
|













ГД
Хайелл
8479899990
304/316L/Q235
Хімічна / добрива
Так
| Кількість: | |
|---|---|
Як правило, існують два види технологій грануляції порошків: мокрий і сухий грануляція. Метод сухого гранулятора передбачає екструдування продукту в агломерати або простирадла, не додаючи сполучного, а потім подрібнюючи та обстежуючи його на сухі зернисті продукти. Вологі методи в основному використовують ролики, диски, плавлення, обприскування та обприскування на грануляцію.
У мокрому грануляції мокра міцність, що утворюється при капілярному ефекті рідкого сполучення, відіграє життєво важливу роль. У
Подальша стадія сушіння, хімічна реакція між компонентами та кристалізацією розчинених речовин виробляє тверді кристалічні мости, які надають формі частинкам. Представницьке обладнання цієї технології включає Гранлятор рідинного шару, Гранлятор з високим зсувом , ролики, пристрої з плюховою тощо.
Технологія грануляції сухої екструзії без сполучного екструзії-це дуже конкурентоспроможна технологія. Загалом, частинки утворюються не твердими мостами між частинками, а силою частинок, утворених силами між молекулами. Через коротку відстань цієї сили частинки повинні бути подібними за розміром, і потрібен зовнішній тиск. Методом тиску може бути екструзія (натискання матеріалу з отворами з фіксованим діаметром) або екструзією (тиснею обидві сторони матеріалу), якщо екструзія виникає в зазорі між двома протилежними валиками, процес-це валик ущільнювача. Гранлятор роликів серії DG використовує технологію пресування сухих роликів для стиснення порошкоподібних матеріалів із вмістом вологи ≤5% у пластівці або блоки, а потім зазнає процесів подрібнення, грануляції та скринінгу, щоб перетворити пластівці в грудочки. Матеріал стає детальним матеріалом, який відповідає вимогам використання. Машина для грануляторних роликів, що ускладнюється, в основному покладається на зовнішній тиск, щоб примусити матеріал через зазор між двома відносно обертовими валиками і змусити його стиснути на шматки. Під час процесу прокатки фактичну щільність матеріалу можна збільшити на 1,5 - 3 рази. Для досягнення певних вимог до міцності частинок.
Гранлятор роликових укладачів серії DG також називається гранулятором, гіпсовою машиною брикети, машиною брикети, чорним гранулятором вуглецю, гранулятором сульфату калію та гранулятором хлориду калію відповідно до його основного використання.
Гранлятор роликів серії DG також називається сухим гранулятором, роликовим гранулятором, гранулятором подвійного ролика, роликовим прес -гранулятором та сухою грануляційною машиною відповідно до своїх робочих властивостей.
Гранлятор роликів
Гранлятор роликів
Гранультоване добриво має хороші фізичні властивості; Це може зменшити певну кількість місця та вартості в логістиці; Це не викликає пилу під час завантаження та вивантаження, не агломерує під час тривалого зберігання, має хорошу плинність і його легко розповсюджувати під час запліднення; Він також може відігравати роль повільного випуску для поліпшення якості добрив. Коефіцієнт використання та підвищення ефективності добрив. Крім того, зернисті добрива різних сортів, але подібні розміри можуть бути безпосередньо змішані для отримання недорогих сполук добрив з тим самим ефектом добрив, що і сполучне добриво.
Однак єдиним недоліком сухих валиків грануляції хімічних добрив для отримання гранульованих добрив - це те, що форма продукту є нерегулярними частинками. Однак нерегулярна форма частинок не впливає на застосування хімічних добрив, а процес обрізки може бути доданий до подальшого навколо частинок. Добрива, що утворюється сухим гранулятором роликового ущільнювача, має достатню міцність, менше пилу, немає агломерації, вузького діапазону розподілу розмірів частинок та хорошої плинності. Добрива, що утворюється за допомогою грануляції екструзії роликів, широко застосовується при механічному заплідненні за кордоном, що підтверджує, що їх форма частинок не буде фактором, що впливає на застосування хімічних добрив.
Одиничні добрива в основному відносяться до сульфату калію, хлориду калію, подвійного суперфосфату, порошку фосфатної породи, сульфату аміаку, хлориду амонію, нітрату калію та інших порошків. Мета сухого грануляції - отримати 1 ~ 5 або 2 ~ 4 мм сильні частинки добрив, які підходять для механічного запліднення. Тому промисловість добрив також називає гранулятор сухих роликів гранулятором сульфату калію, гранулятором хлориду калію, гранулятором аміаку сульфату та гранулятором хлориду амонію.
Якщо тонкість порошку становить від 200 до 400 сітки, він містить багато повітря, оскільки порошок занадто тонкий, а чим менша об'ємна щільність. Потім гранулятор подвійного валика повинен додати дегазуючий пристрій для досягнення успішної грануляції.
Звичайний грануляційний процес складених добрив приймає мокрий метод. Цей метод вимагає, щоб мокра сировина спочатку була змішана та гранульована, а потім висушена. Споживання енергії високе. Більшість енергії використовується в системі сушіння, і використовується лише невелика частина. Підходить для подрібнення та транспортування негабаритних частинок. Для вологих процесів процес сушіння дуже критичний, оскільки вологу всередині частинок потрібно висушити. Метод сухого прокатки використовується для отримання складених добрив, що дозволяє уникнути дорогого процесу висихання. Індустрія добрив також називає гранулятор ролика ущільнювача гранулятором NPK та з'єднанням гранулятора добрив. Його переваги: ① зменшити виробничі витрати та споживання енергії; ② може бути дуже гнучким для отримання різних суміжних добрив; ③ Висока міцність частинок.
Принцип виробництва складених добрив при пресуванні сухого ролика приблизно такий же, як і для отримання одного добрива, але суха грануляція складених добрив має свої особливості. Основна причина полягає в тому, що в складеному добривах є азотні добрива. Наприклад: сечовина має низьку точку плавлення і дуже гігроскопічна. Суперфосфат має тенденцію до змін, коли стрес. Коли вміст цих двох інгредієнтів у складі суміші добрива є великим, він матиме дуже несприятливий вплив на грануляцію сполучного добрива. Тому співвідношення змішування азоту, фосфору та калію є дуже важливим фактором лінії виробництва азоту, фосфору та калію.

Грануляція роликів

Грануляція роликів

Грануляція роликів
Попіл - це вулканічний матеріал золи. Він має переваги високої потенційної активності, хорошої хімічної стабільності мінеральних тіл, дрібних частинок та мало шкідливих речовин і може покращити фізичні властивості бетону або розчину. Через фізичні властивості вугілля пульвероване вугілля в основному нерозчинне у воді, а пульверовані частинки вугілля дуже тонкі, а міжмолекулярна відстань сили коротка, що робить пульверизовану вугільну грануляцію дуже складною. Потрібно додати сполучну, а палітурка для пульверизованої вугільної грануляції - вугільна дьогтя.
Потворений вугільний гранулятор в основному виробляє два типи пульверизованого вугілля: 8-50 мм брикети та 2-6 мм вуглець.
Грануляція сухого пресу притисає пульверизоване вугілля у формоване вугілля, а діапазон формових вугільних блоків становить 8 ~ 50 мм або навіть більший.
Перевага вироблення активованого вуглецю за рахунок утворення пульверизованого вугілля в певний діапазон частинок полягає в тому, що він збільшує пористість та питому площу поверхні, таким чином значно покращуючи адсорбційну здатність активованого вуглецю. Тому ми часто утворюємо пульверичне вугілля в нерегулярні частинки в діапазоні 2 ~ 6 мм, а потім активуємо його для отримання активованого вуглецю та використання його як металургійної сировини.
Вимоги до охорони навколишнього середовища стають все більшими та вищими. З метою задоволення вимог до навколишнього середовища, багато хімічних виробничих компаній покращують середовище роботи працівників та зменшують забруднення пилом. У той же час у галузях, пов'язаних з тонкими хімічними речовинами, такими як машини, електроніка, автомобілі, конструкція та інформація, вона також стала тенденцією розвитку галузі для грануляції хімічних продуктів, таких як різні добавки, антиоксиданти та акселери, виготовлені після того, як сухі грануляції виводують, засносні агенти та металургічні додатки.
Наприклад, антиоксиданти, ціанід натрію, натрію, ціануринову кислоту, оксид цинку, оксид свинцю, карбонат калію, карбонат стронцій, хлорид кальцію, кальцієвий водневий фосфат, метасикат натрію, кріоліт, алюмінієвий фтору, білий карбон, алюмінат кальцію, карналіт, порошок фосфату тощо.
