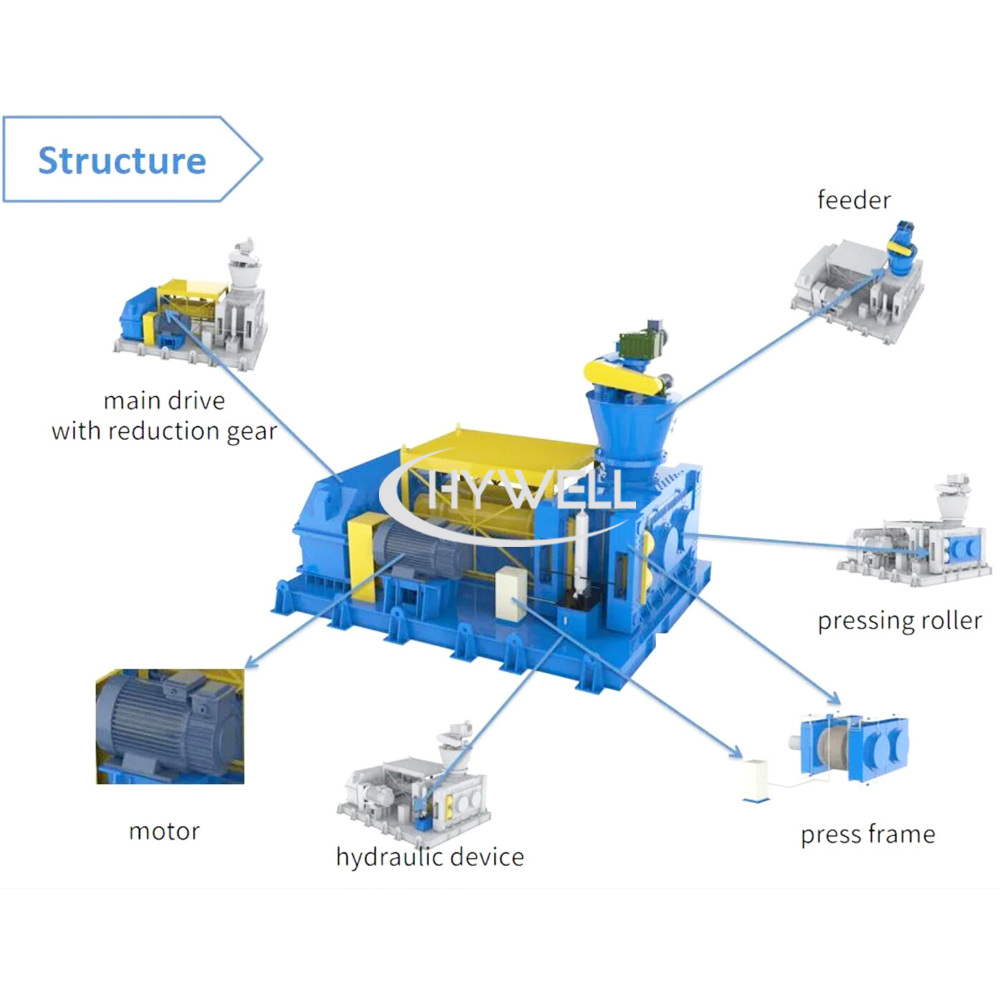
Dit bestaan uit vaste en regterkantste sitplekke en skuifsitplekke, raamstruktuur, twee legeringsstaalrollers, twee hidrouliese silinders, en 'n elektriese outomatiese pompstasie, sowel as 'n spesiale verkleiner met 'n harde tandoppervlak en die hoofmotor -eenheid.
Die verpletterende en korrelende kamer van 'n droë-tipe rollerpersgranulator bestaan uit 'n kapkas, 'n kapsel en 'n spesiale roterende lem. Die motor dryf die hoofas om teen 'n hoë snelheid te draai om die geëxtrudeerde materiale in korrels te verpletter.
Toegerus met 'n anti-klem-apparaat om die skoonmaak van die skerm te vergemaklik. Die gebreekte poeier van die breker word deur die masjien in korrelprodukte en herwinde poeier vertoon.
Ongekwalifiseerde poeieragtige materiale word na die voedingshysbak vervoer.
Die boonste en onderste snokke neem 'n saamgestelde struktuur aan en word gebruik om materiale te vervoer.
Dit bestaan uit 'n elektriese beheerkas, frekwensie -omskakelingsnelheidskontroleur, ammeter, voltmeter, aanwyserlig, knoppie -skakelaar, spanningsomskakelingsskakelaar en ander elektriese komponente. Alle elektriese toestelle word sentraal beheer en bedryf.
