

|













Dg
Hywell
8479899990
304/316L/Q235
Kjemisk / gjødsel
Ja
| Mengde: | |
|---|---|
Det er vanligvis to typer pulvergranulasjonsteknologier: våt og tørr granulering. Den tørre granulatormetoden innebærer ekstrudering av produktet i agglomerater eller ark uten å legge til et bindemiddel og deretter knuse og screene det i tørre granulære produkter. Våtmetoder bruker hovedsakelig ruller, plater, smelting, sprøyting og sprøyting til granulat.
Ved våt granulering spiller den våte styrken generert av kapillæreffekten av væskebindemidlet en viktig rolle. I
Påfølgende tørkestadium, den kjemiske reaksjonen mellom komponentene og krystalliseringen av de oppløste stoffene produserer faste, krystallbroer som gir form til partiklene. Representativt utstyr for denne teknologien inkluderer Væskesenggranulator, Høy skjærgranulator , ruller, fluidiseringsenheter osv.
Bindemiddelfri tørr ekstrudering granulasjonsteknologi er en veldig konkurransedyktig teknologi. Generelt dannes ikke partikler av faste broer mellom partikler, men av styrken av partikler dannet av kreftene mellom molekyler. På grunn av den korte avstanden til denne kraften, er partiklene pålagt å være like i størrelse, og eksternt trykk er nødvendig. Metoden for trykk kan være ekstrudering (å trykke på materialet med hull med en fast diameter) eller ekstrudering (trykking av begge sider av materialet), hvis ekstruderingen oppstår i gapet mellom to motroterende ruller, er prosessen en rullekomprimeringsgranulator. DG -serien Roller Compactor Granulator bruker tørrrullepressingsteknologi for å komprimere pulveraktig materialer med et fuktighetsinnhold på ≤5% i flak eller blokker og gjennomgår deretter knusing, granulering og screeningprosesser for å gjøre flakene til klumper. Materialet blir granulært materiale som oppfyller brukskravene. Rullekomprimatorgranulatormaskinen er hovedsakelig avhengig av eksternt trykk for å tvinge materialet gjennom gapet mellom to relativt roterende ruller og tvinge det til å bli komprimert i biter. Under rullingsprosessen kan den faktiske tettheten av materialet økes med 1,5 til 3 ganger. For å oppnå visse krav til partikkelstyrke.
DG Series Roller Compactor Granulator kalles også granulator, gipsbrikettmaskin, brikettmaskin, karbon svart granulator, kaliumsulfatgranulator og kaliumkloridgranulator i henhold til hovedbruksomfanget.
DG Series Roller Compactor Granulator kalles også tørr granulator, rullegranulator, dobbel rollergranulator, rollerpressgranulator og tørr granulasjonsmaskin i henhold til dens arbeidsegenskaper.
Rullekomprimatorgranulator
Rullekomprimatorgranulator
Den granulerte gjødselen har gode fysiske egenskaper; Det kan redusere en viss plass og kostnader i logistikk; Det forårsaker ikke støv under lasting og lossing, ikke agglomerat under langvarig lagring, har god fluiditet og er lett å spre under befruktning; Det kan også spille en rolle med langsom frigivelse for å forbedre gjødselkvaliteten. Brukshastighet og forbedret gjødseleseffektivitet. I tillegg kan granulær gjødsel av forskjellige varianter, men lignende størrelser, blandes direkte for å oppnå en rimelig forbindelsesgjødsel med samme gjødseleffekt som sammensatt gjødsel.
Imidlertid er den eneste ulempen med tørrrulle granulering av kjemisk gjødsel for å produsere kornet gjødsel at formen på produktet er uregelmessige partikler. Imidlertid har den uregelmessige partikkelformen ingen innvirkning på påføring av kjemisk gjødsel, og trimmingsprosessen kan tilsettes for å runde partiklene ytterligere. Gjødselen produsert av rullekomprimatoren tørr granulator har tilstrekkelig styrke, mindre støv, ingen agglomerering, et smalt partikkelstørrelsesfordelingsområde og god fluiditet. Gjødsel produsert ved rullekortruderingsgranulering har blitt mye brukt i mekanisk befruktning i utlandet, noe som beviser at deres partikkelform ikke vil være en faktor som påvirker anvendelsen av kjemisk gjødsel.
Enkelt gjødsel refererer hovedsakelig til kaliumsulfat, kaliumklorid, dobbelt superfosfat, fosfatbergpulver, ammoniakksulfat, ammoniumklorid, kaliumnitrat og andre pulver. Hensikten med tørr granulering er å oppnå 1 ~ 5 eller 2 ~ 4mm sterke gjødselpartikler som er egnet for mekanisk befruktning. Derfor kaller gjødselindustrien også tørre rullegranulatorer kaliumsulfatgranulatoren, kaliumkloridgranulator, ammoniakksulfatgranulator og ammoniumkloridgranulator.
Hvis pulverets finhet er mellom 200 og 400 mesh, inneholder det mye luft fordi pulveret er for fint, og desto mindre bulk -tetthet. Deretter må den doble rullepressgranulatoren legge til en avgassingsenhet for å oppnå vellykket granulering.
Den konvensjonelle granulasjonsprosessen for sammensatt gjødsel vedtar den våte metoden. Denne metoden krever at de våte enkelt råstoffene først blandes og granuleres og deretter tørkes. Energiforbruket er høyt. Det meste av energien brukes i tørkesystemet, og bare en liten del brukes. Passer til knusing og transport av store partikler. For våte prosesser er tørkeprosessen veldig kritisk fordi fuktigheten inne i partiklene må tørkes ut. Den tørre rullemetoden brukes til å produsere sammensatt gjødsel, som unngår den dyre tørkingsprosessen. Gjødselindustrien kaller også rullekomprimeringsgranulatoren en NPK -granulator og sammensatt gjødselgranulator. Fordelene: ① Reduser produksjonskostnader og energiforbruk; ② kan være veldig fleksibel for å produsere forskjellige formelforbindelsesgjødsel; ③ Høy partikkelstyrke.
Prinsippet om å produsere sammensatt gjødsel ved tørr rulletrykk er omtrent det samme som å produsere en enkelt gjødsel, men tørr granulering av sammensatt gjødsel har dets særegenheter. Hovedårsaken er at det er nitrogengjødsel i den sammensatte gjødselen. For eksempel: Urea har et lite smeltepunkt og er veldig hygroskopisk. Superfosfat har en tendens til å endre seg når det er stresset. Når innholdet i disse to ingrediensene i den sammensatte gjødselformelen er stort, vil det ha en veldig negativ innvirkning på granuleringen av den sammensatte gjødselen. Derfor er blandingsforholdet mellom nitrogen, fosfor og kalium en veldig viktig faktor i nitrogen, fosfor og kaliumgranulatorproduksjonslinje.

Roller komprimatorgranulering

Roller komprimatorgranulering

Roller komprimatorgranulering
Fly aske er et vulkansk askemateriale. Det har fordelene med høy potensiell aktivitet, god kjemisk stabilitet av minerallegemer, fine partikler og få skadelige stoffer, og kan forbedre de fysiske egenskapene til betong eller mørtel. På grunn av de fysiske egenskapene til kull er pulverisert kull i utgangspunktet uoppløselig i vann, og de pulveriserte kullpartiklene er veldig fine og den intermolekylære kraftavstanden er kort, noe som gjør pulverisert kullgranulering veldig vanskelig. Et bindemiddel må tilsettes, og bindemidlet for pulverisert kullgranulering er kulltjære.
Den pulveriserte kullgranulatoren produserer hovedsakelig to typer pulverisert kull: 8-50 mm briketter og 2-6 mm aktivert karbon.
Tørrpressgranulering presser det pulveriserte kullet til formet kull, og området for de formede kullblokkene er 8 ~ 50 mm, eller enda større.
Fordelen med å produsere aktivert karbon ved å danne pulverisert kull til et visst spekter av partikler er at det øker porøsiteten og det spesifikke overflatearealet, og dermed forbedrer adsorpsjonskapasiteten til aktivert karbon. Derfor danner vi ofte pulveriserte kull i uregelmessige partikler i området 2 ~ 6mm og aktiverer det deretter for å produsere aktivert karbon og bruke det som metallurgiske råvarer.
Krav til miljøvern blir høyere og høyere. For å oppfylle kravene til miljøvern, forbedrer mange kjemiske produksjonsselskaper driftsmiljøet til arbeidere og reduserer støvforurensning. Samtidig, i nedstrøms næringer relatert til fine kjemikalier som maskiner, elektronikk, biler, konstruksjon og informasjon, har det også blitt en bransjeutviklingstrend for å granulere kjemiske produkter, som forskjellige tilsetningsstoffer, antioksidanter og forbrenningsakseleranter laget etter tørrgran
For eksempel antioksidanter, natriumcyanid, natrium, cyanursyre, sinkoksyd, blyoksyd, kaliumkarbonat, strontiumkarbonat, kalsiumklorid, kalsiumhydrogenfosfat, natriummetasilikat, kryolitt, aluminumfluorid, hvitt karbon svart, kalsium aluminat, kryolit, aluminumfluorid, hvitt karbon, et osv.