Назва матеріалів |
Машинна модель |
Розмір частинок (мм) |
Вихід (кг/год) |
Хлорид калію |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Сульфат калію |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1300,2000-2500,3000-4300,5500-7500 |
Компенсація NPK |
DG360, DG450, DG650, DG850 |
2-5 |
900-1400,1800-2500,3000-4300,5500-7500 |
Кріоліт |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Хлорид амонію, сульфат амонію |
DG360, DG450, DG650, DG850 |
2-5 |
800-1000,2000-2500,3000-4300,5500-7500 |
Оксид цинку |
DG360, DG450, DG650, DG850 |
1,5-2,5 |
300-450 |
Ціанід натрію |
DG360, DG450, DG650, DG850 |
1,5-5 |
800-900 |
ГРГ-650 Гралятор роликів
ГРГ-850 Гранлятор роликів
Модель |
DG360 |
DG450 |
DG650 |
DG850 |
Діаметр ролика (мм) |
Φ360 |
Φ450 |
Φ650 |
Φ850 |
Дійсна корисна ширина (мм) |
170-230 |
200-280 |
300-330 |
400-420 |
Швидкість ролика (r/хв) |
10-25 |
10-25 |
10-25 |
9-16 |
Примусова живильна потужність (KW) |
7.5 |
11 |
11 |
15 |
Попередній тиск акумулятора (MPA) |
6 |
8-10 |
8-10 |
10-14 |
Максимальна товщина листа (мм) |
8 |
12 |
16 |
25 |
Руховий лист аркуша (t/h) |
1300-2300 |
2500-3500 |
5000-7000 |
12000-15000 |
Готовий вихід продукту (t/h) |
1000-1300 |
2000-2500 |
3000-4300 |
5500-7500 |
Зернистий розмір (мм) |
2-5 |
2-5 |
2-5 |
2-5 |
Потужність роликового двигуна (KW) |
37 |
55 |
90 |
220 |
Загальна потужність (KW) |
55 |
90 |
175 |
400 |
Розмір розміру (M) (L*W*H) |
2.35x2x2.6 |
2,6x2.2x2.9 |
3.6x2.8x3.2 |
5x3.8x4.1 |
Загальна вага (t) |
7 |
11 |
20 |
45 |

Ролика
Ролик -гранулятор

Ролика
Різні сухі порошкові матеріали рівномірно подаються в годування бункера через кількісну годівницю. Після дегазації та спіралі попереднього тиску вони входять у два рівні валики. Ролики обертаються відносно один одного, а матеріали примушуються в простір між двома валиками. Один набір роликових сидінь знаходиться в машині. Рама не рухається, а інший набір роликових сидінь плаває на рамках направляючих рейок і притискається один до одного за допомогою гідравлічних циліндрів. На поверхні рулону є багато отворів однакової форми та розміру. У цей час сухий порошкоподібний матеріал постійно входить між двома валиками і рівномірно зверху на два валики власною вагою та примусовим годуванням. Матеріал спочатку вільно тече, а потім котиться після входу в зону укусу. При безперервному обертанні валика простір, зайнятий матеріалом, поступово зменшується і поступово стискається, досягаючи максимального тиску. Розв’язані грудки у формі пальців потрапляють у гранулятор і подрібнюються обертовим ножем. Подрібнені матеріали потрапляють у гранулятор і проходять через прокатний ніж, так що частинки та деякі порошкоподібні матеріали потрапляють на обертовий вібраційний екран для скринінгу. Кваліфіковані продукти надсилаються на склад готового продукту через конвеєр. Порошкоподібний матеріал під екраном знову надсилається до відро для сировини через конвеєр для вторинного прокатки. Розмір сили екструзії можна регулювати тиском гідравлічного циліндра відповідно до потреб операції грануляції.
1. Матеріал змушений стискатися і ліпувати механічним тиском, не додавши жодного змочування агента, а чистота продукту гарантується.
2. Сухий порошок безпосередньо гранулюється без подальшого процесу сушіння.
3. Гранули мають високу міцність, а збільшення укладання питомої ваги є більш значущим, ніж інші методи грануляції.
4. Він має чудову експлуатаційну гнучкість та широку пристосованість. Міцність частинок можна регулювати через гідравлічний тиск.
