
|













Genel Müdürlük
HYWELL
8479899990
304/316L/Q235
Kimyasal / gübre
Evet
| Adet: | |
|---|---|
Genellikle iki tip toz granülasyon teknolojisi vardır: ıslak ve kuru granülasyon. Kuru granülatör yöntemi, ürünün bir bağlayıcı eklemeden aglomeralar veya tabakalar halinde ekstrüzyonunu ve ardından kuru granüler ürünler halinde ezilmesini ve elenmesini içerir. Islak yöntemlerde esas olarak granülasyon için silindirler, diskler, eritme, püskürtme ve püskürtme kullanılır.
Islak granülasyonda, sıvı bağlayıcının kılcal etkisinden kaynaklanan ıslak mukavemet hayati bir rol oynar. içinde
sonraki kurutma aşaması, bileşenler arasındaki kimyasal reaksiyon ve çözünmüş maddelerin kristalleşmesi, parçacıklara şekil veren katı, Kristal köprüler üretir. Bu teknolojinin temsili ekipmanı şunları içerir: akışkan yataklı granülatör, yüksek kesmeli granülatör , silindirler, akışkanlaştırma cihazları vb.
Bağlayıcı içermeyen kuru ekstrüzyon granülasyon teknolojisi oldukça rekabetçi bir teknolojidir. Genel olarak parçacıklar, parçacıklar arasındaki katı köprülerden değil, moleküller arasındaki kuvvetlerin oluşturduğu parçacıkların kuvvetinden oluşur. Bu kuvvetin mesafesinin kısa olması nedeniyle parçacıkların boyutlarının benzer olması ve dış basınca ihtiyaç duyulur. Basınçlandırma yöntemi, ekstrüzyon (malzemenin sabit çaplı deliklerle preslenmesi) veya ekstrüzyon (malzemenin her iki tarafına da basınç verilmesi) olabilir; eğer ekstrüzyon, ters yönde dönen iki silindir arasındaki boşlukta meydana gelirse, işlem bir silindir sıkıştırmalı granülatördür. DG serisi silindirli kompaktör granülatörü, nem içeriği ≤%5 olan toz halindeki malzemeleri pullar veya bloklar halinde sıkıştırmak için kuru silindirli presleme teknolojisini kullanır ve daha sonra pulları topaklar haline getirmek için kırma, granülasyon ve eleme işlemlerinden geçer. Malzeme kullanım gereksinimlerini karşılayan granüler malzeme haline gelir. Silindir sıkıştırıcı granülatör makinesi, malzemeyi nispeten dönen iki silindir arasındaki boşluktan geçirmek ve onu parçalara ayırmaya zorlamak için esas olarak harici basınca dayanır. Haddeleme işlemi sırasında malzemenin gerçek yoğunluğu 1,5 ila 3 kat artırılabilir. Belirli parçacık mukavemeti gereksinimlerini karşılamak için.
DG serisi silindirli kompaktör granülatörüne ana kullanım kapsamına göre granülatör, alçı briket makinesi, briket makinesi, karbon siyahı granülatörü, potasyum sülfat granülatörü ve potasyum klorür granülatörü de denir.
DG serisi silindirli kompaktör granülatör, çalışma özelliklerine göre kuru granülatör, silindirli granülatör, çift silindirli granülatör, silindirli pres granülatör ve kuru granülasyon makinesi olarak da adlandırılır.
Silindir Kompaktör Granülatör
Silindir Kompaktör Granülatör
Granül gübrenin iyi fiziksel özellikleri vardır; lojistikte belirli bir miktarda alan ve maliyeti azaltabilir; yükleme ve boşaltma sırasında toza neden olmaz, uzun süreli depolamada topaklanma yapmaz, akışkanlığı iyidir, gübreleme sırasında yayılması kolaydır; aynı zamanda gübre kalitesini artırmak için yavaş salınımlı bir rol oynayabilir. Kullanım oranı ve gelişmiş gübre verimliliği. Ayrıca farklı çeşitlerde ancak benzer büyüklükteki granül gübreler doğrudan harmanlanarak kompoze gübre ile aynı gübre etkisine sahip, düşük maliyetli kompoze gübre elde edilebilir.
Ancak granül gübre üretmek için kimyasal gübrelerin kuru silindirli granülasyonunun tek dezavantajı ürünün şeklinin düzensiz parçacıklar olmasıdır. Bununla birlikte, düzensiz parçacık şeklinin kimyasal gübrelerin uygulanması üzerinde hiçbir etkisi yoktur ve parçacıkların daha yuvarlak hale getirilmesi için kırpma işlemi eklenebilir. Silindir kompaktörlü kuru granülatör tarafından üretilen gübre yeterli dayanıklılığa, daha az toza, topaklaşmaya, dar parçacık boyutu dağılım aralığına ve iyi akışkanlığa sahiptir. Silindir ekstrüzyon granülasyonuyla üretilen gübrenin yurt dışında mekanik gübrelemede yaygın olarak kullanılması, parçacık şeklinin kimyasal gübre uygulamasını etkileyen bir faktör olmayacağını kanıtlamaktadır.
Tek gübre esas olarak potasyum sülfat, potasyum klorür, çift süperfosfat, fosfat kaya tozu, amonyak sülfat, amonyum klorür, potasyum nitrat ve diğer tozları ifade eder. Kuru granülasyonun amacı, mekanik gübrelemeye uygun 1~5 veya 2~4mm kuvvetli gübre parçacıkları elde etmektir. Bu nedenle gübre endüstrisi aynı zamanda kuru silindirli granülatörleri, potasyum sülfat granülatörü, potasyum klorür granülatörü, amonyak sülfat granülatörü ve amonyum klorür granülatörü olarak da adlandırır.
Tozun inceliği 200 ila 400 mesh arasındaysa, toz çok ince olduğundan çok fazla hava içerir ve yığın yoğunluğu o kadar küçük olur. Daha sonra, başarılı granülasyon elde etmek için çift silindirli pres granülatörünün bir gaz giderme cihazı eklemesi gerekir.
Bileşik gübrelerin geleneksel granülasyon prosesi ıslak metodu benimser. Bu yöntem, ıslak tekli hammaddelerin önce karıştırılıp granüle edilmesini ve ardından kurutulmasını gerektirir. Enerji tüketimi yüksektir. Enerjinin büyük bir kısmı kurutma sisteminde kullanılır ve sadece küçük bir kısmı kullanılır. Büyük boyutlu parçacıkların kırılması ve taşınması için uygundur. Islak işlemlerde kurutma işlemi çok kritiktir çünkü parçacıkların içindeki nemin kurutulması gerekir. Kuru haddeleme yöntemi, pahalı kurutma prosesini ortadan kaldıran bileşik gübre üretmek için kullanılır. Gübre endüstrisi ayrıca silindirli sıkıştırma granülatörüne NPK granülatörü ve bileşik gübre granülatörü adını verir. Avantajları: ① Üretim maliyetlerini ve enerji tüketimini azaltın; ② Çeşitli formüllü bileşik gübreler üretmek için çok esnek olabilir; ③ Yüksek parçacık mukavemeti.
Kuru silindirle presleme yoluyla bileşik gübre üretme prensibi, tek bir gübre üretmeyle kabaca aynıdır, ancak bileşik gübrenin kuru granülasyonunun kendine has özellikleri vardır. Bunun temel nedeni kompoze gübrenin içerisinde azotlu gübre bulunmasıdır. Örneğin: Ürenin erime noktası düşüktür ve çok higroskopiktir. Süperfosfat stres altında değişme eğilimindedir. Bileşik gübre formülündeki bu iki bileşenin içeriğinin fazla olması, kompoze gübrenin granülasyonunu çok olumsuz etkileyecektir. Bu nedenle nitrojen, fosfor ve potasyumun karışım oranı nitrojen, fosfor ve potasyum granülatör üretim hattında çok önemli bir faktördür.