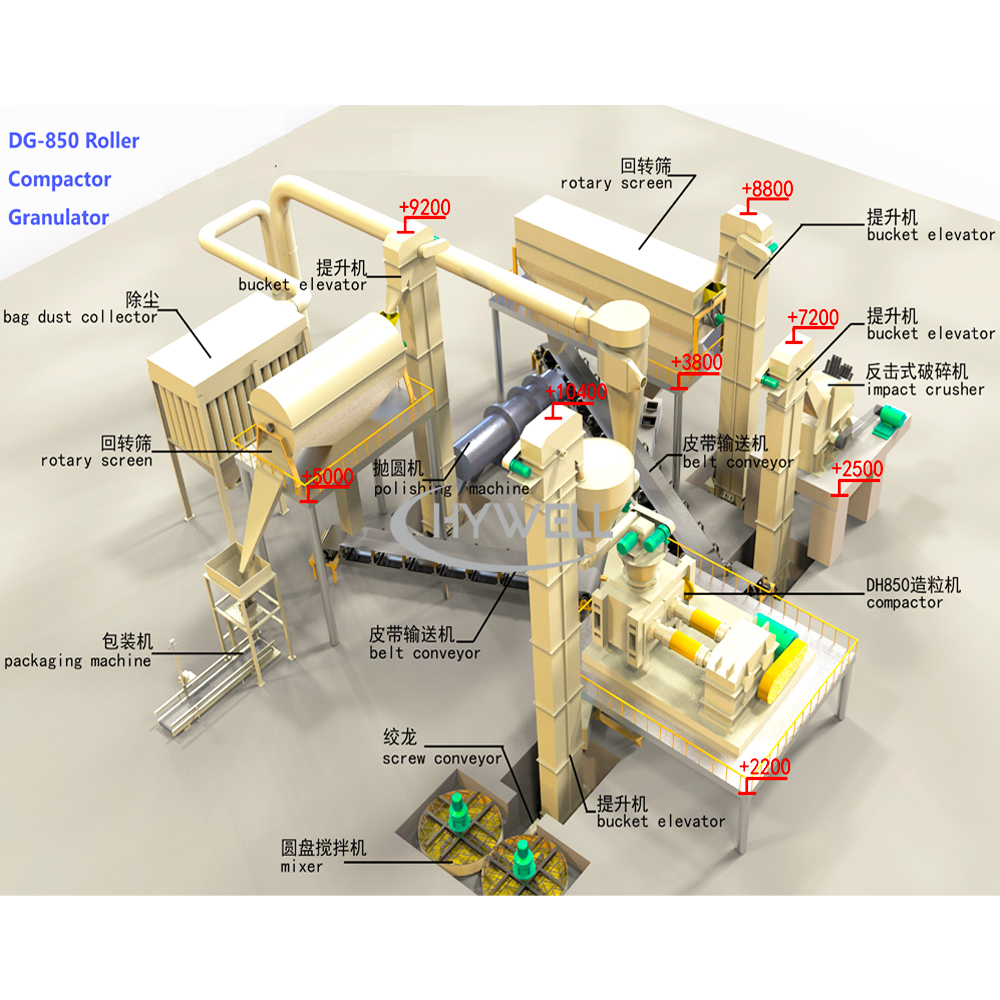
Die produksieproses van 'n volledige stel dubbelroller-ekstruderingsproduksielyntoerusting bevat oor die algemeen:
Meng en roer van grondstowwe → Crushing - Extrusie - Sifting - Elektroniese kwantitatiewe verpakking.
Neem die korrel kaliumsulfaatproduksielyn met die DG-650-granulator as 'n voorbeeld.
1. Voer die produksielyn volgens verskillende verhoudings van materiale deur middel van gordelvloei, spiraalvloei-skale, gewigskale en ander groeptoestelle;
2. Die materiale wat die produksielyn in 'n vaste verhouding binnekom, betree die voorverhitte droër deur vervoerbandstoerusting soos gordeltransporteurs, ondergaan voorlopige droging en voer dan die volgende stap in (hierdie stap word bepaal volgens die voginhoud van die spesifieke materiale. Sommige materiale benodig nie hierdie droë toerusting nie); Omdat die vermenging van verskillende materiale ook tydens die droogproses van die droër bereik word. As die voginhoud van die materiaal laag is en die droogproses nie nodig is nie, moet 'n poeiermenger bygevoeg word om die verskillende materiale eweredig te meng voordat dit na die volgende stap gaan.
3. Na voorlopige droging, voer die materiale of materiale uit die poeiermenger die droë roltabletmasjien deur vervoerbande soos skraper -emmerhysbakke vir tablette;
4. Die fisiese vorm van die materiaal nadat die sny ingekom het, het verander. Op die oomblik word die materiaal na die volgende proses, die vibrerende skerm, gestuur deur toerusting soos emmerhysbakke. Nadat die materiaal die vibrerende skerm binnegaan, sal die poeieragtige materiaal weer deur die retoerskraper na die DG650-droë roller-drukmasjien teruggestuur word. Terselfdertyd betree die materiaal wat suksesvol geplak is, die volgende proses;
5. Die vlokkerige materiale wat uit die vibrerende skerm kom, voer die impakbreker in vir verplettering;
6. Die fyngemaakte materiale word na die volgende proses, 'n growwe draaiskerm, gestuur deur toerusting soos skrapers en emmerhysbakke. In hierdie proses word 'n voorlopige sifting uitgevoer om materiale van geskikte grootte te kies en die volgende proses in te voer. , terselfdertyd betree materiale met relatiewe groot groottes die retoerskraper en voer dan die impakbreker in vir sekondêre verpletterings;
7. Die materiale met 'n geskikte volume wat aanvanklik deur die draaiskerm gekeur is, voer die roterende skerm deur die skraper in. Deur hierdie proses word die te klein deeltjies in die materiaal uitgesoek en weer deur die retoerskraper na die DG650 gestuur. Herband in die droë rolverbindingsmasjien;
8. Op hierdie tydstip is die volume -grootte van die materiaal relatief in lyn met die grootte wat ons benodig. Dit gaan die oordragpoleermasjien in deur gordels, emmerhysbakke en ander toerusting om die oppervlak van die materiaaldeeltjies te poets;
9. Die gepoleerde deeltjies (gemeng met gepoleerde poeier in die middel) voer die sif in vir fyn sifting. Nadat u die fyn siftingsproses deurgegee het, is die korrelmateriaal wat uitkom, die vereiste korrelagtige kaliumsulfaat kunsmis en word dit terselfdertyd deur die fyn skerm gesif. Die verwyderde poeier kom weer in die voorkant van die DG-650 droë roller-tabletmasjien deur die retoerskraper en word weer gepel;
10. Die korrelmateriaal wat op die fyn skerm kom, is die finale produk. Op hierdie tydstip moet dit die verpakkingsmasjien binnegaan vir sakverpakking en naaldwerk;
11. Nadat kaliumsulfaat verpak is, gaan dit die laaste proses van robotpaletisering in. Deur die palletiserende robot word die materiale wat deur die produksielyn vervaardig word, netjies op die palet verpak en dan deur die vurkhyser in die stoor gesit;
Bogenoemde proses is basies 'n volledig outomatiese produksielyn vir korrel kaliumsulfaat kunsmis. Die beheerstelsel van hierdie produksielyn is volledig geïntegreer en word eenvormig bedryf en beheer deur die meesterbeheerstelsel in die sentrale beheerkamer. Die beheerstelsel word beheer deur 'n programmeerbare The Controller (PLC) beheer die hele proses en is toegerus met 'n gasheerrekenaar as die draer vir die uitruil van die menslike masjien. Terselfdertyd is die nodige prosesskakels toegerus met frekwensie -omsetters vir dinamiese aanpassing, wat uiteindelik die hele produksielyn in staat stel om optimale produksiedoeltreffendheid te bereik;
Die gebruik van 'n vergrote dubbelas-uitset-spesiale verkleiner en dromkoppeling kan die rollers en hooflaers effektief beskerm teen skade, die transmissiedoeltreffendheid verbeter en die produkuitset verder verhoog.