5. Система працює у закритому циклі для досягнення безперервного виробництва.
6. Змініть форму канавки на роликову поверхню, щоб отримати аркуш, смужку та плоскі сферичні матеріали.
7. Кругова операція дозволяє безперервне виробництво та високий рівень готової продукції;
8. Компактна структура, зручне обслуговування, проста робота, короткий процес процесу, низьке споживання енергії, висока ефективність та низька швидкість відмови.
9. Він може контролювати забруднення навколишнього середовища, зменшити відходи порошку та витрати на упаковку та покращувати можливості транспортування продукції.
10. Пристрій для годування та годування приймає регулювання регулювання змінної частоти. Він має високу ступінь автоматизації і може усвідомити багатомашинний контроль однією людиною. Він має характеристики низької інтенсивності праці та тривалої безперервної роботи.
11. Основні компоненти передачі виготовлені з високоякісних сплавих матеріалів. Виробництво матеріалів з нержавіючої сталі та інших поверхневих сплавів значно покращує стійкість до зносу, корозійну стійкість, високу температуру та стійкість до тиску, надаючи машині тривалий термін служби.
У цій главі в основному представлено процес потоку гранулятора з двома роллерами нашої компанії. Насправді ми в основному ділимо сухий гранулятор на лінію процесу гранулятора в одному одиниці ролика та повний проект лінійки декількох верстатів з грануляції. У наступних статтях ми вводимо різні типи потоків процесів окремо.
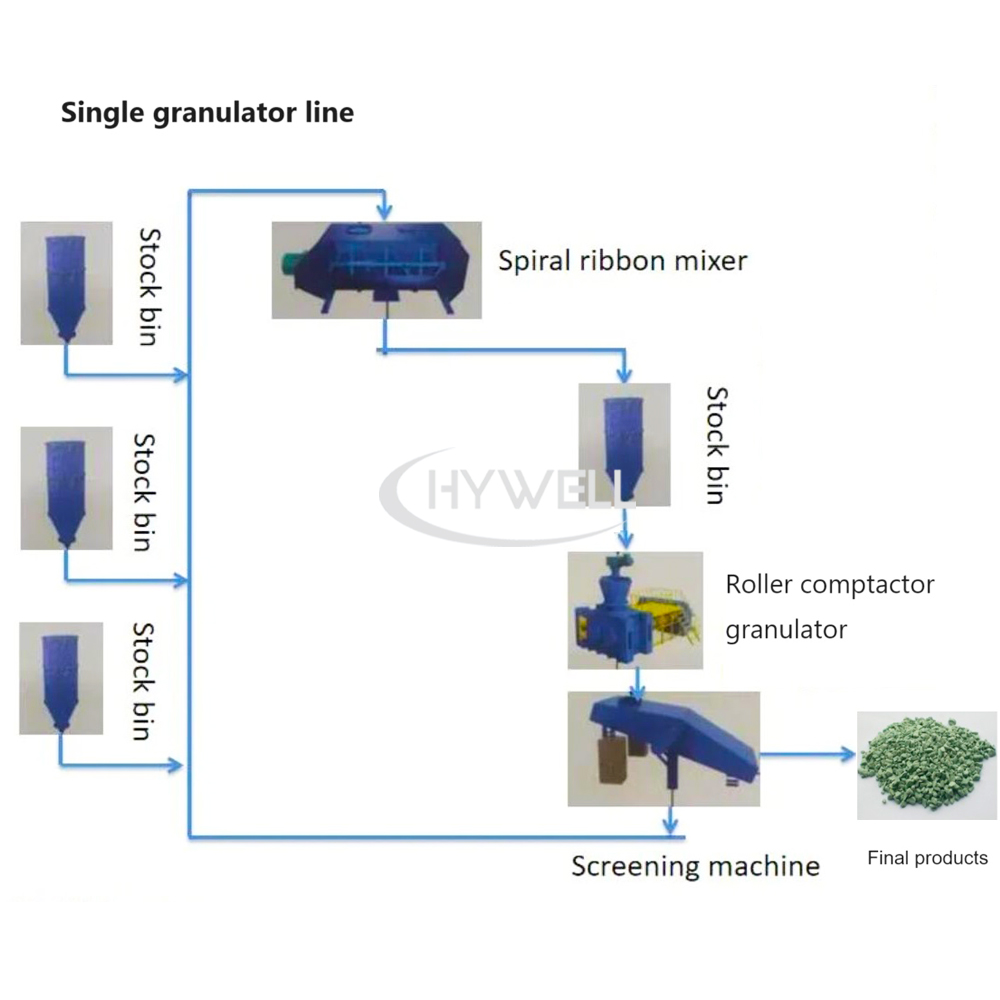
Лінія процесу з гранулятора в роликове ролик
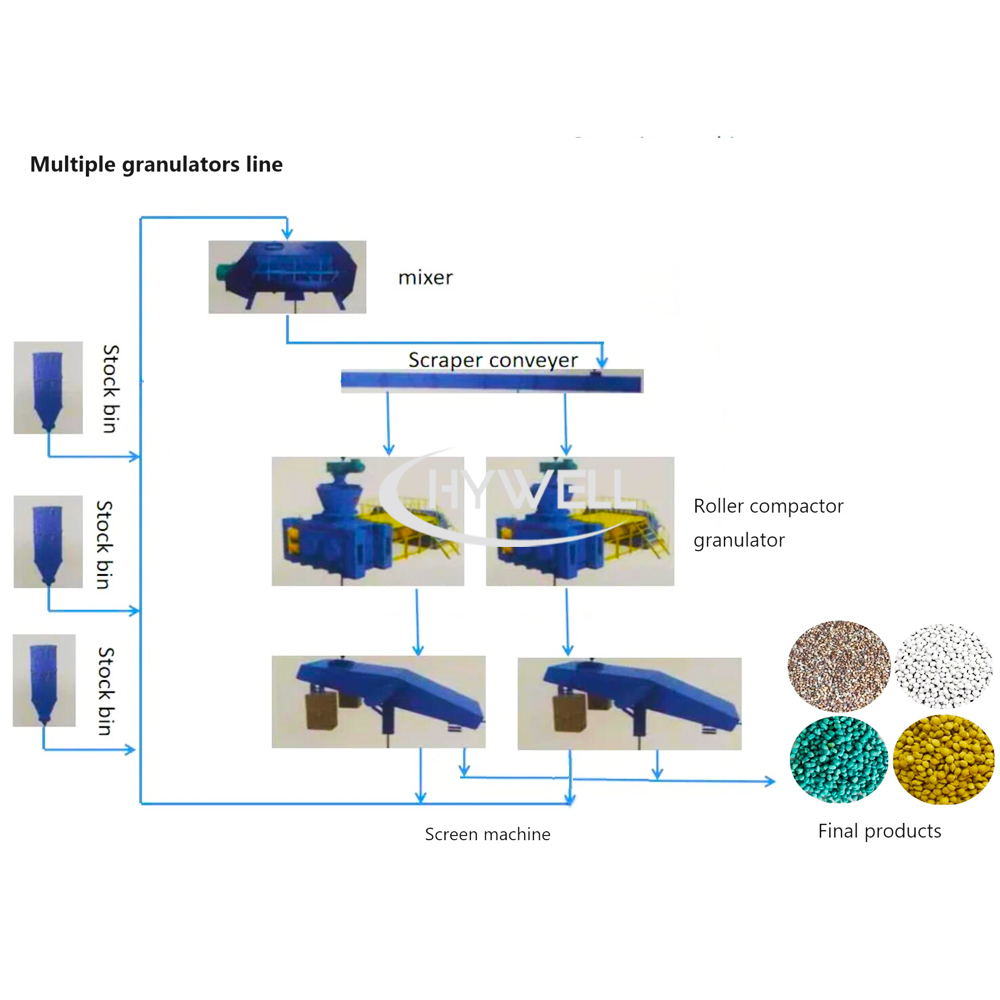
Кілька ручкових грануляційних машинних процесів
Годування бункера з механічною вібрацією, автоматичним управлінням та вібрацією часу.
Він приймає регулювання змінної частоти частоти для забезпечення точності годування.
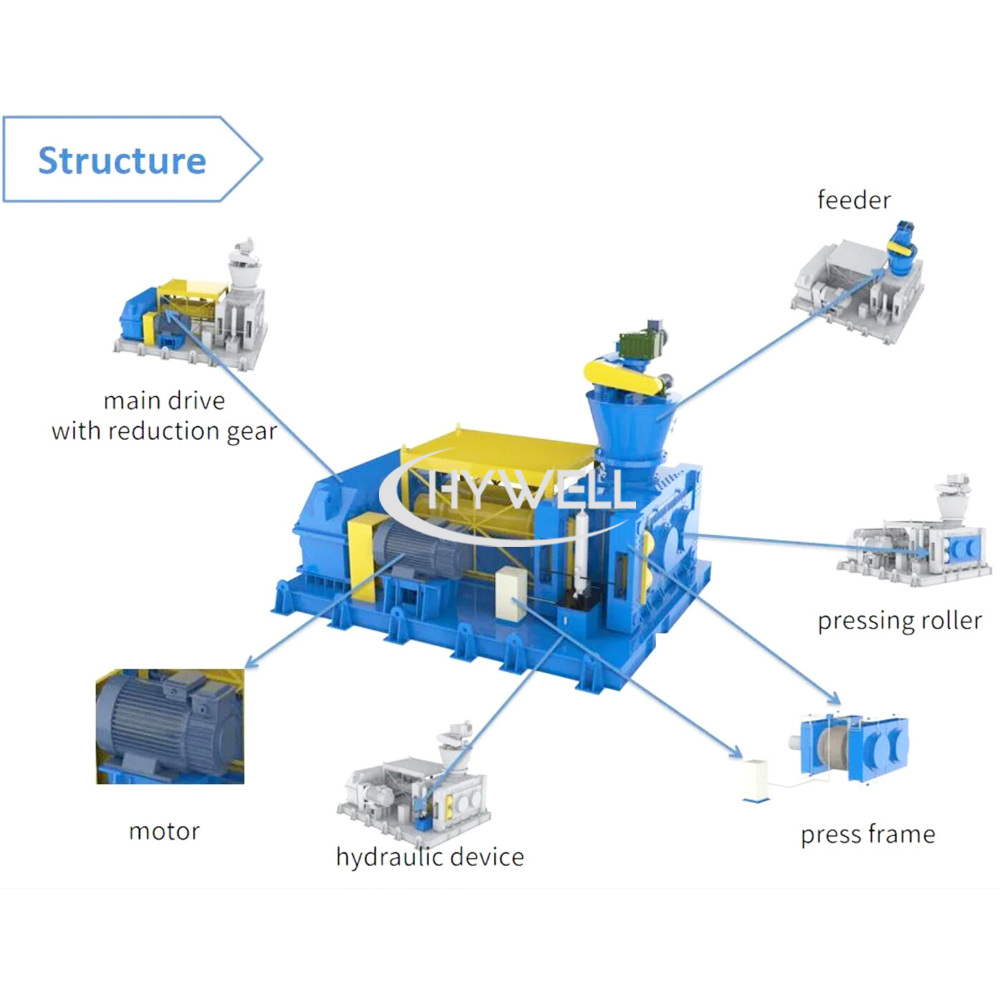
Він складається з змінної частотної швидкості, конічної спіралі, конічного бункера з перемішуваними лезами та комбінації портів подачі. Його функція полягає у подальшому завершенні дегазації та виконання подачі тиску. Дегазація - це зробити частинки більш компактними за допомогою роликової ущільнювальної машини, машина,
Він складається з лівих і правих нерухомі сидіння підшипника та розсувних підшипників, конструкції рамки, двох легованих сталевих роликів, двох гідравлічних циліндрів та електричної автоматичної насосної станції, а також спеціального редуктора з твердою поверхнею зуба та основним двигуном.
Дроблення та гранулююча камера гранулятора пресу для сухого типу складається з подрібнювальної коробки, подрібнювального шпинделя та спеціального обертового леза. Двигун приводить основний вал, щоб обертатися з великою швидкістю, щоб розчавити екструдовані матеріали в гранули.
Оснащений пристроєм проти клогування для полегшення очищення екрана. Зламаний порошок з дробарки обстежується машиною на зернисті продукти та перероблений порошок.
Некваліфіковані порошкоподібні матеріали транспортуються до ліфта для годування.
Верхні та нижні зірочки приймають зібрану структуру і використовуються для транспортування матеріалів.
Він складається з електричного управління, контролера швидкості перетворення частоти, амперетра, вольтметра, індикаторного світла, комутатора кнопки, перемикача перетворення напруги та інших електричних компонентів. Всі електричні прилади контролюються та працюють центрально.