Materialnavn |
Maskinmodell |
Partikkelstørrelse (mm) |
Utgang (kg/h) |
Kaliumklorid |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400.2000-2500.3000-4300.5500-7500 |
Kaliumsulfat |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1300.2000-2500.3000-4300.5500-7500 |
NPK sammensatt gjødsel |
DG360, DG450, DG650, DG850 |
2-5 |
900-1400.1800-2500.3000-4300.5500-7500 |
Kryolitt |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400.2000-2500.3000-4300.5500-7500 |
Ammoniumklorid, ammoniumsulfat |
DG360, DG450, DG650, DG850 |
2-5 |
800-1000.2000-2500.3000-4300.5500-7500 |
Sinkoksid |
DG360, DG450, DG650, DG850 |
1,5-2,5 |
300-450 |
Natriumcyanid |
DG360, DG450, DG650, DG850 |
1,5-5 |
800-900 |
DG-650 Roller Compactor Granulator
DG-850 Roller Compactor Granulator
Modell |
DG360 |
DG450 |
DG650 |
DG850 |
Rullediameter (mm) |
Φ360 |
Φ450 |
Φ650 |
Φ850 |
Gyldig brukbar bredde (mm) |
170-230 |
200-280 |
300-330 |
400-420 |
Rullehastighet (r/min) |
10-25 |
10-25 |
10-25 |
9-16 |
Tvangsmaterkraft (KW) |
7.5 |
11 |
11 |
15 |
Akkumulator Pre-Pressure (MPA) |
6 |
8-10 |
8-10 |
10-14 |
Maks rullet ark tykkelse (mm) |
8 |
12 |
16 |
25 |
Rullet arkutgang (T/H) |
1300-2300 |
2500-3500 |
5000-7000 |
12000-15000 |
Ferdig produktutgang (T/H) |
1000-1300 |
2000-2500 |
3000-4300 |
5500-7500 |
Granulær størrelse (mm) |
2-5 |
2-5 |
2-5 |
2-5 |
Roller Motor Power (KW) |
37 |
55 |
90 |
220 |
Total kraft (KW) |
55 |
90 |
175 |
400 |
Dimensjonal størrelse (M) (L*W*H) |
2.35x2x2.6 |
2.6x2.2x2.9 |
3.6x2.8x3.2 |
5x3.8x4.1 |
Total vekt (t) |
7 |
11 |
20 |
45 |

Rull
Roller granulator

Rull
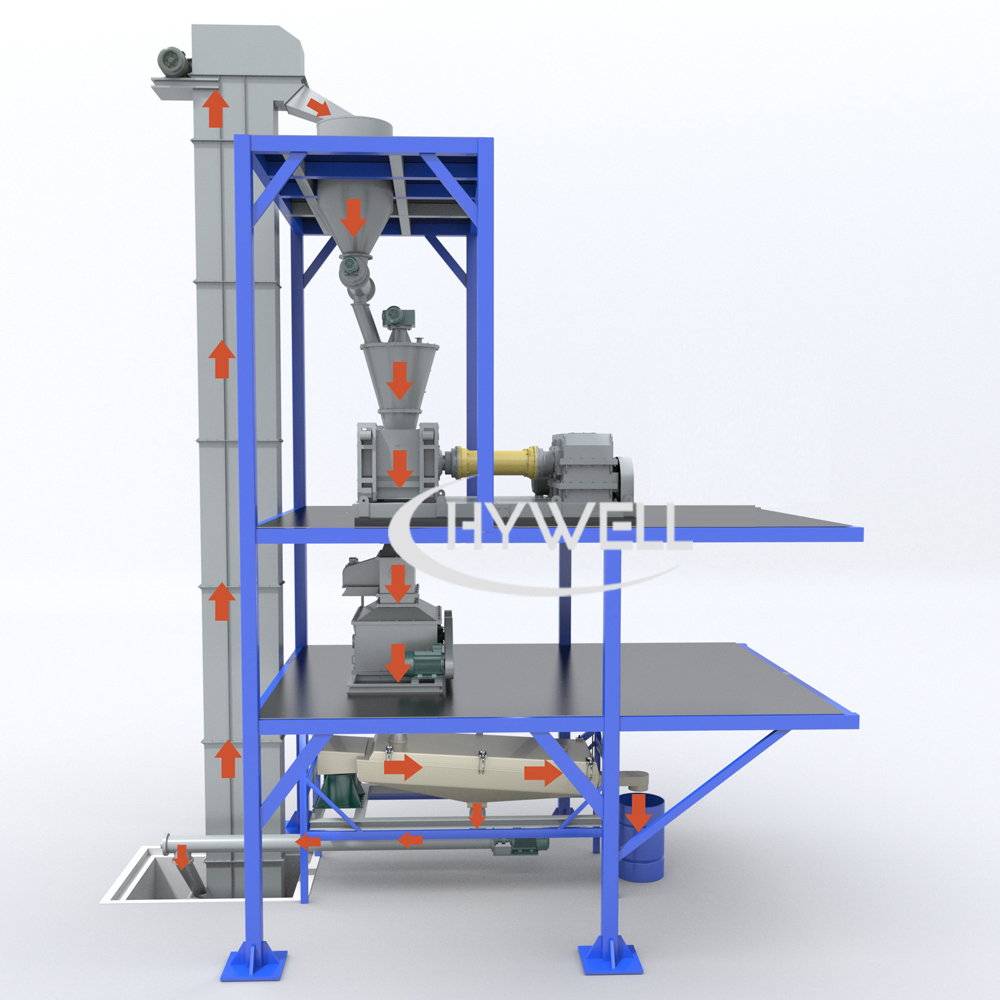
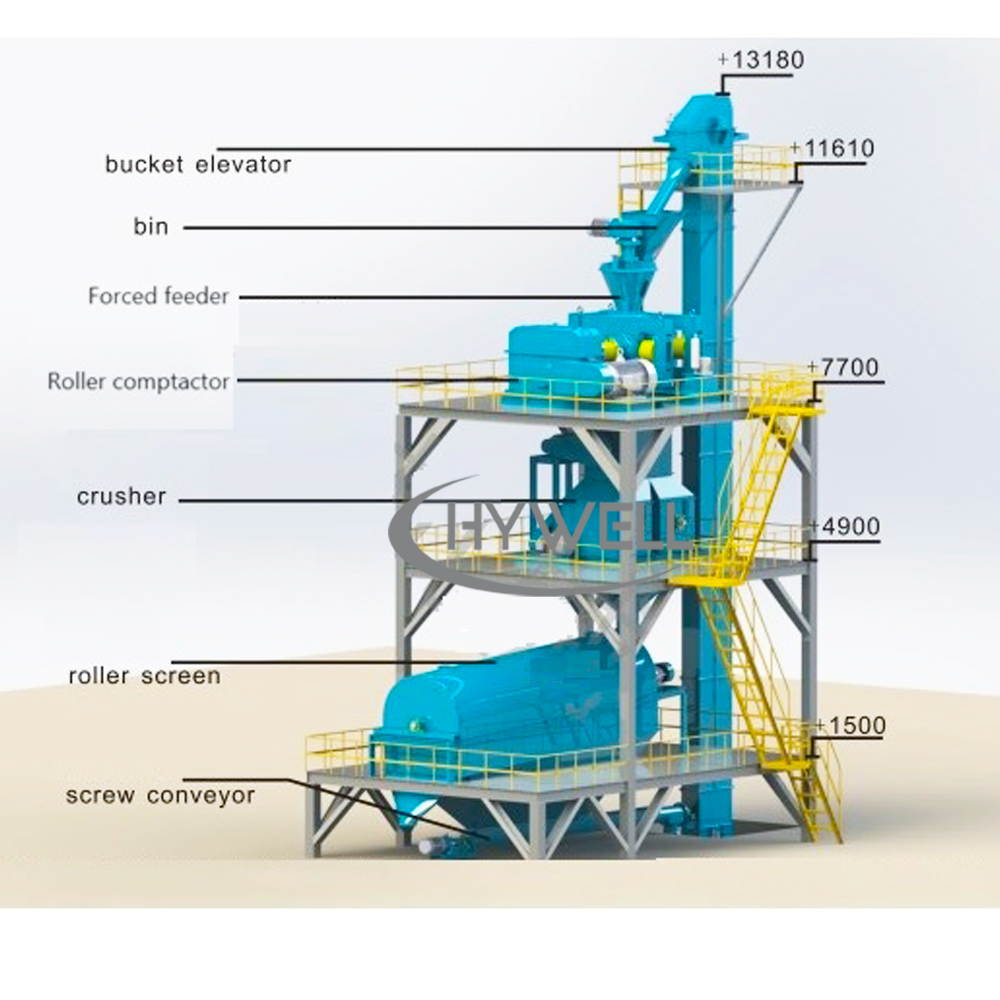
Ulike tørre pulvermaterialer mates jevnt inn i fôringsbeholderen gjennom den kvantitative materen. Etter avgassing og spiralende fortrykk, kommer de inn i to like ruller. Rullene roterer i forhold til hverandre og materialene blir tvunget inn i rommet mellom de to rullene. Ett sett med rullebærende seter er i maskinen. Rammen beveger seg ikke, mens det andre settet med rullebærende seter svømmer på rammestyreskinnene og presses mot hverandre ved hjelp av hydrauliske sylindere. Det er mange hull med samme form og størrelse som regelmessig er anordnet på overflaten av rullen. På dette tidspunktet kommer det tørre pulverrike materialet inn mellom de to rullene kontinuerlig og jevnt ovenfra de to rullene med egen vekt og tvangsfôring. Materialet flyter først fritt, og rulles deretter etter å ha kommet inn i bittområdet. Med kontinuerlig rotasjon av rullen, reduseres rommet som er okkupert av materialet gradvis og blir gradvis komprimert, og når det maksimale formingstrykket. De strippede fingerformede klumpene kommer inn i granulatoren og knuses av den roterende kniven. De knuste materialene kommer inn i granulatoren og passerer gjennom den rullende kniven, slik at partiklene og noen pulveraktig materialer kommer inn i den roterende vibrerende skjermen for screening. Kvalifiserte produkter sendes til det ferdige produktlageret via en transportør. Det pulverrike materialet under skjermen sendes tilbake til råstoffets søppel igjen gjennom transportøren for sekundær rulling. Størrelsen på ekstruderingskraften kan justeres ved trykket fra den hydrauliske sylinderen i henhold til behovene til granulasjonsoperasjonen.