Die nuwe raamwerk, ontwerp met geoptimaliseerde berekeninge gebaseer op ergonomie, is toegerus met 'n groot deurstruktuur naby die rollers en 'n topwerkplatform wat gerieflik is vir personeel om te bedryf, en voldoen aan die klante se vereistes vir toerusting vir toerusting, betroubaarheid en maklike onderhoud.
Die rolliggaam van die kunsmis-korrelmasjien word integraal gesmee van legeringsstaal van hoë gehalte en is wyd aanpasbaar by verskillende komplekse materiaaltoestande. In die ontwerp van die slytasie-laag op die roloppervlak, het ons die wet van die diepte van groot meganiese spanning bemeester op grond van die Hertziaanse kontakteorie en die suiwer elastisiteitsteorie, en wetenskaplik gekombineer met die materiale van die anti-pear-laag, oorgangslaag en slytasie-weerstand, sowel as die hardheidsverbeterings in die rolloppervlakte. Die roloppervlakpatroon, wat na herhaalde toetse en vergelykings afgehandel is en baat gevind het by die tegniese verbeterings van ander komponente (soos die voedingsapparaat), kan die materiaal-inganghoek meer gebalanseerd en stabiel maak en terselfdertyd die aksiale krag van die roller effektief uitskakel. Laat die toerusting stabieler werk.
Die nuut ontwerpte voedingsapparaat is toegerus met 'n verstelklepplaat, wat maklik aanlynverstelling kan besef. Die toevoeging van 'n luguitbreidingskamer kan die lug wat in die materiaal ingespan is, glad ontlaai en die byt van die materiaal tussen die rollers verbeter. Die tegniese verbetering van die voedingsapparaat het ook direk gelei tot die verbetering van die roloppervlakpatroon.
In die ontwerp van die hidrouliese stelsel van die kaliumsulfaatgranulerende masjien beskou Hywell dit nie net as 'n kragbron nie, maar laat dit ook die funksie hê om die toerusting te beskerm. Verskeie outomatiese beskermingsfunksies is ontwerp, en die geoptimaliseerde hidrouliese stelsel maak die bewegende rol meer aanpasbaar by beweging, wat effektief per ongeluk gemengde ysterstukke kan uitskakel en die veilige werking van die toerusting kan beskerm.
Die breker van die kaliumchloriedgranulator word in twee fases verdeel, wat die blokmateriaal wat twee keer deur die vel gedruk is, kan verpletter. Dit het drie verpletterende kamers, wat die verpletteringsarea aansienlik verhoog. Daarom verbeter die breker effektief die verpletteringsdoeltreffendheid en opbrengs.
Hierdie masjien het die voordele van klein vibrasie, lae geraas en lae vereistes vir die sterkte van die ondersteuning. Dit kombineer die voordele van sirkelbeweging, elliptiese beweging en wederkerende lineêre beweging. Dit is ook toegerus met 'n skoonmaakapparaat van die skermoppervlak, dus het die masjien groot uitvoer en hoë siftingsdoeltreffendheid. Hoë, lae kragverbruik, buigsame installasie en maklike skermvervanging.
Die frekwensie-omskakelaar wat die kwantitatiewe voerder en die rolpers beheer, vorm 'n geslote lus-beheerstelsel tussen hulle. Op hierdie manier sal die granulatorbeheerstelsel self die kwantitatiewe voerder en rolpers deur die PID van die frekwensie -omskakelaar self monitor en beheer. Die snelheid van die hoofmasjien stel die twee in staat om te alle tye 'n dinamiese werkbalans op die beste posisie te handhaaf, sodat die werkstroom van die Roller Press -hoofmasjien altyd by die vasgestelde werkwaarde gehandhaaf word en stabiel en eweredig werk. Terselfdertyd kan die gedwonge voeding ook te eniger tyd geringe verstellings aan die snelheid maak. As gevolg hiervan is die rollergranulator altyd in die beste werkende toestand. Terselfdertyd het hierdie stelsel ook wedersydse omskakeling tussen handmatige beheer en outomatiese beheermodusse om buigsame en maklike werking te bewerkstellig.