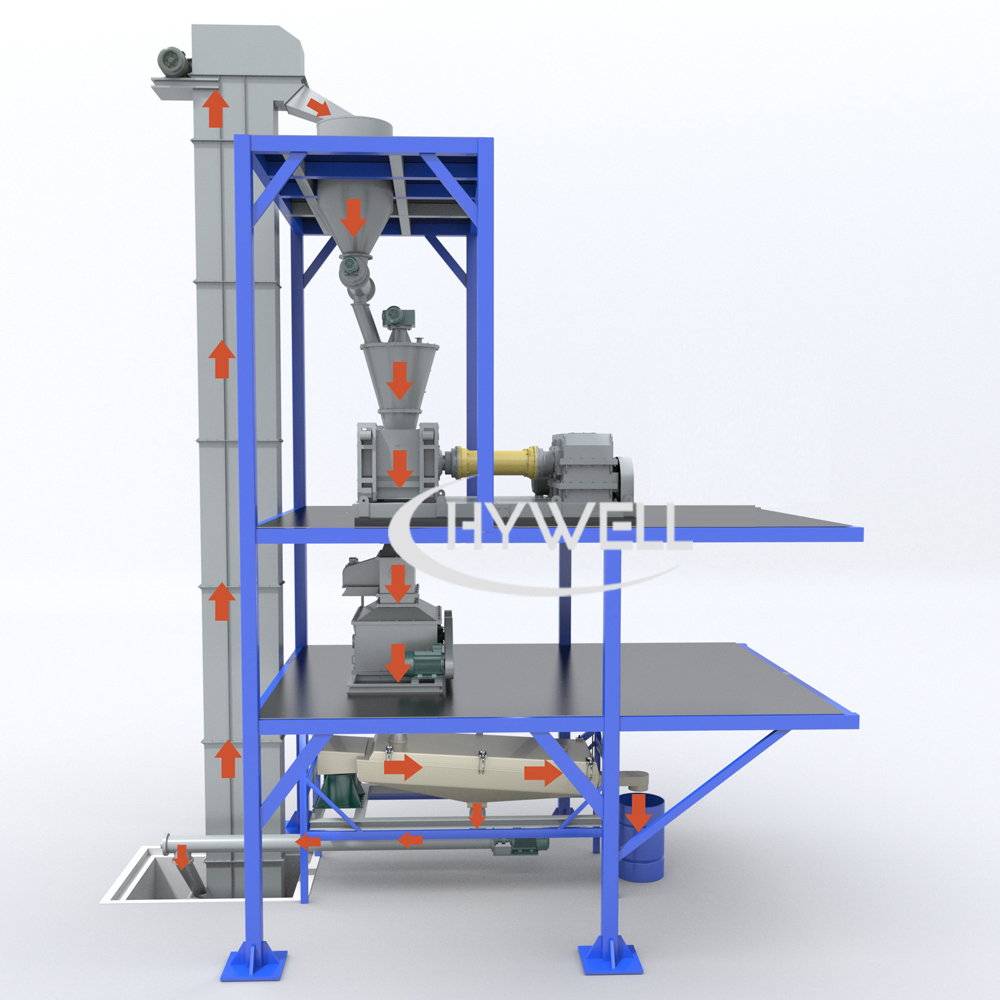
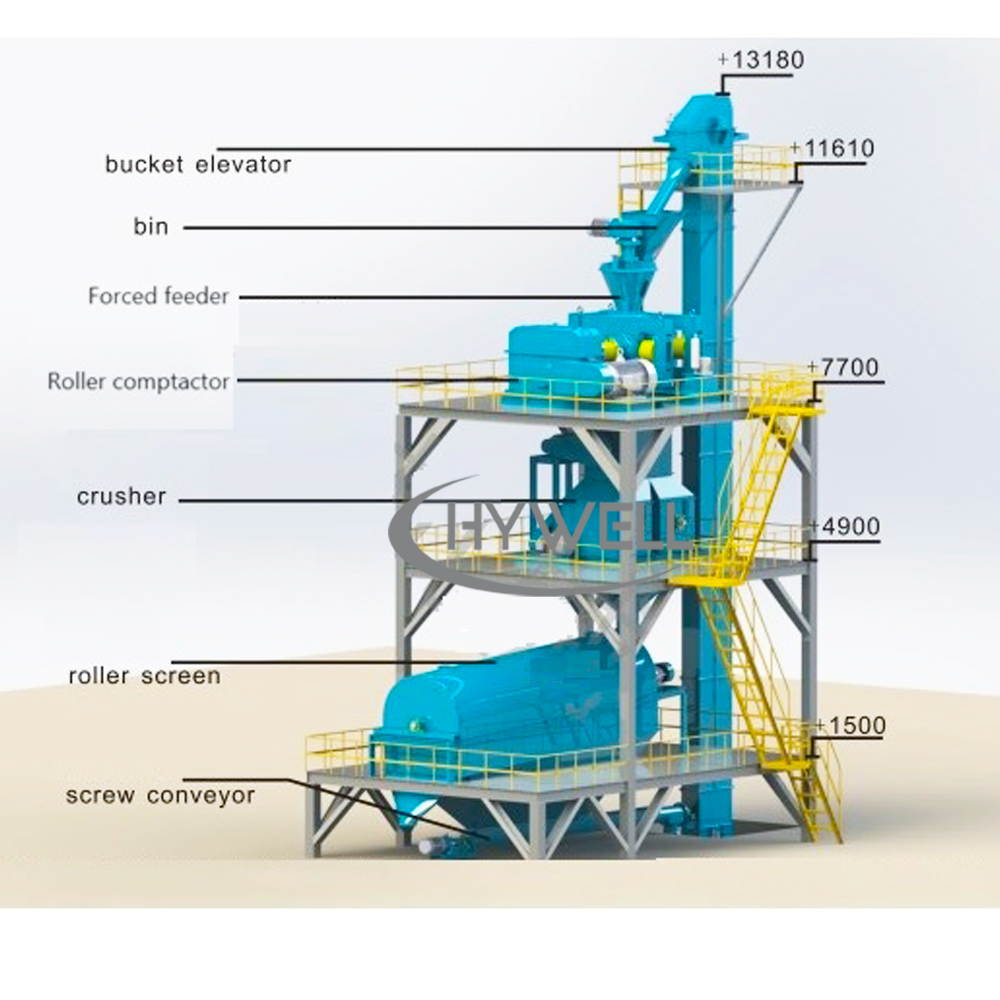
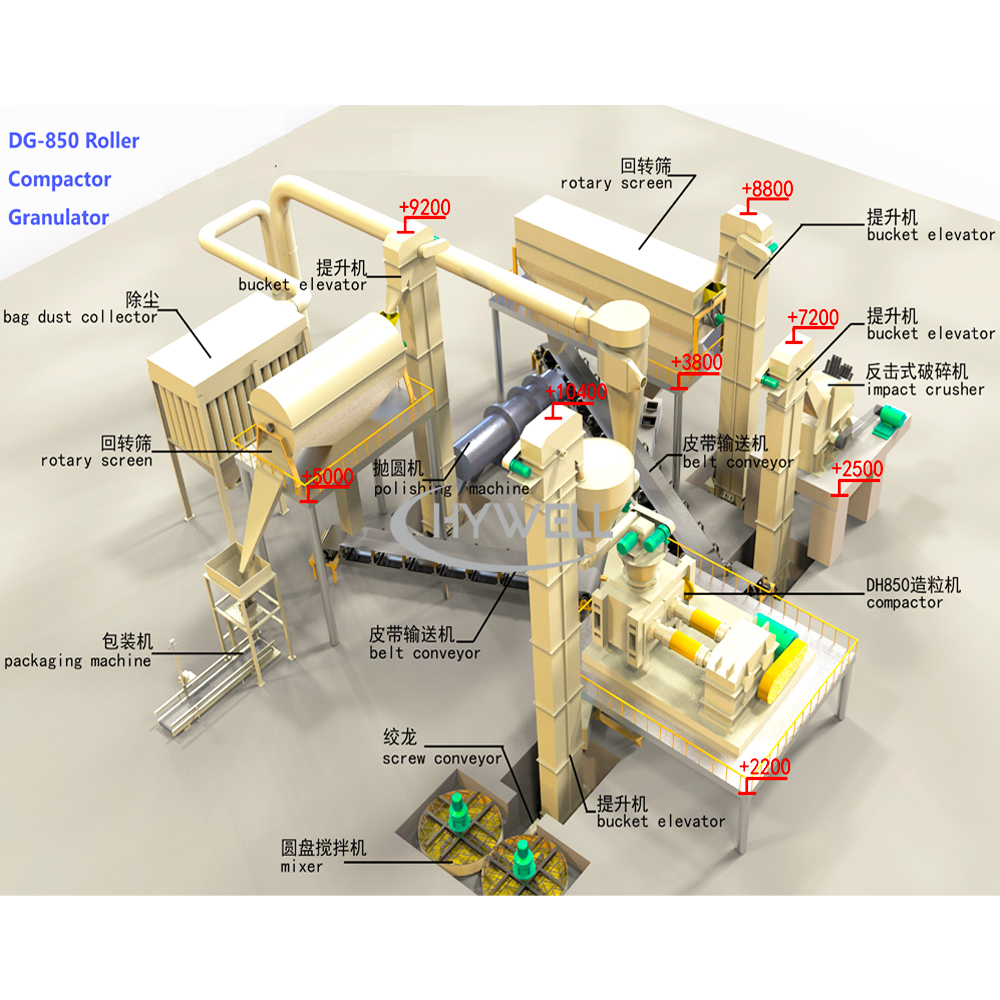
Процес виробництва повного набору обладнання для виробництва грануляції з двома роллерами, як правило, включає:
Змішування та перемішування сировини → Дроблення - Екструзія - Скринінг - Електронна кількісна упаковка.