1. Materialet blir tvunget til å bli komprimert og støpt av mekanisk trykk uten å tilsette noe fuktemiddel, og produktets renhet er garantert.
2. Det tørre pulveret er direkte granulert uten en påfølgende tørkeprosess.
3. Granulatene har høy styrke og økningen i å stable spesifikk tyngdekraft er mer betydelig enn andre granulasjonsmetoder.
4. Det har stor driftsfleksibilitet og bred tilpasningsevne. Partikkelstyrken kan justeres gjennom hydraulisk trykk.
5. Systemet fungerer i en lukket syklus for å oppnå kontinuerlig produksjon.
6. Endre sporformen på rulleoverflaten for å få tak i ark, stripe og flate sfæriske materialer.
7. Sirkulær drift muliggjør kontinuerlig produksjon og høy produksjon av ferdige produkter;
8. Kompakt struktur, praktisk vedlikehold, enkel drift, kort prosessstrøm, lavt energiforbruk, høy effektivitet og lav sviktfrekvens.
9. Det kan kontrollere miljøforurensning, redusere pulveravfall og emballasjekostnader og forbedre produkttransportfunksjonene.
10. Fôrings- og fôringsenheten vedtar variabel frekvens trinnløs justeringskontroll. Den har en høy grad av automatisering og kan realisere multimaskinkontroll av en person. Det har egenskapene til lav arbeidsintensitet og langsiktig kontinuerlig drift.
11. Hovedoverføringskomponentene er laget av legeringsmaterialer av høy kvalitet. Produksjonen av materialer av rustfritt stål og andre overflatelegeringer forbedrer slitemotstand, korrosjonsmotstand, høy temperaturmotstand og trykkmotstand, noe som gir maskinen en lang levetid.
Dette kapittelet introduserer hovedsakelig prosessstrømmen til selskapets dobbeltrollergranulator. Faktisk deler vi hovedsakelig den tørre granulatoren i en enkelt enhetsrullergranulator prosesslinje og et komplett linjeprosjekt med flere rollergranulasjonsmaskiner. I de følgende artiklene introduserer vi forskjellige typer prosesstrømmer separat.
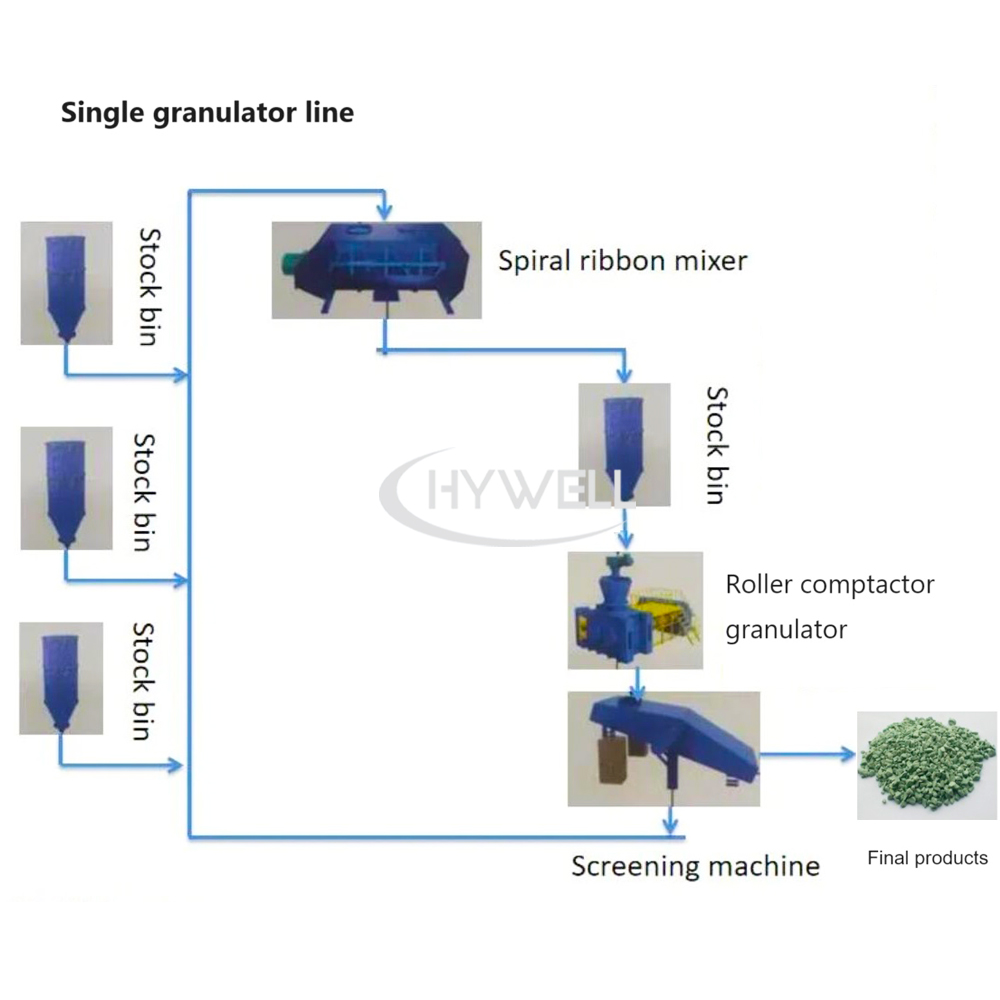
Enhetsenhets rollergranulator prosesslinje
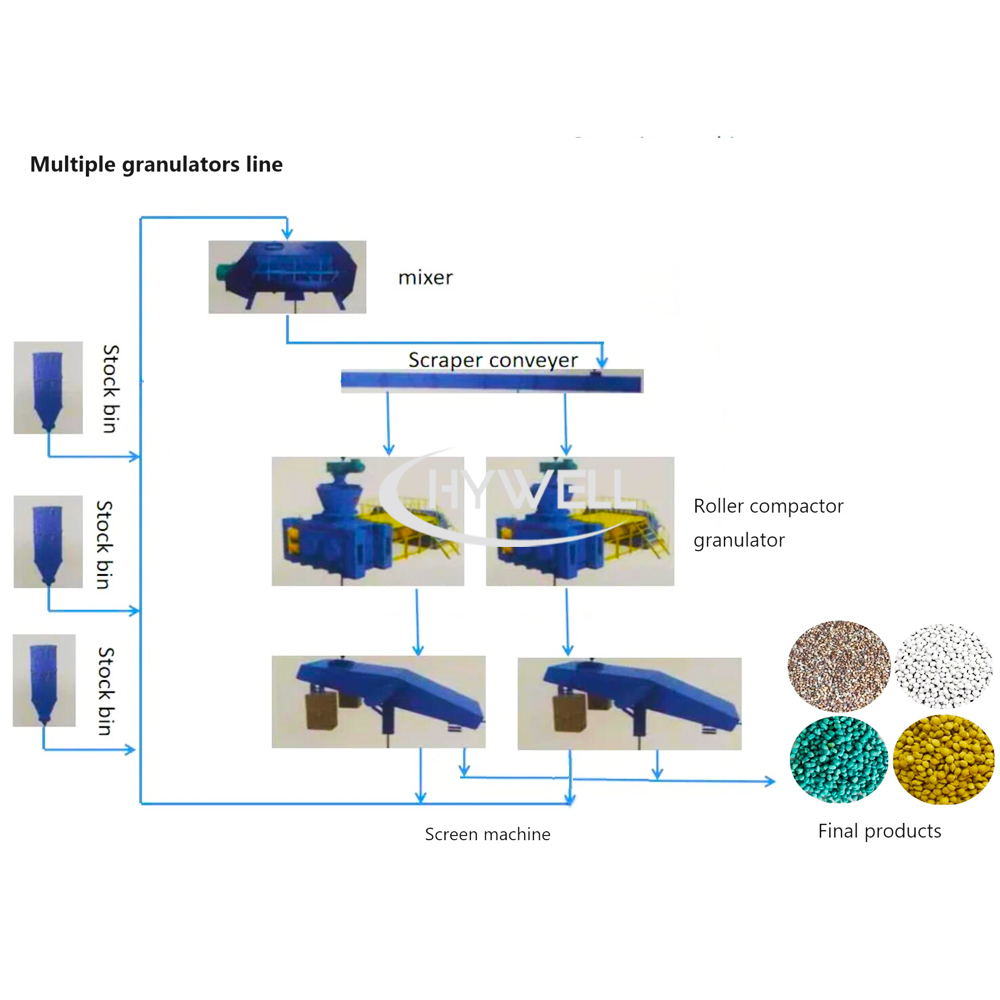
Flere rollergranulasjonsmaskinprosesslinje
En fôringsbeholder med mekanisk vibrasjon, automatisk kontroll og timingvibrasjon.