Daar is oor die algemeen twee soorte poeiergranulasietegnologieë: nat en droë korrel. Die droë granulator -metode behels dat die produk in agglomerate of lakens ekskaal, sonder om 'n bindmiddel by te voeg en dit dan in droë korrelprodukte te verpletter en te sifting. Nat metodes gebruik hoofsaaklik rollers, skywe, smelt, spuit en spuit om te korrel.
In nat granulasie speel die nat sterkte wat deur die kapillêre effek van die vloeibare bindmiddel gegenereer word, 'n belangrike rol. In die
Daaropvolgende droogstadium lewer die chemiese reaksie tussen die komponente en die kristallisasie van die opgeloste stowwe vaste, kristalbruggies wat vorm aan die deeltjies gee. Verteenwoordigende toerusting van hierdie tegnologie sluit in Vloeistofbed Granulator, Granulator met 'n hoë skuif , rollers, vloeistoftoestelle, ens.
Bindervrye droë extrusie-granulasietegnologie is 'n baie mededingende tegnologie. Oor die algemeen word deeltjies nie gevorm deur soliede brûe tussen deeltjies nie, maar deur die sterkte van deeltjies wat gevorm word deur die kragte tussen molekules. As gevolg van die kort afstand van hierdie krag, moet die deeltjies dieselfde wees, en eksterne druk is nodig. Die metode van druk kan extrusie wees (deur die materiaal met gate met 'n vaste deursnee te druk) of ekstrudering (onder druk van beide kante van die materiaal), as die ekstrudering in die gaping tussen twee teen-roderende rollers voorkom, is die proses 'n roller-verdigtinggranulator. Die DG -reeks Roller Compactor Granulator gebruik droë roller -druktegnologie om poeieragtige materiale met 'n voginhoud van ≤5% in vlokkies of blokke saam te druk en ondergaan dan verpletterende, korrel- en siftingsprosesse om die vlokkies in klonte te maak. Die materiaal word korrelmateriaal wat aan die gebruiksvereistes voldoen. Die rolkompaktor granulatormasjien berus hoofsaaklik op eksterne druk om die materiaal deur die gaping tussen twee relatief roderende rollers te dwing en te dwing om in stukke saam te pers. Tydens die rolproses kan die werklike digtheid van die materiaal met 1,5 tot 3 keer verhoog word. Om sekere vereistes vir deeltjiessterkte te bereik.
DG -reeks Roller Compactor Granulator word ook granulator, gipsbriketmasjien, brikette -masjien, koolstof swart granulator, kaliumsulfaatgranulator en kaliumchloriedgranulator genoem volgens die hoofgebruiksomvang.
DG -reeks Roller Compactor Granulator word ook Dry Granulator, Roller Granulator, Double Roller Granulator, Roller Press Granulator en droë korrelmasjien genoem volgens die werkende eienskappe.
Roller Compactor Granulator
Roller Compactor Granulator
Die korrels kunsmis het goeie fisiese eienskappe; Dit kan 'n sekere hoeveelheid ruimte en koste in logistiek verminder; Dit veroorsaak nie stof tydens die laai en aflaai nie, neem nie agglomeraat tydens langtermynopberging nie, het goeie vloeibaarheid en is maklik om te versprei tydens bevrugting; Dit kan ook 'n rol wat stadig vrygestel word, speel om kunsmisgehalte te verbeter. Gebruikstempo en verbeterde kunsmisdoeltreffendheid. Daarbenewens kan korrelkunsmisstowwe van verskillende variëteite, maar soortgelyke groottes direk gemeng word om 'n lae koste-kunsmis met dieselfde kunsmiseffek as saamgestelde kunsmis te verkry.
Die enigste nadeel van droë rollergranulasie van chemiese kunsmisstowwe om korrelvaartmisstowwe te produseer, is egter dat die vorm van die produk onreëlmatige deeltjies is. Die onreëlmatige deeltjievorm het egter geen invloed op die toediening van chemiese kunsmisstowwe nie, en die snoei -proses kan bygevoeg word om die deeltjies verder te rondom. Die kunsmis wat deur die rolkompaktor Dry Granulator geproduseer word, het voldoende sterkte, minder stof, geen agglomerasie, 'n smal deeltjiegrootte verspreidingsbereik en goeie vloeibaarheid nie. Kunsmis geproduseer deur roll -ekstruderingsgranulasie word wyd gebruik in meganiese bevrugting in die buiteland, wat bewys dat hul deeltjievorm nie 'n faktor sal wees wat die toepassing van chemiese kunsmisstowwe beïnvloed nie.
Enkele kunsmis verwys hoofsaaklik na kaliumsulfaat, kaliumchloried, dubbele superfosfaat, fosfaatrotspoeier, ammoniaksulfaat, ammoniumchloried, kaliumnitraat en ander poeiers. Die doel van droë korrel is om 1 ~ 5 of 2 ~ 4 mm sterk kunsmisdeeltjies te verkry wat geskik is vir meganiese bevrugting. Daarom noem die kunsmisbedryf ook droë rollergranulators die kaliumsulfaatgranulator, kaliumchloriedgranulator, ammoniaksulfaatgranulator en ammoniumchloriedgranulator.
As die fynheid van die poeier tussen 200 en 400 maas is, bevat dit baie lug omdat die poeier te fyn is, en hoe kleiner die grootmaatdigtheid. Dan moet die dubbele rolpers granulator 'n ontgassingsapparaat byvoeg om suksesvolle granulasie te bewerkstellig.