Візьміть гранульовану лінію виробництва сульфату калію з гранатором ГД-650 як ядра як приклад.
1. Подайте виробничу лінію відповідно до різних пропорцій матеріалів через шкалу потоку ременів, шкал спірального потоку, шкалу втрат у вазі та інші пристрої для партії;
2. Матеріали, що входять у виробничу лінію у фіксованій пропорції, входять у попередньо розігріту барабанну сушарку за допомогою конвеєрного обладнання, такого як конвеєри для ременів, зазнають попереднього висихання, а потім входять до наступного кроку (цей крок визначається відповідно до вмісту вологи конкретних матеріалів. Деякі матеріали не потребують цього обладнання); тому що змішування різних матеріалів також досягається під час процесу сушіння барабанної сушарки. Якщо вміст вологи в матеріалі низький, а процес сушіння не потрібен, перед наступним кроком потрібно додати змішувач порошку, щоб рівномірно змішати різні матеріали.
3.
4. Фізична форма матеріалу після вступу до нарізання змінилася. У цей час матеріал надсилається до наступного процесу, вібраційного екрану, через передачу обладнання, таке як ліфти відра. Після того, як матеріал потрапляє на вібраційний екран, порошкоподібний матеріал повернеться до натискання на сухий ролик DG650 через скрепер повернення та повторний спект. У той же час матеріали, які успішно вставляли, входять до наступного процесу;
5. Пляшні матеріали, що виходять з вібраційного екрану, входять у дробарку удару для подрібнення;
6. Подрібнені матеріали надсилаються до наступного процесу, грубого обертового екрану, через транспортне обладнання, таке як скребки та ліфти відра. У цьому процесі проводиться попередній скринінг для вибору матеріалів відповідного розміру та введення наступного процесу. , в той же час, матеріали з відносно великими розмірами входять у скрепер повернення, а потім входять у дробарку для вторинного подрібнення;
7. Матеріали з відповідним об'ємом, спочатку екранованим обертовим екраном, вводять на скрепер обертового екрана тонкого класу. Завдяки цьому процесу занадто маленькі частинки в матеріалі перевіряються та відправляються на DG650 через повернення скребка. Повторне поєднання в сухій роликовій машині;
8. У цей час розмір обсягу матеріалу відносно відповідає необхідним нам. Він потрапляє в машину для перенесення через ремені, ліфти відра та інше обладнання для відполірування поверхні частинок матеріалу;
9. Відшліфовані частинки (змішані з полірованим порошком посередині) потрапляють у сито для тонкого скринінгу. Після проходження тонкого скринінгу, зернистий матеріал, який виходить, є необхідним зернистим добривом сульфату калію і одночасно проникає тонким екраном. Видалений порошок знову потрапляє в передню частину DG-650 сухих роликів таблетки через скрепер повернення і повторно петолета;
10. Гранульований матеріал, що виходить з тонкого екрану, є кінцевим продуктом. У цей час йому потрібно ввести упаковку для упаковки для упаковки та шиття;
11. Після упаковки сульфату калію він потрапляє в останній процес палетизації роботів. Через палетизуючий робот матеріали, що виробляються виробничою лінією, акуратно упаковані на піддоні, а потім розміщуються на зберігання навантажувачем;
Вищезазначений процес - це в основному повністю автоматична виробнича лінія для зернистого добрива сульфату калію. Система управління цією виробничою лінією повністю інтегрована і керує рівномірно та контролюється системою головного управління в центральній частині управління. Система управління керується програмованим контролером (PLC), керує весь процес, і оснащений хост-комп'ютером як носієм для обміну людськими машинами. У той же час, необхідні процеси процесу оснащені перетворювачами частоти для динамічного коригування, в кінцевому рахунку дозволяючи всій виробничій лінії для досягнення оптимальної ефективності виробництва;
Використання збільшеного подвійного вала-валу спеціального редуктора та барабанного зв'язку може ефективно захистити ролики та основні підшипники від пошкодження, підвищити ефективність передачі та ще більше збільшити вихід продукту.
Новий кадр, розроблений з оптимізованими розрахунками на основі ергономіки, оснащений великою структурою дверей, близьких до роликів, та верхньою робочою платформою, яка зручна для роботи персоналу, повністю відповідає вимогам клієнтів для безпеки обладнання, надійності та зручного обслуговування.
Клужля рулону гранулюючої машини добрив інтегрується з високоякісної легальної сталі і широко пристосовується до різних складних матеріальних умов. У дизайні стійкого до зносу шару на роликовій поверхні ми освоїли закон про глибину великого механічного напруження на основі теорії контактів Герціян та науково поєднання матеріалів протиріверного шару, перехідного шару та термостійкого шару, а також вдосконаленні накопичувачі та накопичувачі, що значно вдосконалюються. Забезпечення роликової поверхні, яка була завершена після повторних випробувань та порівнянь і отримала користь від технічних вдосконалень інших компонентів (таких як пристрій для годування), може зробити кут витягування матеріалу більш врівноваженим і стабільним, і в той же час ефективно усунути осьову силу ролика. Зробіть обладнання працювати більш стабільним.
Нещодавно розроблений пристрій для годування оснащений регулюючою пластиною клапана, яка може легко реалізувати регулювання в Інтернеті. Додавання камери розширення повітря може плавно скинути повітря, забитий у матеріал, і покращити укус матеріалу між валиками. Технічне вдосконалення пристрою для годування також безпосередньо призвело до вдосконалення візерунка поверхні ролики.
У проектуванні гідравлічної системи гранулюючої машини калію сульфат, Hywell не тільки вважає її джерелом живлення, але й змушує його мати функцію захисту обладнання. Розроблені кілька функцій автоматичного захисту, а оптимізована гідравлічна система робить рухомий валик більш пристосованим до руху, який може ефективно усунути випадково змішані шматки заліза та захистити безпечну роботу обладнання.
Дробарка гранулятора хлориду калію поділяється на два етапи, які можуть подрібнити блокові матеріали, притиснуті аркушем двічі. Він має три дроблюючі камери, що значно збільшує зону подрібнення. Тому дробарка ефективно покращує ефективність та врожайність дроблення.
Ця машина має переваги невеликої вібрації, низького шуму та низьких вимог до сили опори. Він поєднує переваги кругового руху, еліптичного руху та зворотно -поступального лінійного руху. Він також оснащений пристроєм для очищення поверхні екрана, тому машина має велику вихідну та високу ефективність скринінгу. Високе, низьке споживання електроенергії, гнучка установка та легка заміна екрана.
Перетворювач частоти, який керує кількісним подачею, і прес-ролика утворює між ними систему управління замкнутим циклом. Таким чином, сама система управління гранатором буде контролювати та керувати кількісним подачею та пресом ролика через PID самого перетворювача частоти. Швидкість основної машини дозволяє двом підтримувати динамічний робочий баланс у найкращому положенні в будь -який час, щоб робочий струм головної машини для преси роликів завжди підтримувався за набором робочого значення і працює стабільно і рівномірно. У той же час, примусове годування також може в будь -який час вносити незначні коригування швидкості. Як результат, ролик -гранулятор завжди знаходиться в найкращому робочому стані. У той же час ця система також має взаємний перемикання між ручним управлінням та автоматичними режимами управління для досягнення гнучкої та зручної роботи.
Як правило, існують два види технологій грануляції порошків: мокрий і сухий грануляція. Метод сухого гранулятора передбачає екструдування продукту в агломерати або простирадла, не додаючи сполучного, а потім подрібнюючи та обстежуючи його на сухі зернисті продукти. Вологі методи в основному використовують ролики, диски, плавлення, обприскування та обприскування на грануляцію.
У мокрому грануляції мокра міцність, що утворюється при капілярному ефекті рідкого сполучення, відіграє життєво важливу роль. У
Подальша стадія сушіння, хімічна реакція між компонентами та кристалізацією розчинених речовин виробляє тверді кристалічні мости, які надають формі частинкам. Представницьке обладнання цієї технології включає Гранлятор рідинного шару, Гранлятор з високим зсувом , ролики, пристрої з плюховою тощо.