Den vedtar variabel frekvenshastighetsregulering for å sikre fôringsnøyaktighet.
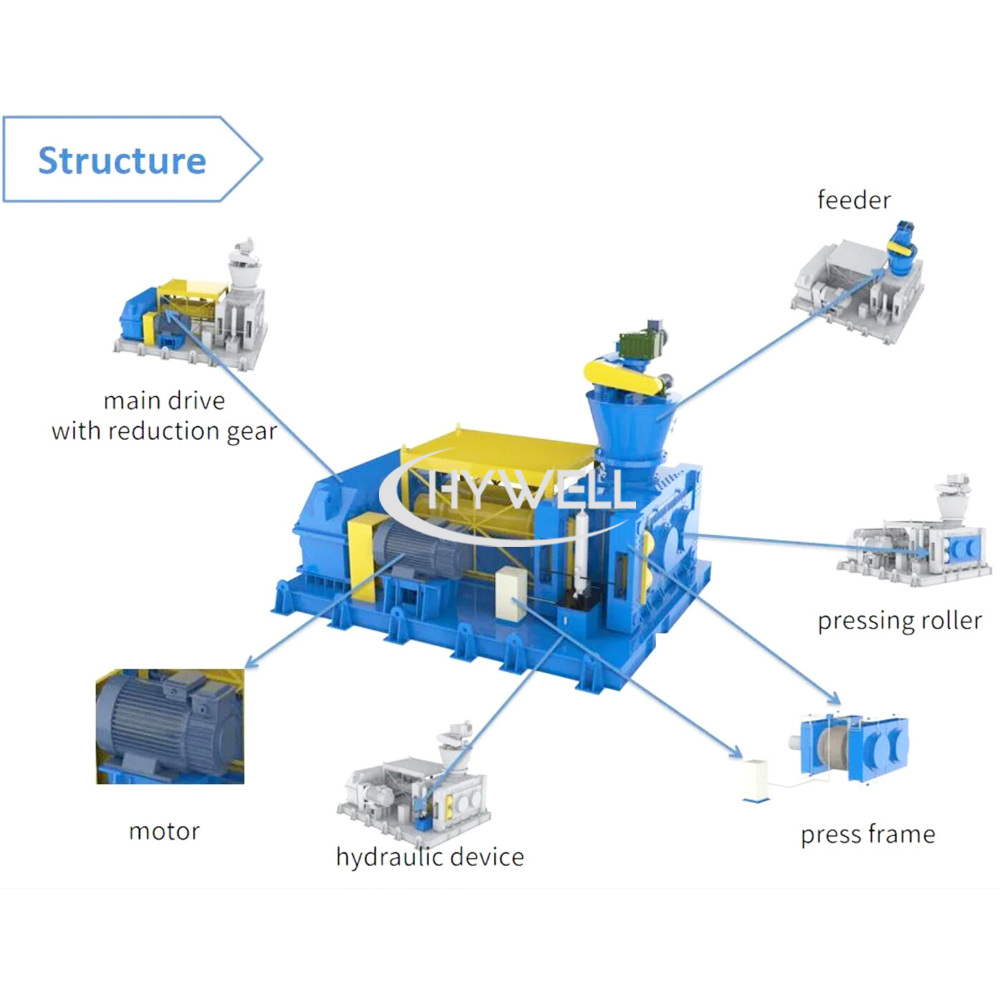
Den er sammensatt av en variabel frekvenshastighetsmotor, en konisk spiral, en konisk hopper med omrørende kniver og en fôringsportkombinasjon. Funksjonen er å ytterligere fullføre avgassing og utføre trykkfôring. Degassing er å gjøre partiklene mer kompakte med rullekomprimatorens granulerende maskin,
Den består av venstre og høyre seter og skyvede lagerseter, rammestruktur, to legeringsstålruller, to hydrauliske sylindere og en elektrisk automatisk pumpestasjon, samt en spesiell reduksjonsmiddel med hard tannoverflate og hovedmotorenhet.
Knusing og granulerende kammer av en tørrtype rulletpressgranulator er sammensatt av en hakkekasse, en hakkende spindel og et spesielt roterende blad. Motoren driver hovedakselen for å rotere med høy hastighet for å knuse de ekstruderte materialene i granulater.
Utstyrt med en anti-clogging-enhet for å lette rengjøring av skjermen. Det ødelagte pulveret fra knuseren blir vist av maskinen til kornformede produkter og resirkulert pulver.
Ukvalifiserte pulveraktig materialer transporteres til fôringsheisen.
De øvre og nedre tannhjulene tar i bruk en samlet struktur og brukes til å transportere materialer.
Den er sammensatt av en elektrisk kontrollboks, frekvenskonverteringshastighetskontroller, ammeter, voltmeter, indikatorlys, knappbryter, spenningskonverteringsbryter og andre elektriske komponenter. Alle elektriske apparater styres og opereres sentralt.
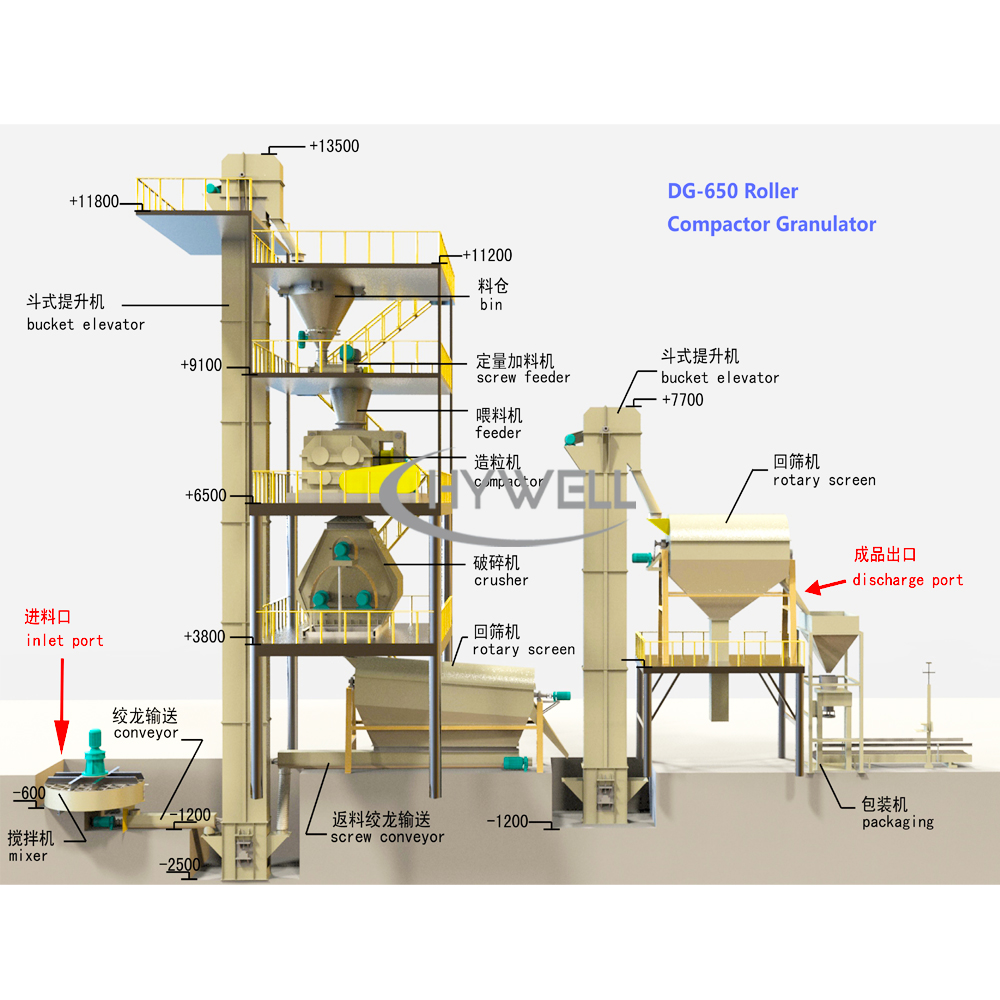
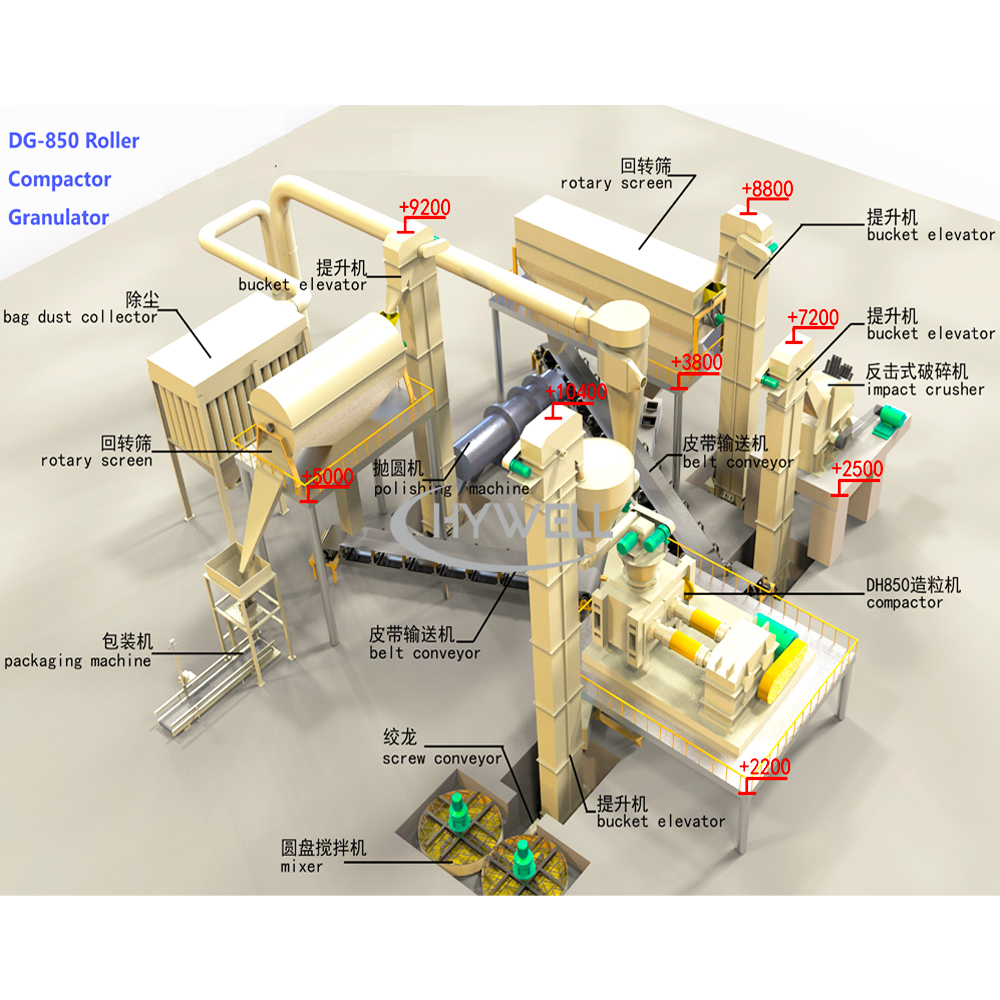
Produksjonsprosessen for et komplett sett med dobbeltruller ekstrudering av granulasjonsproduksjonslinjeutstyr inkluderer generelt:
Blanding og omrøring av råvarer → Knusing - Ekstrudering - screening - elektronisk kvantitativ emballasje.
Ta den granulære kaliumsulfatproduksjonslinjen med DG-650 granulator som kjernen som et eksempel.
1. Mat produksjonslinjen i henhold til forskjellige proporsjoner av materialer gjennom beltestrømningsskalaer, spiralstrømningsskalaer, tap-i-vekt skalaer og andre batchingsenheter;
2. Materialene som kommer inn i produksjonslinjen i en fast andel, angir den forvarmede trommetørkeren gjennom transportørutstyr som beltetransportører, gjennomgår foreløpig tørking og deretter angi neste trinn (dette trinnet bestemmes i henhold til fuktighetsinnholdet i det spesifikke materialet. Noen materialer krever ikke dette tørking av utstyret); Fordi blanding av forskjellige materialer også oppnås under tørkeprosessen til trommetørkeren. Hvis fuktighetsinnholdet i materialet er lavt og tørkeprosessen ikke er nødvendig, må en pulvermikser tilsettes for å blande de forskjellige materialene jevnt før du fortsetter til neste trinn.
3. Etter foreløpig tørking, skriv inn materialene eller materialene fra pulvermikseren inn i den tørre rulletablettmaskinen gjennom transportørutstyr som skrapebøtte heiser for tablett;
4. Den fysiske formen for materialet etter å ha kommet inn i skiven har endret seg. På dette tidspunktet blir materialet sendt til neste prosess, den vibrerende skjermen, gjennom transportutstyr som bøtteheiser. Etter at materialet har kommet inn i den vibrerende skjermen, blir det pulverrike materialet returnert til DG650 tørrrullepressende maskin igjen gjennom returskrapen og arkivert på nytt. Samtidig kommer materialene som er blitt limt inn i neste prosess;
5. De flakete materialene som kommer ut av den vibrerende skjermen kommer inn i påvirkningsknuseren for knusing;
6. De knuste materialene sendes til neste prosess, en grov roterende skjerm, gjennom transportutstyr som skrapere og bøtteheiser. I denne prosessen utføres en foreløpig screening for å velge materialer av passende størrelse og gå inn i neste prosess. , Samtidig kommer materialer med relativt store størrelser gå inn i returskrapen og går deretter inn i påvirkningsknuseren for sekundær knusing;