Die konvensionele korrelproses van saamgestelde kunsmis neem die nat metode aan. Hierdie metode vereis dat die nat enkele grondstowwe eers gemeng en gemanuleer moet word en dan gedroog word. Die energieverbruik is hoog. Die meeste van die energie word in die droogstelsel gebruik, en slegs 'n klein deel word gebruik. Geskik vir die verplettering en vervoer van groot deeltjies. Vir nat prosesse is die droogproses baie krities omdat die vog in die deeltjies uitgedroog moet word. Die droë rolmetode word gebruik om saamgestelde kunsmis te produseer, wat die duur droogproses vermy. Die kunsmisbedryf noem ook die roller verdigting granulator 'n NPK -granulator en saamgestelde kunsmisgranulator. Die voordele daarvan: ① Verminder produksiekoste en energieverbruik; ② kan baie buigsaam wees om verskillende formule -saamgestelde kunsmisstowwe te produseer; ③ Hoë deeltjie sterkte.
Die beginsel van die vervaardiging van saamgestelde kunsmis deur droë roller -druk is ongeveer dieselfde as die vervaardiging van 'n enkele kunsmis, maar die droë korrel van saamgestelde kunsmis het sy kenmerke. Die hoofrede is dat daar stikstofkunsmis in die saamgestelde kunsmis is. Byvoorbeeld: ureum het 'n lae smeltpunt en is baie higroskopies. Superfosfaat is geneig om te verander as dit gespanne is. As die inhoud van hierdie twee bestanddele in die saamgestelde kunsmisformule groot is, sal dit 'n baie nadelige invloed hê op die korrel van die saamgestelde kunsmis. Daarom is die mengverhouding van stikstof, fosfor en kalium 'n baie belangrike faktor in die produksielyn van die stikstof-, fosfor- en kaliumgranulator.
Rolkompaktor granulasie
Rolkompaktor granulasie
Rolkompaktor granulasie
Fly Ash is 'n vulkaniese asmateriaal. Dit het die voordele van hoë potensiële aktiwiteit, goeie chemiese stabiliteit van minerale liggame, fyn deeltjies en min skadelike stowwe, en kan die fisiese eienskappe van beton of mortel verbeter. As gevolg van die fisiese eienskappe van steenkool, is verpoeierde steenkool basies onoplosbaar in water, en die verpoeierde steenkooldeeltjies is baie fyn en die intermolekulêre kragafstand is kort, wat verpoeierde steenkoolgranulasie baie moeilik maak. 'N Bindmiddel moet bygevoeg word, en die bindmiddel vir verpoeierde steenkoolgranulasie is steenkool teer.
Die verpoeierde steenkoolgranulator produseer hoofsaaklik twee soorte verpoeierde steenkool: 8-50 mm brikette en 2-6 mm geaktiveerde koolstof.
Droë pers granulasie druk die verpoeierde steenkool in gevormde steenkool, en die omvang van die gevormde steenkoolblokke is 8 ~ 50 mm, of selfs groter.
Die voordeel van die vervaardiging van geaktiveerde koolstof deur die vorming van verpoeierde steenkool in 'n sekere reeks deeltjies te vorm, is dat dit die poreusheid en spesifieke oppervlakte verhoog, en sodoende die adsorpsievermoë van geaktiveerde koolstof aansienlik verbeter. Daarom vorm ons dikwels verpoeierde steenkool in onreëlmatige deeltjies in die omgewing van 2 ~ 6 mm en aktiveer dit dan om geaktiveerde koolstof te produseer en as metallurgiese grondstowwe te gebruik.
Omgewingsbeskermingsvereistes word hoër en hoër. Om aan die omgewingsbeskermingsvereistes te voldoen, verbeter baie chemiese produksiemaatskappye die bedryfsomgewing van werkers en verminder stofbesoedeling. Terselfdertyd, in stroomafbedrywe wat verband hou met fyn chemikalieë soos masjinerie, elektronika, motors, konstruksie en inligting, het dit ook 'n bedryfsontwikkelingstendens geword om chemiese produkte te korrel, soos verskillende bymiddels, antioksidante, en verbrandingsversnellers wat gemaak is na droë granulasies, sneeu-smeltmiddels en metallurgiese bymiddels is gebruik.
Byvoorbeeld antioksidante, natriumsianied, natrium, sianuriensuur, sinkoksied, loodoksied, kaliumkarbonaat, strontiumkarbonaat, kalsiumchloried, kalsiumhidrogeenfosfaat, natriummetasilaat, kryoliet, aluminium fluoried, wit koolstof swart, kalsus, kalsinaat, karnalliet, fosfaat, klippoeder, ens.