Технологія грануляції сухої екструзії без сполучного екструзії-це дуже конкурентоспроможна технологія. Загалом, частинки утворюються не твердими мостами між частинками, а силою частинок, утворених силами між молекулами. Через коротку відстань цієї сили частинки повинні бути подібними за розміром, і потрібен зовнішній тиск. Методом тиску може бути екструзія (натискання матеріалу з отворами з фіксованим діаметром) або екструзією (тиснею обидві сторони матеріалу), якщо екструзія виникає в зазорі між двома протилежними валиками, процес-це валик ущільнювача. Гранлятор роликів серії DG використовує технологію пресування сухих роликів для стиснення порошкоподібних матеріалів із вмістом вологи ≤5% у пластівці або блоки, а потім зазнає процесів подрібнення, грануляції та скринінгу, щоб перетворити пластівці в грудочки. Матеріал стає детальним матеріалом, який відповідає вимогам використання. Машина для грануляторних роликів, що ускладнюється, в основному покладається на зовнішній тиск, щоб примусити матеріал через зазор між двома відносно обертовими валиками і змусити його стиснути на шматки. Під час процесу прокатки фактичну щільність матеріалу можна збільшити на 1,5 - 3 рази. Для досягнення певних вимог до міцності частинок.
Гранлятор роликових укладачів серії DG також називається гранулятором, гіпсовою машиною брикети, машиною брикети, чорним гранулятором вуглецю, гранулятором сульфату калію та гранулятором хлориду калію відповідно до його основного використання.
Гранлятор роликів серії DG також називається сухим гранулятором, роликовим гранулятором, гранулятором подвійного ролика, роликовим прес -гранулятором та сухою грануляційною машиною відповідно до своїх робочих властивостей.
Гранлятор роликів
Гранлятор роликів
Гранультоване добриво має хороші фізичні властивості; Це може зменшити певну кількість місця та вартості в логістиці; Це не викликає пилу під час завантаження та вивантаження, не агломерує під час тривалого зберігання, має хорошу плинність і його легко розповсюджувати під час запліднення; Він також може відігравати роль повільного випуску для поліпшення якості добрив. Коефіцієнт використання та підвищення ефективності добрив. Крім того, зернисті добрива різних сортів, але подібні розміри можуть бути безпосередньо змішані для отримання недорогих сполук добрив з тим самим ефектом добрив, що і сполучне добриво.
Однак єдиним недоліком сухих валиків грануляції хімічних добрив для отримання гранульованих добрив - це те, що форма продукту є нерегулярними частинками. Однак нерегулярна форма частинок не впливає на застосування хімічних добрив, а процес обрізки може бути доданий до подальшого навколо частинок. Добрива, що утворюється сухим гранулятором роликового ущільнювача, має достатню міцність, менше пилу, немає агломерації, вузького діапазону розподілу розмірів частинок та хорошої плинності. Добрива, що утворюється за допомогою грануляції екструзії роликів, широко застосовується при механічному заплідненні за кордоном, що підтверджує, що їх форма частинок не буде фактором, що впливає на застосування хімічних добрив.
Одиничні добрива в основному відносяться до сульфату калію, хлориду калію, подвійного суперфосфату, порошку фосфатної породи, сульфату аміаку, хлориду амонію, нітрату калію та інших порошків. Мета сухого грануляції - отримати 1 ~ 5 або 2 ~ 4 мм сильні частинки добрив, які підходять для механічного запліднення. Тому промисловість добрив також називає гранулятор сухих роликів гранулятором сульфату калію, гранулятором хлориду калію, гранулятором аміаку сульфату та гранулятором хлориду амонію.
Якщо тонкість порошку становить від 200 до 400 сітки, він містить багато повітря, оскільки порошок занадто тонкий, а чим менша об'ємна щільність. Потім гранулятор подвійного валика повинен додати дегазуючий пристрій для досягнення успішної грануляції.
Звичайний грануляційний процес складених добрив приймає мокрий метод. Цей метод вимагає, щоб мокра сировина спочатку була змішана та гранульована, а потім висушена. Споживання енергії високе. Більшість енергії використовується в системі сушіння, і використовується лише невелика частина. Підходить для подрібнення та транспортування негабаритних частинок. Для вологих процесів процес сушіння дуже критичний, оскільки вологу всередині частинок потрібно висушити. Метод сухого прокатки використовується для отримання складених добрив, що дозволяє уникнути дорогого процесу висихання. Індустрія добрив також називає гранулятор ролика ущільнювача гранулятором NPK та з'єднанням гранулятора добрив. Його переваги: ① зменшити виробничі витрати та споживання енергії; ② може бути дуже гнучким для отримання різних суміжних добрив; ③ Висока міцність частинок.
Принцип виробництва складених добрив при пресуванні сухого ролика приблизно такий же, як і для отримання одного добрива, але суха грануляція складених добрив має свої особливості. Основна причина полягає в тому, що в складеному добривах є азотні добрива. Наприклад: сечовина має низьку точку плавлення і дуже гігроскопічна. Суперфосфат має тенденцію до змін, коли стрес. Коли вміст цих двох інгредієнтів у складі суміші добрива є великим, він матиме дуже несприятливий вплив на грануляцію сполучного добрива. Тому співвідношення змішування азоту, фосфору та калію є дуже важливим фактором лінії виробництва азоту, фосфору та калію.
Грануляція роликів
Грануляція роликів
Грануляція роликів
Попіл - це вулканічний матеріал золи. Він має переваги високої потенційної активності, хорошої хімічної стабільності мінеральних тіл, дрібних частинок та мало шкідливих речовин і може покращити фізичні властивості бетону або розчину. Через фізичні властивості вугілля пульвероване вугілля в основному нерозчинне у воді, а пульверовані частинки вугілля дуже тонкі, а міжмолекулярна відстань сили коротка, що робить пульверизовану вугільну грануляцію дуже складною. Потрібно додати сполучну, а палітурка для пульверизованої вугільної грануляції - вугільна дьогтя.
Потворений вугільний гранулятор в основному виробляє два типи пульверизованого вугілля: 8-50 мм брикети та 2-6 мм вуглець.
Грануляція сухого пресу притисає пульверизоване вугілля у формоване вугілля, а діапазон формових вугільних блоків становить 8 ~ 50 мм або навіть більший.
Перевага вироблення активованого вуглецю за рахунок утворення пульверизованого вугілля в певний діапазон частинок полягає в тому, що він збільшує пористість та питому площу поверхні, таким чином значно покращуючи адсорбційну здатність активованого вуглецю. Тому ми часто утворюємо пульверичне вугілля в нерегулярні частинки в діапазоні 2 ~ 6 мм, а потім активуємо його для отримання активованого вуглецю та використання його як металургійної сировини.
Вимоги до охорони навколишнього середовища стають все більшими та вищими. З метою задоволення вимог до навколишнього середовища, багато хімічних виробничих компаній покращують середовище роботи працівників та зменшують забруднення пилом. У той же час у галузях, пов'язаних з тонкими хімічними речовинами, такими як машини, електроніка, автомобілі, конструкція та інформація, вона також стала тенденцією розвитку галузі для грануляції хімічних продуктів, таких як різні добавки, антиоксиданти та акселери, виготовлені після того, як сухі грануляції виводують, засносні агенти та металургічні додатки.
Наприклад, антиоксиданти, ціанід натрію, натрію, ціануринову кислоту, оксид цинку, оксид свинцю, карбонат калію, карбонат стронцій, хлорид кальцію, кальцієвий водневий фосфат, метасикат натрію, кріоліт, алюмінієвий фтору, білий карбон, алюмінат кальцію, карналіт, порошок фосфату тощо.