7. Materialene med et passende volum som opprinnelig ble screenet av Rotary-skjermen. Gjennom denne prosessen blir de for små partiklene i materialet vist ut og sendt til DG650 igjen gjennom returskrapen. Ombånd i tørrbindingsmaskinen;
8. På dette tidspunktet er volumstørrelsen på materialet relativt i tråd med størrelsen vi trenger. Den kommer inn i overføringspoleringsmaskinen gjennom belter, bøtte heiser og annet utstyr for å polere overflaten av materialpartiklene;
9. De polerte partiklene (blandet med polert pulver i midten) kommer inn i silen for fin screening. Etter å ha passert den fine screeningsprosessen, er det granulære materialet som kommer ut den nødvendige granulære kaliumsulfatgjødsel og blir siktet av den fine skjermen samtidig. Det fjerne pulveret kommer inn i front-end DG-650 tørrrulle-tablettmaskin igjen gjennom returskrapen og blir pelletisert på nytt;
10. Det granulære materialet som kommer ut av den fine skjermen er sluttproduktet. På dette tidspunktet må den gå inn i emballasjemaskinen for poseemballasje og sying;
11. Etter at kaliumsulfat er pakket, kommer det inn i den siste prosessen med robotpalletering. Gjennom den palletiserende roboten pakkes materialene produsert av produksjonslinjen pent pakket på pallen, og blir deretter lagt i lagring av gaffeltruck;
Ovennevnte prosess er i utgangspunktet en helautomatisk produksjonslinje for granulær kaliumsulfatgjødsel. Kontrollsystemet til denne produksjonslinjen er fullstendig integrert og drives jevnt og kontrollert av hovedkontrollsystemet i det sentrale kontrollrommet. Kontrollsystemet styres av en programmerbar kontrolleren (PLC) kontrollerer hele prosessen, og er utstyrt med en vertsdatamaskin som transportør for human-maskinutveksling. Samtidig er de nødvendige prosesskoblingene utstyrt med frekvensomformere for dynamisk justering, og til slutt gjør det mulig for hele produksjonslinjen for å oppnå optimal produksjonseffektivitet;
Bruken av en forstørret dobbeltakselutgangspesial redusering og trommekobling kan effektivt beskytte rullene og hovedlagrene mot skade, forbedre overføringseffektiviteten og øke produktutgangen ytterligere.
Den nye rammen, designet med optimaliserte beregninger basert på ergonomi, er utstyrt med en stor dørstruktur nær rullene og en topp arbeidsplattform som er praktisk for personell å operere, og oppfyller kundekravene for utstyr for utstyr, pålitelighet og praktisk vedlikehold.
Rullekroppen til gjødselgranuleringsmaskinen er integrert smidd av høykvalitets legeringsstål og er mye tilpasningsdyktig til forskjellige komplekse materialforhold. I utformingen av det slitasje-resistente laget på rulleoverflaten, mestret vi loven om dybden av stor mekanisk stress basert på hertzian kontaktteori og ren elastisitetsteori, og vitenskapelig kombinerte materialene i anti-tear-laget, overgangslaget og slitasje, og slitasje, og slitasje, har en motstand mot å motvirke den som er motstand mot, og slitasje. Rulloverflatemønsteret, som ble ferdigstilt etter gjentatte tester og sammenligninger og hadde godt av de tekniske forbedringene av andre komponenter (for eksempel fôringsanordningen), kan gjøre materialets trekkvinkel mer balansert og stabil, og samtidig eliminere rullens aksiale kraft effektivt. Få utstyret til å fungere mer stabilt.
Den nydesignede fôringsenheten er utstyrt med en justeringsventilplate, som enkelt kan realisere online justering. Tilsetningen av et luftutvidelseskammer kan jevnt tømme luften som er medført i materialet og forbedre materialets bitt mellom rullene. Den tekniske forbedringen av fôringsenheten har også direkte ført til forbedring av rulleoverflatemønsteret.