Materiaalnaam |
Masjienmodel |
Deeltjiegrootte (mm) |
Uitset (kg/h) |
Kaliumchloried |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Kaliumsulfaat |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1300,2000-2500,3000-4300,5500-7500 |
NPK -saamgestelde kunsmis |
DG360, DG450, DG650, DG850 |
2-5 |
900-1400.1800-2500.3000-4300.5500-7500 |
Cryoliet |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Ammoniumchloried, ammoniumsulfaat |
DG360, DG450, DG650, DG850 |
2-5 |
800-1000,2000-2500,3000-4300,5500-7500 |
Sinkoksied |
DG360, DG450, DG650, DG850 |
1.5-2.5 |
300-450 |
Natriumsianied |
DG360, DG450, DG650, DG850 |
1.5-5 |
800-900 |
DG-650 Roller Compactor Granulator
DG-850 Roller Compactor Granulator
Model |
DG360 |
DG450 |
DG650 |
DG850 |
Roller deursnee (mm) |
Φ360 |
Φ450 |
Φ650 |
Φ850 |
Geldige bruikbare breedte (MM) |
170-230 |
200-280 |
300-330 |
400-420 |
Rolspoed (r/min) |
10-25 |
10-25 |
10-25 |
9-16 |
Gedwonge voerkrag (KW) |
7.5 |
11 |
11 |
15 |
Akkumulator pre-druk (MPA) |
6 |
8-10 |
8-10 |
10-14 |
Maksimum opgerolde veldikte (mm) |
8 |
12 |
16 |
25 |
Gerolde plaatuitset (t/h) |
1300-2300 |
2500-3500 |
5000-7000 |
12000-15000 |
Voltooide produkuitset (t/h) |
1000-1300 |
2000-2500 |
3000-4300 |
5500-7500 |
Korrelgrootte (mm) |
2-5 |
2-5 |
2-5 |
2-5 |
Rolmotor krag (KW) |
37 |
55 |
90 |
220 |
Totale krag (KW) |
55 |
90 |
175 |
400 |
Dimensionele grootte (M) (L*W*H) |
2.35x2x2.6 |
2.6x2.2x2.9 |
3.6x2.8x3.2 |
5x3.8x4.1 |
Totale gewig (T) |
7 |
11 |
20 |
45 |
Rol
Roller granulator
Rol
Verskeie droë poeiermateriaal word eweredig deur die kwantitatiewe voerder in die voedingshopper gevoer. Na die ontgassing en spiraal van voordruk, voer hulle twee gelyke rollers in. Die rollers draai relatief tot mekaar en die materiale word in die ruimte tussen die twee rollers gedwing. Een stel roldraende sitplekke is in die masjien. Die raam beweeg nie, terwyl die ander stel roldraende sitplekke op die raamgids-relings swem en teen mekaar gedruk word met behulp van hidrouliese silinders. Daar is baie gate van dieselfde vorm en grootte wat gereeld op die roloppervlak gerangskik is. Op hierdie tydstip kom die droë poeieragtige materiaal tussen die twee rollers voortdurend en eweredig van bo die twee rollers deur sy eie gewig en gedwonge voeding. Die materiaal vloei eers vrylik en word dan gerol nadat die bytarea binnegekom het. Met die deurlopende rotasie van die roller neem die ruimte wat deur die materiaal beset word, geleidelik af en word dit geleidelik saamgepers, wat die maksimum vormingsdruk bereik. Die gestroopte vingervormige klonte kom die granulator binne en word deur die roterende mes verpletter. Die fyngemaakte materiale gaan die granulator binne en gaan deur die rolmes, sodat die deeltjies en 'n paar poeieragtige materiale die roterende vibrerende skerm binnedring vir sifting. Gekwalifiseerde produkte word via 'n vervoerband na die finale produkpakhuis gestuur. Die poeieragtige materiaal onder die skerm word weer deur die vervoerband teruggestuur vir sekondêre rol. Die grootte van die extrusie -krag kan aangepas word deur die druk van die hidrouliese silinder volgens die behoeftes van die korrelbewerking.
1. Die materiaal word gedwing om saamgepers en gevorm te word deur meganiese druk sonder om enige benattingsmiddel by te voeg, en die suiwerheid van die produk word gewaarborg.
2. Die droë poeier word direk geanuleer sonder 'n daaropvolgende droogproses.
3. Die korrels het 'n hoë sterkte en die toename in die stapel van spesifieke swaartekrag is meer betekenisvol as ander korrelmetodes.
4. Dit het 'n uitstekende werkende buigsaamheid en wye aanpasbaarheid. Die deeltjiessterkte kan deur hidrouliese druk verstel word.
5. Die stelsel werk in 'n geslote siklus om deurlopende produksie te bewerkstellig.
6. Verander die groefvorm van die roloppervlak om vel, strook en plat sferiese materiale te verkry.
7. Sirkulêre werking stel deurlopende produksie en hoë uitset van voltooide produkte moontlik;
8. Kompakte struktuur, maklike onderhoud, eenvoudige werking, kort prosesvloei, lae energieverbruik, hoë doeltreffendheid en lae mislukkingstempo.
9. Dit kan omgewingsbesoedeling beheer, poeierafval en verpakkingskoste verlaag en die produkvervoervermoë verbeter.
10. Die voedings- en voedingsapparaat neem 'n veranderlike frekwensie -stepless aanpassingsbeheer aan. Dit het 'n hoë mate van outomatisering en kan deur een persoon multi-masjienbeheer besef. Dit het die kenmerke van lae arbeidsintensiteit en langdurige deurlopende werking.
11. Die belangrikste transmissiekomponente is van legeringsmateriaal van hoë gehalte. Die produksie van materiale van vlekvrye staal en ander oppervlaklegerings verbeter die slytweerstand, korrosiebestandheid, hoë temperatuurweerstand en drukweerstand, wat die masjien 'n lang lewensduur gee.
Hierdie hoofstuk stel hoofsaaklik die prosesvloei van ons maatskappy se dubbelroller-granulator bekend. In werklikheid verdeel ons die droë granulator hoofsaaklik in 'n enkele eenheidsrolgranulator -proseslyn en 'n volledige lynprojek van meervoudige rollergranulasiemasjien. In die volgende artikels stel ons verskillende soorte prosesvloei afsonderlik voor.
Enkel-eenheid rolgranulator proseslyn
Meervoudige roller korrelmasjienproseslyn
'N Voedende hopper met meganiese vibrasie, outomatiese beheer en tydsberekening vibrasie.