Назва матеріалів |
Машинна модель |
Розмір частинок (мм) |
Вихід (кг/год) |
Хлорид калію |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Сульфат калію |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1300,2000-2500,3000-4300,5500-7500 |
Компенсація NPK |
DG360, DG450, DG650, DG850 |
2-5 |
900-1400,1800-2500,3000-4300,5500-7500 |
Кріоліт |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Хлорид амонію, сульфат амонію |
DG360, DG450, DG650, DG850 |
2-5 |
800-1000,2000-2500,3000-4300,5500-7500 |
Оксид цинку |
DG360, DG450, DG650, DG850 |
1,5-2,5 |
300-450 |
Ціанід натрію |
DG360, DG450, DG650, DG850 |
1,5-5 |
800-900 |
ГРГ-650 Гралятор роликів
ГРГ-850 Гранлятор роликів
Модель |
DG360 |
DG450 |
DG650 |
DG850 |
Діаметр ролика (мм) |
Φ360 |
Φ450 |
Φ650 |
Φ850 |
Дійсна корисна ширина (мм) |
170-230 |
200-280 |
300-330 |
400-420 |
Швидкість ролика (r/хв) |
10-25 |
10-25 |
10-25 |
9-16 |
Примусова живильна потужність (KW) |
7.5 |
11 |
11 |
15 |
Попередній тиск акумулятора (MPA) |
6 |
8-10 |
8-10 |
10-14 |
Максимальна товщина листа (мм) |
8 |
12 |
16 |
25 |
Руховий лист аркуша (t/h) |
1300-2300 |
2500-3500 |
5000-7000 |
12000-15000 |
Готовий вихід продукту (t/h) |
1000-1300 |
2000-2500 |
3000-4300 |
5500-7500 |
Зернистий розмір (мм) |
2-5 |
2-5 |
2-5 |
2-5 |
Потужність роликового двигуна (KW) |
37 |
55 |
90 |
220 |
Загальна потужність (KW) |
55 |
90 |
175 |
400 |
Розмір розміру (M) (L*W*H) |
2.35x2x2.6 |
2,6x2.2x2.9 |
3.6x2.8x3.2 |
5x3.8x4.1 |
Загальна вага (t) |
7 |
11 |
20 |
45 |
Ролика
Ролик -гранулятор
Ролика
Різні сухі порошкові матеріали рівномірно подаються в годування бункера через кількісну годівницю. Після дегазації та спіралі попереднього тиску вони входять у два рівні валики. Ролики обертаються відносно один одного, а матеріали примушуються в простір між двома валиками. Один набір роликових сидінь знаходиться в машині. Рама не рухається, а інший набір роликових сидінь плаває на рамках направляючих рейок і притискається один до одного за допомогою гідравлічних циліндрів. На поверхні рулону є багато отворів однакової форми та розміру. У цей час сухий порошкоподібний матеріал постійно входить між двома валиками і рівномірно зверху на два валики власною вагою та примусовим годуванням. Матеріал спочатку вільно тече, а потім котиться після входу в зону укусу. При безперервному обертанні валика простір, зайнятий матеріалом, поступово зменшується і поступово стискається, досягаючи максимального тиску. Розв’язані грудки у формі пальців потрапляють у гранулятор і подрібнюються обертовим ножем. Подрібнені матеріали потрапляють у гранулятор і проходять через прокатний ніж, так що частинки та деякі порошкоподібні матеріали потрапляють на обертовий вібраційний екран для скринінгу. Кваліфіковані продукти надсилаються на склад готового продукту через конвеєр. Порошкоподібний матеріал під екраном знову надсилається до відро для сировини через конвеєр для вторинного прокатки. Розмір сили екструзії можна регулювати тиском гідравлічного циліндра відповідно до потреб операції грануляції.
1. Матеріал змушений стискатися і ліпувати механічним тиском, не додавши жодного змочування агента, а чистота продукту гарантується.
2. Сухий порошок безпосередньо гранулюється без подальшого процесу сушіння.
3. Гранули мають високу міцність, а збільшення укладання питомої ваги є більш значущим, ніж інші методи грануляції.
4. Він має чудову експлуатаційну гнучкість та широку пристосованість. Міцність частинок можна регулювати через гідравлічний тиск.
5. Система працює у закритому циклі для досягнення безперервного виробництва.
6. Змініть форму канавки на роликову поверхню, щоб отримати аркуш, смужку та плоскі сферичні матеріали.
7. Кругова операція дозволяє безперервне виробництво та високий рівень готової продукції;
8. Компактна структура, зручне обслуговування, проста робота, короткий процес процесу, низьке споживання енергії, висока ефективність та низька швидкість відмови.
9. Він може контролювати забруднення навколишнього середовища, зменшити відходи порошку та витрати на упаковку та покращувати можливості транспортування продукції.
10. Пристрій для годування та годування приймає регулювання регулювання змінної частоти. Він має високу ступінь автоматизації і може усвідомити багатомашинний контроль однією людиною. Він має характеристики низької інтенсивності праці та тривалої безперервної роботи.
11. Основні компоненти передачі виготовлені з високоякісних сплавих матеріалів. Виробництво матеріалів з нержавіючої сталі та інших поверхневих сплавів значно покращує стійкість до зносу, корозійну стійкість, високу температуру та стійкість до тиску, надаючи машині тривалий термін служби.
У цій главі в основному представлено процес потоку гранулятора з двома роллерами нашої компанії. Насправді ми в основному ділимо сухий гранулятор на лінію процесу гранулятора в одному одиниці ролика та повний проект лінійки декількох верстатів з грануляції. У наступних статтях ми вводимо різні типи потоків процесів окремо.
Лінія процесу з гранулятора в роликове ролик
Кілька ручкових грануляційних машинних процесів
Годування бункера з механічною вібрацією, автоматичним управлінням та вібрацією часу.
Він приймає регулювання змінної частоти частоти для забезпечення точності годування.
Він складається з змінної частотної швидкості, конічної спіралі, конічного бункера з перемішуваними лезами та комбінації портів подачі. Його функція полягає у подальшому завершенні дегазації та виконання подачі тиску. Дегазація - це зробити частинки більш компактними за допомогою роликової ущільнювальної машини, машина,
Він складається з лівих і правих нерухомі сидіння підшипника та розсувних підшипників, конструкції рамки, двох легованих сталевих роликів, двох гідравлічних циліндрів та електричної автоматичної насосної станції, а також спеціального редуктора з твердою поверхнею зуба та основним двигуном.
Дроблення та гранулююча камера гранулятора пресу для сухого типу складається з подрібнювальної коробки, подрібнювального шпинделя та спеціального обертового леза. Двигун приводить основний вал, щоб обертатися з великою швидкістю, щоб розчавити екструдовані матеріали в гранули.
Оснащений пристроєм проти клогування для полегшення очищення екрана. Зламаний порошок з дробарки обстежується машиною на зернисті продукти та перероблений порошок.
Некваліфіковані порошкоподібні матеріали транспортуються до ліфта для годування.
Верхні та нижні зірочки приймають зібрану структуру і використовуються для транспортування матеріалів.
Він складається з електричного управління, контролера швидкості перетворення частоти, амперетра, вольтметра, індикаторного світла, комутатора кнопки, перемикача перетворення напруги та інших електричних компонентів. Всі електричні прилади контролюються та працюють центрально.
Процес виробництва повного набору обладнання для виробництва грануляції з двома роллерами, як правило, включає:
Змішування та перемішування сировини → Дроблення - Екструзія - Скринінг - Електронна кількісна упаковка.
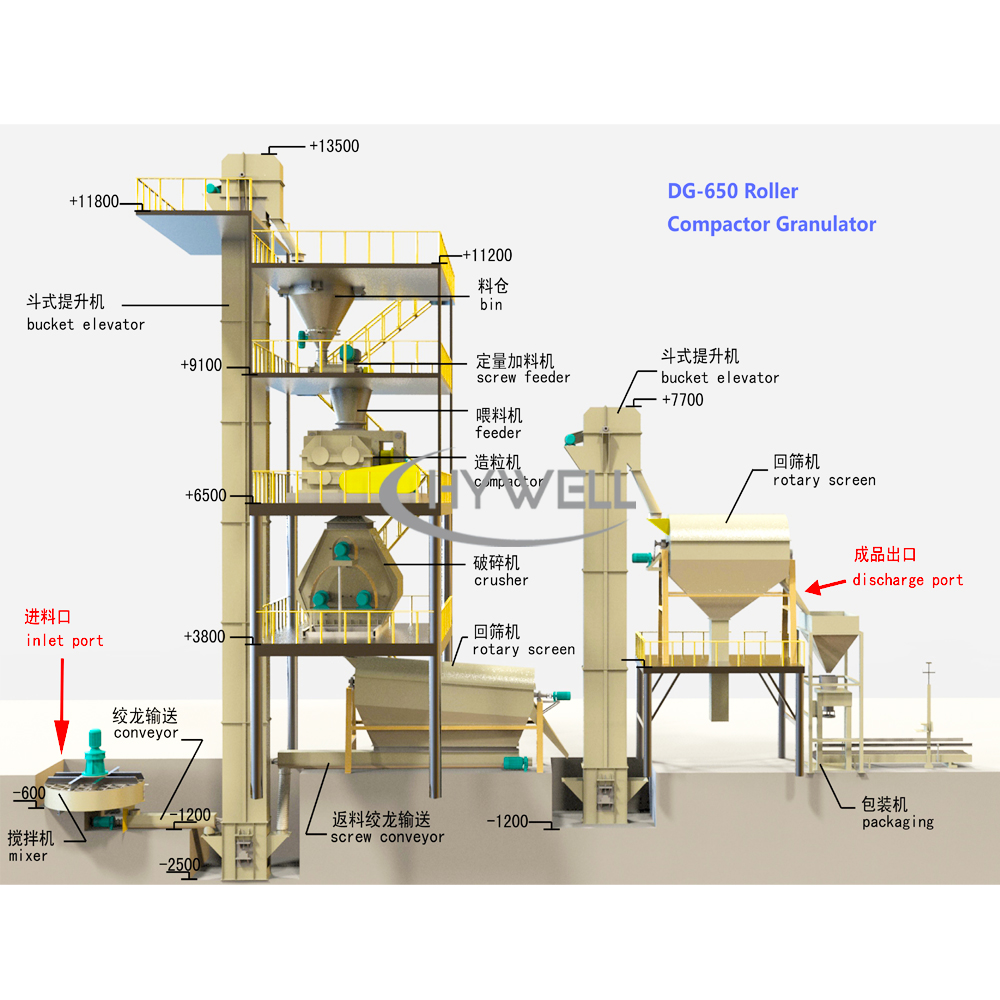
Візьміть гранульовану лінію виробництва сульфату калію з гранатором ГД-650 як ядра як приклад.