I utformingen av det hydrauliske systemet til kaliumsulfatgranulerende maskin, anser Hywell ikke bare det som en strømkilde, men får den også til å ha funksjonen å beskytte utstyret. Flere automatiske beskyttelsesfunksjoner er designet, og det optimaliserte hydrauliske systemet gjør den bevegelige rullen mer tilpasningsdyktig til bevegelse, noe som effektivt kan eliminere blandede jernstykker ved et uhell og beskytte sikker drift av utstyret.
Knuseren av kaliumkloridgranulatoren er delt inn i to trinn, som kan knuse blokkmaterialene som er presset av arket to ganger. Den har tre knusende kamre, som øker knusingsområdet kraftig. Derfor forbedrer knuseren effektivt knusingseffektiviteten og utbyttet.
Denne maskinen har fordelene med liten vibrasjon, lav støy og lave krav til styrken til støtten. Det kombinerer fordelene med sirkulær bevegelse, elliptisk bevegelse og gjengjeldende lineær bevegelse. Den er også utstyrt med en rengjøringsenhet for skjermoverflater, slik at maskinen har stor utgang og høy screeningseffektivitet. Høyt, lavt strømforbruk, fleksibel installasjon og enkel skjermutskiftning.
Frekvensomformeren som kontrollerer den kvantitative materen og rullepressen danner et lukket sløyfekontrollsystem mellom dem. På denne måten vil selve granulatorens kontrollsystem overvåke og kontrollere den kvantitative materen og rulletrykk gjennom PID på selve frekvensomformeren. Hastigheten på hovedmaskinen gjør at de to til enhver tid opprettholder en dynamisk arbeidsbalanse på den beste posisjonen, slik at arbeidsstrømmen til rulleskiftets hovedmaskin alltid opprettholdes til den faste arbeidsverdien og fungerer stabilt og jevnt. Samtidig kan tvangsfôring også gjøre små justeringer av hastigheten når som helst. Som et resultat er rollergranulatoren alltid i best arbeidsforhold. Samtidig har dette systemet også gjensidig veksling mellom manuell kontroll og automatiske kontrollmodus for å oppnå fleksibel og praktisk drift.
Det er vanligvis to typer pulvergranulasjonsteknologier: våt og tørr granulering. Den tørre granulatormetoden innebærer ekstrudering av produktet i agglomerater eller ark uten å legge til et bindemiddel og deretter knuse og screene det i tørre granulære produkter. Våtmetoder bruker hovedsakelig ruller, plater, smelting, sprøyting og sprøyting til granulat.
Ved våt granulering spiller den våte styrken generert av kapillæreffekten av væskebindemidlet en viktig rolle. I
Påfølgende tørkestadium, den kjemiske reaksjonen mellom komponentene og krystalliseringen av de oppløste stoffene produserer faste, krystallbroer som gir form til partiklene. Representativt utstyr for denne teknologien inkluderer Væskesenggranulator, Høy skjærgranulator , ruller, fluidiseringsenheter osv.
Bindemiddelfri tørr ekstrudering granulasjonsteknologi er en veldig konkurransedyktig teknologi. Generelt dannes ikke partikler av faste broer mellom partikler, men av styrken av partikler dannet av kreftene mellom molekyler. På grunn av den korte avstanden til denne kraften, er partiklene pålagt å være like i størrelse, og eksternt trykk er nødvendig. Metoden for trykk kan være ekstrudering (å trykke på materialet med hull med en fast diameter) eller ekstrudering (trykking av begge sider av materialet), hvis ekstruderingen oppstår i gapet mellom to motroterende ruller, er prosessen en rullekomprimeringsgranulator. DG -serien Roller Compactor Granulator bruker tørrrullepressingsteknologi for å komprimere pulveraktig materialer med et fuktighetsinnhold på ≤5% i flak eller blokker og gjennomgår deretter knusing, granulering og screeningprosesser for å gjøre flakene til klumper. Materialet blir granulært materiale som oppfyller brukskravene. Rullekomprimatorgranulatormaskinen er hovedsakelig avhengig av eksternt trykk for å tvinge materialet gjennom gapet mellom to relativt roterende ruller og tvinge det til å bli komprimert i biter. Under rullingsprosessen kan den faktiske tettheten av materialet økes med 1,5 til 3 ganger. For å oppnå visse krav til partikkelstyrke.
DG Series Roller Compactor Granulator kalles også granulator, gipsbrikettmaskin, brikettmaskin, karbon svart granulator, kaliumsulfatgranulator og kaliumkloridgranulator i henhold til hovedbruksomfanget.
DG Series Roller Compactor Granulator kalles også tørr granulator, rullegranulator, dobbel rollergranulator, rollerpressgranulator og tørr granulasjonsmaskin i henhold til dens arbeidsegenskaper.
Rullekomprimatorgranulator
Rullekomprimatorgranulator
Den granulerte gjødselen har gode fysiske egenskaper; Det kan redusere en viss plass og kostnader i logistikk; Det forårsaker ikke støv under lasting og lossing, ikke agglomerat under langvarig lagring, har god fluiditet og er lett å spre under befruktning; Det kan også spille en rolle med langsom frigivelse for å forbedre gjødselkvaliteten. Brukshastighet og forbedret gjødseleseffektivitet. I tillegg kan granulær gjødsel av forskjellige varianter, men lignende størrelser, blandes direkte for å oppnå en rimelig forbindelsesgjødsel med samme gjødseleffekt som sammensatt gjødsel.
Imidlertid er den eneste ulempen med tørrrulle granulering av kjemisk gjødsel for å produsere kornet gjødsel at formen på produktet er uregelmessige partikler. Imidlertid har den uregelmessige partikkelformen ingen innvirkning på påføring av kjemisk gjødsel, og trimmingsprosessen kan tilsettes for å runde partiklene ytterligere. Gjødselen produsert av rullekomprimatoren tørr granulator har tilstrekkelig styrke, mindre støv, ingen agglomerering, et smalt partikkelstørrelsesfordelingsområde og god fluiditet. Gjødsel produsert ved rullekortruderingsgranulering har blitt mye brukt i mekanisk befruktning i utlandet, noe som beviser at deres partikkelform ikke vil være en faktor som påvirker anvendelsen av kjemisk gjødsel.
Enkelt gjødsel refererer hovedsakelig til kaliumsulfat, kaliumklorid, dobbelt superfosfat, fosfatbergpulver, ammoniakksulfat, ammoniumklorid, kaliumnitrat og andre pulver. Hensikten med tørr granulering er å oppnå 1 ~ 5 eller 2 ~ 4mm sterke gjødselpartikler som er egnet for mekanisk befruktning. Derfor kaller gjødselindustrien også tørre rullegranulatorer kaliumsulfatgranulatoren, kaliumkloridgranulator, ammoniakksulfatgranulator og ammoniumkloridgranulator.
Hvis pulverets finhet er mellom 200 og 400 mesh, inneholder det mye luft fordi pulveret er for fint, og desto mindre bulk -tetthet. Deretter må den doble rullepressgranulatoren legge til en avgassingsenhet for å oppnå vellykket granulering.
Den konvensjonelle granulasjonsprosessen for sammensatt gjødsel vedtar den våte metoden. Denne metoden krever at de våte enkelt råstoffene først blandes og granuleres og deretter tørkes. Energiforbruket er høyt. Det meste av energien brukes i tørkesystemet, og bare en liten del brukes. Passer til knusing og transport av store partikler. For våte prosesser er tørkeprosessen veldig kritisk fordi fuktigheten inne i partiklene må tørkes ut. Den tørre rullemetoden brukes til å produsere sammensatt gjødsel, som unngår den dyre tørkingsprosessen. Gjødselindustrien kaller også rullekomprimeringsgranulatoren en NPK -granulator og sammensatt gjødselgranulator. Fordelene: ① Reduser produksjonskostnader og energiforbruk; ② kan være veldig fleksibel for å produsere forskjellige formelforbindelsesgjødsel; ③ Høy partikkelstyrke.
Prinsippet om å produsere sammensatt gjødsel ved tørr rulletrykk er omtrent det samme som å produsere en enkelt gjødsel, men tørr granulering av sammensatt gjødsel har dets særegenheter. Hovedårsaken er at det er nitrogengjødsel i den sammensatte gjødselen. For eksempel: Urea har et lite smeltepunkt og er veldig hygroskopisk. Superfosfat har en tendens til å endre seg når det er stresset. Når innholdet i disse to ingrediensene i den sammensatte gjødselformelen er stort, vil det ha en veldig negativ innvirkning på granuleringen av den sammensatte gjødselen. Derfor er blandingsforholdet mellom nitrogen, fosfor og kalium en veldig viktig faktor i nitrogen, fosfor og kaliumgranulatorproduksjonslinje.
Roller komprimatorgranulering
Roller komprimatorgranulering
Roller komprimatorgranulering
Fly aske er et vulkansk askemateriale. Det har fordelene med høy potensiell aktivitet, god kjemisk stabilitet av minerallegemer, fine partikler og få skadelige stoffer, og kan forbedre de fysiske egenskapene til betong eller mørtel. På grunn av de fysiske egenskapene til kull er pulverisert kull i utgangspunktet uoppløselig i vann, og de pulveriserte kullpartiklene er veldig fine og den intermolekylære kraftavstanden er kort, noe som gjør pulverisert kullgranulering veldig vanskelig. Et bindemiddel må tilsettes, og bindemidlet for pulverisert kullgranulering er kulltjære.