Dit neem veranderlike frekwensiesnelheidsregulering aan om die akkuraatheid van voeding te verseker.
Dit bestaan uit 'n veranderlike frekwensiesnelheidsmotor, 'n koniese spiraal, 'n koniese hopper met roerblaaie en 'n voedingspoortkombinasie. Die funksie daarvan is om die ontgassing verder te voltooi en drukvoeding uit te voer. Ontgassing is om die deeltjies meer kompak te maak deur die roller -kompaktor korrelsmasjien,
Dit bestaan uit vaste en regterkantste sitplekke en skuifsitplekke, raamstruktuur, twee legeringsstaalrollers, twee hidrouliese silinders, en 'n elektriese outomatiese pompstasie, sowel as 'n spesiale verkleiner met 'n harde tandoppervlak en die hoofmotor -eenheid.
Die verpletterende en korrelende kamer van 'n droë-tipe rollerpersgranulator bestaan uit 'n kapkas, 'n kapsel en 'n spesiale roterende lem. Die motor dryf die hoofas om teen 'n hoë snelheid te draai om die geëxtrudeerde materiale in korrels te verpletter.
Toegerus met 'n anti-klem-apparaat om die skoonmaak van die skerm te vergemaklik. Die gebreekte poeier van die breker word deur die masjien in korrelprodukte en herwinde poeier vertoon.
Ongekwalifiseerde poeieragtige materiale word na die voedingshysbak vervoer.
Die boonste en onderste snokke neem 'n saamgestelde struktuur aan en word gebruik om materiale te vervoer.
Dit bestaan uit 'n elektriese beheerkas, frekwensie -omskakelingsnelheidskontroleur, ammeter, voltmeter, aanwyserlig, knoppie -skakelaar, spanningsomskakelingsskakelaar en ander elektriese komponente. Alle elektriese toestelle word sentraal beheer en bedryf.
Die produksieproses van 'n volledige stel dubbelroller-ekstruderingsproduksielyntoerusting bevat oor die algemeen:
Meng en roer van grondstowwe → Crushing - Extrusie - Sifting - Elektroniese kwantitatiewe verpakking.
Neem die korrel kaliumsulfaatproduksielyn met die DG-650-granulator as 'n voorbeeld.
1. Voer die produksielyn volgens verskillende verhoudings van materiale deur middel van gordelvloei, spiraalvloei-skale, gewigskale en ander groeptoestelle;
2. Die materiale wat die produksielyn in 'n vaste verhouding binnekom, betree die voorverhitte droër deur vervoerbandstoerusting soos gordeltransporteurs, ondergaan voorlopige droging en voer dan die volgende stap in (hierdie stap word bepaal volgens die voginhoud van die spesifieke materiale. Sommige materiale benodig nie hierdie droë toerusting nie); Omdat die vermenging van verskillende materiale ook tydens die droogproses van die droër bereik word. As die voginhoud van die materiaal laag is en die droogproses nie nodig is nie, moet 'n poeiermenger bygevoeg word om die verskillende materiale eweredig te meng voordat dit na die volgende stap gaan.
3. Na voorlopige droging, voer die materiale of materiale uit die poeiermenger die droë roltabletmasjien deur vervoerbande soos skraper -emmerhysbakke vir tablette;
4. Die fisiese vorm van die materiaal nadat die sny ingekom het, het verander. Op die oomblik word die materiaal na die volgende proses, die vibrerende skerm, gestuur deur toerusting soos emmerhysbakke. Nadat die materiaal die vibrerende skerm binnegaan, sal die poeieragtige materiaal weer deur die retoerskraper na die DG650-droë roller-drukmasjien teruggestuur word. Terselfdertyd betree die materiaal wat suksesvol geplak is, die volgende proses;
5. Die vlokkerige materiale wat uit die vibrerende skerm kom, voer die impakbreker in vir verplettering;
6. Die fyngemaakte materiale word na die volgende proses, 'n growwe draaiskerm, gestuur deur toerusting soos skrapers en emmerhysbakke. In hierdie proses word 'n voorlopige sifting uitgevoer om materiale van geskikte grootte te kies en die volgende proses in te voer. , terselfdertyd betree materiale met relatiewe groot groottes die retoerskraper en voer dan die impakbreker in vir sekondêre verpletterings;
7. Die materiale met 'n geskikte volume wat aanvanklik deur die draaiskerm gekeur is, voer die roterende skerm deur die skraper in. Deur hierdie proses word die te klein deeltjies in die materiaal uitgesoek en weer deur die retoerskraper na die DG650 gestuur. Herband in die droë rolverbindingsmasjien;
8. Op hierdie tydstip is die volume -grootte van die materiaal relatief in lyn met die grootte wat ons benodig. Dit gaan die oordragpoleermasjien in deur gordels, emmerhysbakke en ander toerusting om die oppervlak van die materiaaldeeltjies te poets;
9. Die gepoleerde deeltjies (gemeng met gepoleerde poeier in die middel) voer die sif in vir fyn sifting. Nadat u die fyn siftingsproses deurgegee het, is die korrelmateriaal wat uitkom, die vereiste korrelagtige kaliumsulfaat kunsmis en word dit terselfdertyd deur die fyn skerm gesif. Die verwyderde poeier kom weer in die voorkant van die DG-650 droë roller-tabletmasjien deur die retoerskraper en word weer gepel;
10. Die korrelmateriaal wat op die fyn skerm kom, is die finale produk. Op hierdie tydstip moet dit die verpakkingsmasjien binnegaan vir sakverpakking en naaldwerk;
11. Nadat kaliumsulfaat verpak is, gaan dit die laaste proses van robotpaletisering in. Deur die palletiserende robot word die materiale wat deur die produksielyn vervaardig word, netjies op die palet verpak en dan deur die vurkhyser in die stoor gesit;
Bogenoemde proses is basies 'n volledig outomatiese produksielyn vir korrel kaliumsulfaat kunsmis. Die beheerstelsel van hierdie produksielyn is volledig geïntegreer en word eenvormig bedryf en beheer deur die meesterbeheerstelsel in die sentrale beheerkamer. Die beheerstelsel word beheer deur 'n programmeerbare The Controller (PLC) beheer die hele proses en is toegerus met 'n gasheerrekenaar as die draer vir die uitruil van die menslike masjien. Terselfdertyd is die nodige prosesskakels toegerus met frekwensie -omsetters vir dinamiese aanpassing, wat uiteindelik die hele produksielyn in staat stel om optimale produksiedoeltreffendheid te bereik;
Die gebruik van 'n vergrote dubbelas-uitset-spesiale verkleiner en dromkoppeling kan die rollers en hooflaers effektief beskerm teen skade, die transmissiedoeltreffendheid verbeter en die produkuitset verder verhoog.