1. Подайте виробничу лінію відповідно до різних пропорцій матеріалів через шкалу потоку ременів, шкал спірального потоку, шкалу втрат у вазі та інші пристрої для партії;
2. Матеріали, що входять у виробничу лінію у фіксованій пропорції, входять у попередньо розігріту барабанну сушарку за допомогою конвеєрного обладнання, такого як конвеєри для ременів, зазнають попереднього висихання, а потім входять до наступного кроку (цей крок визначається відповідно до вмісту вологи конкретних матеріалів. Деякі матеріали не потребують цього обладнання); тому що змішування різних матеріалів також досягається під час процесу сушіння барабанної сушарки. Якщо вміст вологи в матеріалі низький, а процес сушіння не потрібен, перед наступним кроком потрібно додати змішувач порошку, щоб рівномірно змішати різні матеріали.
3.
4. Фізична форма матеріалу після вступу до нарізання змінилася. У цей час матеріал надсилається до наступного процесу, вібраційного екрану, через передачу обладнання, таке як ліфти відра. Після того, як матеріал потрапляє на вібраційний екран, порошкоподібний матеріал повернеться до натискання на сухий ролик DG650 через скрепер повернення та повторний спект. У той же час матеріали, які успішно вставляли, входять до наступного процесу;
5. Пляшні матеріали, що виходять з вібраційного екрану, входять у дробарку удару для подрібнення;
6. Подрібнені матеріали надсилаються до наступного процесу, грубого обертового екрану, через транспортне обладнання, таке як скребки та ліфти відра. У цьому процесі проводиться попередній скринінг для вибору матеріалів відповідного розміру та введення наступного процесу. , в той же час, матеріали з відносно великими розмірами входять у скрепер повернення, а потім входять у дробарку для вторинного подрібнення;
7. Матеріали з відповідним об'ємом, спочатку екранованим обертовим екраном, вводять на скрепер обертового екрана тонкого класу. Завдяки цьому процесу занадто маленькі частинки в матеріалі перевіряються та відправляються на DG650 через повернення скребка. Повторне поєднання в сухій роликовій машині;
8. У цей час розмір обсягу матеріалу відносно відповідає необхідним нам. Він потрапляє в машину для перенесення через ремені, ліфти відра та інше обладнання для відполірування поверхні частинок матеріалу;
9. Відшліфовані частинки (змішані з полірованим порошком посередині) потрапляють у сито для тонкого скринінгу. Після проходження тонкого скринінгу, зернистий матеріал, який виходить, є необхідним зернистим добривом сульфату калію і одночасно проникає тонким екраном. Видалений порошок знову потрапляє в передню частину DG-650 сухих роликів таблетки через скрепер повернення і повторно петолета;
10. Гранульований матеріал, що виходить з тонкого екрану, є кінцевим продуктом. У цей час йому потрібно ввести упаковку для упаковки для упаковки та шиття;
11. Після упаковки сульфату калію він потрапляє в останній процес палетизації роботів. Через палетизуючий робот матеріали, що виробляються виробничою лінією, акуратно упаковані на піддоні, а потім розміщуються на зберігання навантажувачем;
Вищезазначений процес - це в основному повністю автоматична виробнича лінія для зернистого добрива сульфату калію. Система управління цією виробничою лінією повністю інтегрована і керує рівномірно та контролюється системою головного управління в центральній частині управління. Система управління керується програмованим контролером (PLC), керує весь процес, і оснащений хост-комп'ютером як носієм для обміну людськими машинами. У той же час, необхідні процеси процесу оснащені перетворювачами частоти для динамічного коригування, в кінцевому рахунку дозволяючи всій виробничій лінії для досягнення оптимальної ефективності виробництва;
Використання збільшеного подвійного вала-валу спеціального редуктора та барабанного зв'язку може ефективно захистити ролики та основні підшипники від пошкодження, підвищити ефективність передачі та ще більше збільшити вихід продукту.
Новий кадр, розроблений з оптимізованими розрахунками на основі ергономіки, оснащений великою структурою дверей, близьких до роликів, та верхньою робочою платформою, яка зручна для роботи персоналу, повністю відповідає вимогам клієнтів для безпеки обладнання, надійності та зручного обслуговування.
Клужля рулону гранулюючої машини добрив інтегрується з високоякісної легальної сталі і широко пристосовується до різних складних матеріальних умов. У дизайні стійкого до зносу шару на роликовій поверхні ми освоїли закон про глибину великого механічного напруження на основі теорії контактів Герціян та науково поєднання матеріалів протиріверного шару, перехідного шару та термостійкого шару, а також вдосконаленні накопичувачі та накопичувачі, що значно вдосконалюються. Забезпечення роликової поверхні, яка була завершена після повторних випробувань та порівнянь і отримала користь від технічних вдосконалень інших компонентів (таких як пристрій для годування), може зробити кут витягування матеріалу більш врівноваженим і стабільним, і в той же час ефективно усунути осьову силу ролика. Зробіть обладнання працювати більш стабільним.
Нещодавно розроблений пристрій для годування оснащений регулюючою пластиною клапана, яка може легко реалізувати регулювання в Інтернеті. Додавання камери розширення повітря може плавно скинути повітря, забитий у матеріал, і покращити укус матеріалу між валиками. Технічне вдосконалення пристрою для годування також безпосередньо призвело до вдосконалення візерунка поверхні ролики.
У проектуванні гідравлічної системи гранулюючої машини калію сульфат, Hywell не тільки вважає її джерелом живлення, але й змушує його мати функцію захисту обладнання. Розроблені кілька функцій автоматичного захисту, а оптимізована гідравлічна система робить рухомий валик більш пристосованим до руху, який може ефективно усунути випадково змішані шматки заліза та захистити безпечну роботу обладнання.
Дробарка гранулятора хлориду калію поділяється на два етапи, які можуть подрібнити блокові матеріали, притиснуті аркушем двічі. Він має три дроблюючі камери, що значно збільшує зону подрібнення. Тому дробарка ефективно покращує ефективність та врожайність дроблення.
Ця машина має переваги невеликої вібрації, низького шуму та низьких вимог до сили опори. Він поєднує переваги кругового руху, еліптичного руху та зворотно -поступального лінійного руху. Він також оснащений пристроєм для очищення поверхні екрана, тому машина має велику вихідну та високу ефективність скринінгу. Високе, низьке споживання електроенергії, гнучка установка та легка заміна екрана.
Перетворювач частоти, який керує кількісним подачею, і прес-ролика утворює між ними систему управління замкнутим циклом. Таким чином, сама система управління гранатором буде контролювати та керувати кількісним подачею та пресом ролика через PID самого перетворювача частоти. Швидкість основної машини дозволяє двом підтримувати динамічний робочий баланс у найкращому положенні в будь -який час, щоб робочий струм головної машини для преси роликів завжди підтримувався за набором робочого значення і працює стабільно і рівномірно. У той же час, примусове годування також може в будь -який час вносити незначні коригування швидкості. Як результат, ролик -гранулятор завжди знаходиться в найкращому робочому стані. У той же час ця система також має взаємний перемикання між ручним управлінням та автоматичними режимами управління для досягнення гнучкої та зручної роботи.




























































 简体中文
简体中文



")