Den pulveriserte kullgranulatoren produserer hovedsakelig to typer pulverisert kull: 8-50 mm briketter og 2-6 mm aktivert karbon.
Tørrpressgranulering presser det pulveriserte kullet til formet kull, og området for de formede kullblokkene er 8 ~ 50 mm, eller enda større.
Fordelen med å produsere aktivert karbon ved å danne pulverisert kull til et visst spekter av partikler er at det øker porøsiteten og det spesifikke overflatearealet, og dermed forbedrer adsorpsjonskapasiteten til aktivert karbon. Derfor danner vi ofte pulveriserte kull i uregelmessige partikler i området 2 ~ 6mm og aktiverer det deretter for å produsere aktivert karbon og bruke det som metallurgiske råvarer.
Krav til miljøvern blir høyere og høyere. For å oppfylle kravene til miljøvern, forbedrer mange kjemiske produksjonsselskaper driftsmiljøet til arbeidere og reduserer støvforurensning. Samtidig, i nedstrøms næringer relatert til fine kjemikalier som maskiner, elektronikk, biler, konstruksjon og informasjon, har det også blitt en bransjeutviklingstrend for å granulere kjemiske produkter, som forskjellige tilsetningsstoffer, antioksidanter og forbrenningsakseleranter laget etter tørrgran
For eksempel antioksidanter, natriumcyanid, natrium, cyanursyre, sinkoksyd, blyoksyd, kaliumkarbonat, strontiumkarbonat, kalsiumklorid, kalsiumhydrogenfosfat, natriummetasilikat, kryolitt, aluminumfluorid, hvitt karbon svart, kalsium aluminat, kryolit, aluminumfluorid, hvitt karbon, et osv.
Materialnavn |
Maskinmodell |
Partikkelstørrelse (mm) |
Utgang (kg/h) |
Kaliumklorid |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400.2000-2500.3000-4300.5500-7500 |
Kaliumsulfat |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1300.2000-2500.3000-4300.5500-7500 |
NPK sammensatt gjødsel |
DG360, DG450, DG650, DG850 |
2-5 |
900-1400.1800-2500.3000-4300.5500-7500 |
Kryolitt |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400.2000-2500.3000-4300.5500-7500 |
Ammoniumklorid, ammoniumsulfat |
DG360, DG450, DG650, DG850 |
2-5 |
800-1000.2000-2500.3000-4300.5500-7500 |
Sinkoksid |
DG360, DG450, DG650, DG850 |
1,5-2,5 |
300-450 |
Natriumcyanid |
DG360, DG450, DG650, DG850 |
1,5-5 |
800-900 |
DG-650 Roller Compactor Granulator
DG-850 Roller Compactor Granulator
Modell |
DG360 |
DG450 |
DG650 |
DG850 |
Rullediameter (mm) |
Φ360 |
Φ450 |
Φ650 |
Φ850 |
Gyldig brukbar bredde (mm) |
170-230 |
200-280 |
300-330 |
400-420 |
Rullehastighet (r/min) |
10-25 |
10-25 |
10-25 |
9-16 |
Tvangsmaterkraft (KW) |
7.5 |
11 |
11 |
15 |
Akkumulator Pre-Pressure (MPA) |
6 |
8-10 |
8-10 |
10-14 |
Maks rullet ark tykkelse (mm) |
8 |
12 |
16 |
25 |
Rullet arkutgang (T/H) |
1300-2300 |
2500-3500 |
5000-7000 |
12000-15000 |
Ferdig produktutgang (T/H) |
1000-1300 |
2000-2500 |
3000-4300 |
5500-7500 |
Granulær størrelse (mm) |
2-5 |
2-5 |
2-5 |
2-5 |
Roller Motor Power (KW) |
37 |
55 |
90 |
220 |
Total kraft (KW) |
55 |
90 |
175 |
400 |
Dimensjonal størrelse (M) (L*W*H) |
2.35x2x2.6 |
2.6x2.2x2.9 |
3.6x2.8x3.2 |
5x3.8x4.1 |
Total vekt (t) |
7 |
11 |
20 |
45 |
Rull
Roller granulator
Rull
Ulike tørre pulvermaterialer mates jevnt inn i fôringsbeholderen gjennom den kvantitative materen. Etter avgassing og spiralende fortrykk, kommer de inn i to like ruller. Rullene roterer i forhold til hverandre og materialene blir tvunget inn i rommet mellom de to rullene. Ett sett med rullebærende seter er i maskinen. Rammen beveger seg ikke, mens det andre settet med rullebærende seter svømmer på rammestyreskinnene og presses mot hverandre ved hjelp av hydrauliske sylindere. Det er mange hull med samme form og størrelse som regelmessig er anordnet på overflaten av rullen. På dette tidspunktet kommer det tørre pulverrike materialet inn mellom de to rullene kontinuerlig og jevnt ovenfra de to rullene med egen vekt og tvangsfôring. Materialet flyter først fritt, og rulles deretter etter å ha kommet inn i bittområdet. Med kontinuerlig rotasjon av rullen, reduseres rommet som er okkupert av materialet gradvis og blir gradvis komprimert, og når det maksimale formingstrykket. De strippede fingerformede klumpene kommer inn i granulatoren og knuses av den roterende kniven. De knuste materialene kommer inn i granulatoren og passerer gjennom den rullende kniven, slik at partiklene og noen pulveraktig materialer kommer inn i den roterende vibrerende skjermen for screening. Kvalifiserte produkter sendes til det ferdige produktlageret via en transportør. Det pulverrike materialet under skjermen sendes tilbake til råstoffets søppel igjen gjennom transportøren for sekundær rulling. Størrelsen på ekstruderingskraften kan justeres ved trykket fra den hydrauliske sylinderen i henhold til behovene til granulasjonsoperasjonen.
1. Materialet blir tvunget til å bli komprimert og støpt av mekanisk trykk uten å tilsette noe fuktemiddel, og produktets renhet er garantert.
2. Det tørre pulveret er direkte granulert uten en påfølgende tørkeprosess.
3. Granulatene har høy styrke og økningen i å stable spesifikk tyngdekraft er mer betydelig enn andre granulasjonsmetoder.
4. Det har stor driftsfleksibilitet og bred tilpasningsevne. Partikkelstyrken kan justeres gjennom hydraulisk trykk.
5. Systemet fungerer i en lukket syklus for å oppnå kontinuerlig produksjon.
6. Endre sporformen på rulleoverflaten for å få tak i ark, stripe og flate sfæriske materialer.
7. Sirkulær drift muliggjør kontinuerlig produksjon og høy produksjon av ferdige produkter;
8. Kompakt struktur, praktisk vedlikehold, enkel drift, kort prosessstrøm, lavt energiforbruk, høy effektivitet og lav sviktfrekvens.
9. Det kan kontrollere miljøforurensning, redusere pulveravfall og emballasjekostnader og forbedre produkttransportfunksjonene.
10. Fôrings- og fôringsenheten vedtar variabel frekvens trinnløs justeringskontroll. Den har en høy grad av automatisering og kan realisere multimaskinkontroll av en person. Det har egenskapene til lav arbeidsintensitet og langsiktig kontinuerlig drift.
11. Hovedoverføringskomponentene er laget av legeringsmaterialer av høy kvalitet. Produksjonen av materialer av rustfritt stål og andre overflatelegeringer forbedrer slitemotstand, korrosjonsmotstand, høy temperaturmotstand og trykkmotstand, noe som gir maskinen en lang levetid.
Dette kapittelet introduserer hovedsakelig prosessstrømmen til selskapets dobbeltrollergranulator. Faktisk deler vi hovedsakelig den tørre granulatoren i en enkelt enhetsrullergranulator prosesslinje og et komplett linjeprosjekt med flere rollergranulasjonsmaskiner. I de følgende artiklene introduserer vi forskjellige typer prosesstrømmer separat.
Enhetsenhets rollergranulator prosesslinje
Flere rollergranulasjonsmaskinprosesslinje
En fôringsbeholder med mekanisk vibrasjon, automatisk kontroll og timingvibrasjon.
Den vedtar variabel frekvenshastighetsregulering for å sikre fôringsnøyaktighet.
Den er sammensatt av en variabel frekvenshastighetsmotor, en konisk spiral, en konisk hopper med omrørende kniver og en fôringsportkombinasjon. Funksjonen er å ytterligere fullføre avgassing og utføre trykkfôring. Degassing er å gjøre partiklene mer kompakte med rullekomprimatorens granulerende maskin,
Den består av venstre og høyre seter og skyvede lagerseter, rammestruktur, to legeringsstålruller, to hydrauliske sylindere og en elektrisk automatisk pumpestasjon, samt en spesiell reduksjonsmiddel med hard tannoverflate og hovedmotorenhet.
Knusing og granulerende kammer av en tørrtype rulletpressgranulator er sammensatt av en hakkekasse, en hakkende spindel og et spesielt roterende blad. Motoren driver hovedakselen for å rotere med høy hastighet for å knuse de ekstruderte materialene i granulater.