Die nuwe raamwerk, ontwerp met geoptimaliseerde berekeninge gebaseer op ergonomie, is toegerus met 'n groot deurstruktuur naby die rollers en 'n topwerkplatform wat gerieflik is vir personeel om te bedryf, en voldoen aan die klante se vereistes vir toerusting vir toerusting, betroubaarheid en maklike onderhoud.
Die rolliggaam van die kunsmis-korrelmasjien word integraal gesmee van legeringsstaal van hoë gehalte en is wyd aanpasbaar by verskillende komplekse materiaaltoestande. In die ontwerp van die slytasie-laag op die roloppervlak, het ons die wet van die diepte van groot meganiese spanning bemeester op grond van die Hertziaanse kontakteorie en die suiwer elastisiteitsteorie, en wetenskaplik gekombineer met die materiale van die anti-pear-laag, oorgangslaag en slytasie-weerstand, sowel as die hardheidsverbeterings in die rolloppervlakte. Die roloppervlakpatroon, wat na herhaalde toetse en vergelykings afgehandel is en baat gevind het by die tegniese verbeterings van ander komponente (soos die voedingsapparaat), kan die materiaal-inganghoek meer gebalanseerd en stabiel maak en terselfdertyd die aksiale krag van die roller effektief uitskakel. Laat die toerusting stabieler werk.
Die nuut ontwerpte voedingsapparaat is toegerus met 'n verstelklepplaat, wat maklik aanlynverstelling kan besef. Die toevoeging van 'n luguitbreidingskamer kan die lug wat in die materiaal ingespan is, glad ontlaai en die byt van die materiaal tussen die rollers verbeter. Die tegniese verbetering van die voedingsapparaat het ook direk gelei tot die verbetering van die roloppervlakpatroon.
In die ontwerp van die hidrouliese stelsel van die kaliumsulfaatgranulerende masjien beskou Hywell dit nie net as 'n kragbron nie, maar laat dit ook die funksie hê om die toerusting te beskerm. Verskeie outomatiese beskermingsfunksies is ontwerp, en die geoptimaliseerde hidrouliese stelsel maak die bewegende rol meer aanpasbaar by beweging, wat effektief per ongeluk gemengde ysterstukke kan uitskakel en die veilige werking van die toerusting kan beskerm.
Die breker van die kaliumchloriedgranulator word in twee fases verdeel, wat die blokmateriaal wat twee keer deur die vel gedruk is, kan verpletter. Dit het drie verpletterende kamers, wat die verpletteringsarea aansienlik verhoog. Daarom verbeter die breker effektief die verpletteringsdoeltreffendheid en opbrengs.
Hierdie masjien het die voordele van klein vibrasie, lae geraas en lae vereistes vir die sterkte van die ondersteuning. Dit kombineer die voordele van sirkelbeweging, elliptiese beweging en wederkerende lineêre beweging. Dit is ook toegerus met 'n skoonmaakapparaat van die skermoppervlak, dus het die masjien groot uitvoer en hoë siftingsdoeltreffendheid. Hoë, lae kragverbruik, buigsame installasie en maklike skermvervanging.
Die frekwensie-omskakelaar wat die kwantitatiewe voerder en die rolpers beheer, vorm 'n geslote lus-beheerstelsel tussen hulle. Op hierdie manier sal die granulatorbeheerstelsel self die kwantitatiewe voerder en rolpers deur die PID van die frekwensie -omskakelaar self monitor en beheer. Die snelheid van die hoofmasjien stel die twee in staat om te alle tye 'n dinamiese werkbalans op die beste posisie te handhaaf, sodat die werkstroom van die Roller Press -hoofmasjien altyd by die vasgestelde werkwaarde gehandhaaf word en stabiel en eweredig werk. Terselfdertyd kan die gedwonge voeding ook te eniger tyd geringe verstellings aan die snelheid maak. As gevolg hiervan is die rollergranulator altyd in die beste werkende toestand. Terselfdertyd het hierdie stelsel ook wedersydse omskakeling tussen handmatige beheer en outomatiese beheermodusse om buigsame en maklike werking te bewerkstellig.



























































 简体中文
简体中文



")