Utstyrt med en anti-clogging-enhet for å lette rengjøring av skjermen. Det ødelagte pulveret fra knuseren blir vist av maskinen til kornformede produkter og resirkulert pulver.
Ukvalifiserte pulveraktig materialer transporteres til fôringsheisen.
De øvre og nedre tannhjulene tar i bruk en samlet struktur og brukes til å transportere materialer.
Den er sammensatt av en elektrisk kontrollboks, frekvenskonverteringshastighetskontroller, ammeter, voltmeter, indikatorlys, knappbryter, spenningskonverteringsbryter og andre elektriske komponenter. Alle elektriske apparater styres og opereres sentralt.
Produksjonsprosessen for et komplett sett med dobbeltruller ekstrudering av granulasjonsproduksjonslinjeutstyr inkluderer generelt:
Blanding og omrøring av råvarer → Knusing - Ekstrudering - screening - elektronisk kvantitativ emballasje.
Ta den granulære kaliumsulfatproduksjonslinjen med DG-650 granulator som kjernen som et eksempel.
1. Mat produksjonslinjen i henhold til forskjellige proporsjoner av materialer gjennom beltestrømningsskalaer, spiralstrømningsskalaer, tap-i-vekt skalaer og andre batchingsenheter;
2. Materialene som kommer inn i produksjonslinjen i en fast andel, angir den forvarmede trommetørkeren gjennom transportørutstyr som beltetransportører, gjennomgår foreløpig tørking og deretter angi neste trinn (dette trinnet bestemmes i henhold til fuktighetsinnholdet i det spesifikke materialet. Noen materialer krever ikke dette tørking av utstyret); Fordi blanding av forskjellige materialer også oppnås under tørkeprosessen til trommetørkeren. Hvis fuktighetsinnholdet i materialet er lavt og tørkeprosessen ikke er nødvendig, må en pulvermikser tilsettes for å blande de forskjellige materialene jevnt før du fortsetter til neste trinn.
3. Etter foreløpig tørking, skriv inn materialene eller materialene fra pulvermikseren inn i den tørre rulletablettmaskinen gjennom transportørutstyr som skrapebøtte heiser for tablett;
4. Den fysiske formen for materialet etter å ha kommet inn i skiven har endret seg. På dette tidspunktet blir materialet sendt til neste prosess, den vibrerende skjermen, gjennom transportutstyr som bøtteheiser. Etter at materialet har kommet inn i den vibrerende skjermen, blir det pulverrike materialet returnert til DG650 tørrrullepressende maskin igjen gjennom returskrapen og arkivert på nytt. Samtidig kommer materialene som er blitt limt inn i neste prosess;
5. De flakete materialene som kommer ut av den vibrerende skjermen kommer inn i påvirkningsknuseren for knusing;
6. De knuste materialene sendes til neste prosess, en grov roterende skjerm, gjennom transportutstyr som skrapere og bøtteheiser. I denne prosessen utføres en foreløpig screening for å velge materialer av passende størrelse og gå inn i neste prosess. , Samtidig kommer materialer med relativt store størrelser gå inn i returskrapen og går deretter inn i påvirkningsknuseren for sekundær knusing;
7. Materialene med et passende volum som opprinnelig ble screenet av Rotary-skjermen. Gjennom denne prosessen blir de for små partiklene i materialet vist ut og sendt til DG650 igjen gjennom returskrapen. Ombånd i tørrbindingsmaskinen;
8. På dette tidspunktet er volumstørrelsen på materialet relativt i tråd med størrelsen vi trenger. Den kommer inn i overføringspoleringsmaskinen gjennom belter, bøtte heiser og annet utstyr for å polere overflaten av materialpartiklene;
9. De polerte partiklene (blandet med polert pulver i midten) kommer inn i silen for fin screening. Etter å ha passert den fine screeningsprosessen, er det granulære materialet som kommer ut den nødvendige granulære kaliumsulfatgjødsel og blir siktet av den fine skjermen samtidig. Det fjerne pulveret kommer inn i front-end DG-650 tørrrulle-tablettmaskin igjen gjennom returskrapen og blir pelletisert på nytt;
10. Det granulære materialet som kommer ut av den fine skjermen er sluttproduktet. På dette tidspunktet må den gå inn i emballasjemaskinen for poseemballasje og sying;
11. Etter at kaliumsulfat er pakket, kommer det inn i den siste prosessen med robotpalletering. Gjennom den palletiserende roboten pakkes materialene produsert av produksjonslinjen pent pakket på pallen, og blir deretter lagt i lagring av gaffeltruck;
Ovennevnte prosess er i utgangspunktet en helautomatisk produksjonslinje for granulær kaliumsulfatgjødsel. Kontrollsystemet til denne produksjonslinjen er fullstendig integrert og drives jevnt og kontrollert av hovedkontrollsystemet i det sentrale kontrollrommet. Kontrollsystemet styres av en programmerbar kontrolleren (PLC) kontrollerer hele prosessen, og er utstyrt med en vertsdatamaskin som transportør for human-maskinutveksling. Samtidig er de nødvendige prosesskoblingene utstyrt med frekvensomformere for dynamisk justering, og til slutt gjør det mulig for hele produksjonslinjen for å oppnå optimal produksjonseffektivitet;
Bruken av en forstørret dobbeltakselutgang Special Reducer og Drum Coupling kan effektivt beskytte rullene og hovedlagrene mot skade, forbedre overføringseffektiviteten og øke produktutgangen ytterligere.
Den nye rammen, designet med optimaliserte beregninger basert på ergonomi, er utstyrt med en stor dørstruktur nær rullene og en topp arbeidsplattform som er praktisk for personell å operere, og oppfyller kundekravene for utstyr for utstyr, pålitelighet og praktisk vedlikehold.
Rullekroppen til gjødselgranuleringsmaskinen er integrert smidd av høykvalitets legeringsstål og er mye tilpasningsdyktig til forskjellige komplekse materialforhold. I utformingen av det slitasje-resistente laget på rulleoverflaten, mestret vi loven om dybden av stor mekanisk stress basert på hertzian kontaktteori og ren elastisitetsteori, og vitenskapelig kombinerte materialene i anti-tear-laget, overgangslaget og slitasje, og slitasje, og slitasje, har en motstand mot å motvirke den som er motstand mot, og slitasje. Rulloverflatemønsteret, som ble ferdigstilt etter gjentatte tester og sammenligninger og hadde godt av de tekniske forbedringene av andre komponenter (for eksempel fôringsanordningen), kan gjøre materialets trekkvinkel mer balansert og stabil, og samtidig eliminere rullens aksiale kraft effektivt. Få utstyret til å fungere mer stabilt.
Den nydesignede fôringsenheten er utstyrt med en justeringsventilplate, som enkelt kan realisere online justering. Tilsetningen av et luftutvidelseskammer kan jevnt tømme luften som er medført i materialet og forbedre materialets bitt mellom rullene. Den tekniske forbedringen av fôringsenheten har også direkte ført til forbedring av rulleoverflatemønsteret.
I utformingen av det hydrauliske systemet til kaliumsulfatgranulerende maskin, anser Hywell ikke bare det som en strømkilde, men får den også til å ha funksjonen å beskytte utstyret. Flere automatiske beskyttelsesfunksjoner er designet, og det optimaliserte hydrauliske systemet gjør den bevegelige rullen mer tilpasningsdyktig til bevegelse, noe som effektivt kan eliminere blandede jernstykker ved et uhell og beskytte sikker drift av utstyret.
Knuseren av kaliumkloridgranulatoren er delt inn i to trinn, som kan knuse blokkmaterialene som er presset av arket to ganger. Den har tre knusende kamre, som øker knusingsområdet kraftig. Derfor forbedrer knuseren effektivt knusingseffektiviteten og utbyttet.
Denne maskinen har fordelene med liten vibrasjon, lav støy og lave krav til styrken til støtten. Det kombinerer fordelene med sirkulær bevegelse, elliptisk bevegelse og gjengjeldende lineær bevegelse. Den er også utstyrt med en rengjøringsenhet for skjermoverflater, slik at maskinen har stor utgang og høy screeningseffektivitet. Høyt, lavt strømforbruk, fleksibel installasjon og enkel skjermutskiftning.
Frekvensomformeren som kontrollerer den kvantitative materen og rullepressen danner et lukket sløyfekontrollsystem mellom dem. På denne måten vil selve granulatorens kontrollsystem overvåke og kontrollere den kvantitative materen og rulletrykk gjennom PID på selve frekvensomformeren. Hastigheten på hovedmaskinen gjør at de to til enhver tid opprettholder en dynamisk arbeidsbalanse på den beste posisjonen, slik at arbeidsstrømmen til rulleskiftets hovedmaskin alltid opprettholdes til den faste arbeidsverdien og fungerer stabilt og jevnt. Samtidig kan tvangsfôring også gjøre små justeringer av hastigheten når som helst. Som et resultat er rollergranulatoren alltid i best arbeidsforhold. Samtidig har dette systemet også gjensidig veksling mellom manuell kontroll og automatiske kontrollmodus for å oppnå fleksibel og praktisk drift.



























































 简体中文
简体中文



")