Silindir Kompaktör Granülasyonu

Silindir Kompaktör Granülasyonu

Silindir Kompaktör Granülasyonu
Uçucu kül volkanik bir kül malzemesidir. Yüksek potansiyel aktivite, mineral kütlelerin iyi kimyasal stabilitesi, ince parçacıklar ve az sayıda zararlı madde gibi avantajlara sahiptir ve beton veya harcın fiziksel özelliklerini geliştirebilir. Kömürün fiziksel özelliklerinden dolayı, toz haline getirilmiş kömür temelde suda çözünmez ve toz haline getirilmiş kömür parçacıkları çok incedir ve moleküller arası kuvvet mesafesi kısadır, bu da toz haline getirilmiş kömürün granülasyonunu çok zorlaştırır. Bir bağlayıcının eklenmesi gerekir ve toz haline getirilmiş kömür granülasyonu için bağlayıcı, kömür katranıdır.
Toz haline getirilmiş kömür granülatörü esas olarak iki tür toz haline getirilmiş kömür üretir: 8-50 mm briketler ve 2-6 mm aktif karbon.
Kuru pres granülasyonu, toz haline getirilmiş kömürü şekillendirilmiş kömüre presler ve şekillendirilmiş kömür bloklarının aralığı 8 ~ 50 mm veya daha fazladır.
Toz haline getirilmiş kömürü belirli bir parçacık aralığına dönüştürerek aktif karbon üretmenin avantajı, gözenekliliği ve spesifik yüzey alanını arttırması, böylece aktif karbonun adsorpsiyon kapasitesini büyük ölçüde arttırmasıdır. Bu nedenle, genellikle toz haline getirilmiş kömürü 2 ila 6 mm aralığında düzensiz parçacıklar halinde oluştururuz ve daha sonra onu aktif karbon üretmek ve metalurjik hammadde olarak kullanmak için etkinleştiririz.
Çevre koruma gereksinimleri giderek artıyor. Çevre koruma gereksinimlerini karşılamak için birçok kimyasal üretim şirketi, işçilerin çalışma ortamını iyileştirmekte ve toz kirliliğini azaltmaktadır. Aynı zamanda, makine, elektronik, otomobil, inşaat ve bilişim gibi ince kimyasallarla ilgili alt endüstrilerde, çeşitli katkı maddeleri, antioksidanlar ve kuru granülasyon kurutucuları, kar eritici maddeler ve metalurjik katkı maddeleri yaygın olarak kullanıldıktan sonra yapılan yanma hızlandırıcılar gibi kimyasal ürünleri granüle etmek bir endüstri geliştirme eğilimi haline geldi.
Örneğin antioksidanlar, sodyum siyanür, sodyum, siyanürik asit, çinko oksit, kurşun oksit, potasyum karbonat, stronsiyum karbonat, kalsiyum klorür, kalsiyum hidrojen fosfat, sodyum metasilikat, Kriyolit, alüminyum florür, beyaz karbon siyahı, kalsiyum alüminat, karnalit, fosfat kaya tozu vb.
Malzeme adı |
Makine modeli |
Parçacık boyutu (mm) |
Çıkış (Kg/saat) |
Potasyum klorür |
DG360,DG450,DG650,DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Potasyum sülfat |
DG360,DG450,DG650,DG850 |
2-5 |
1000-1300,2000-2500,3000-4300,5500-7500 |
NPK kompoze gübre |
DG360,DG450,DG650,DG850 |
2-5 |
900-1400,1800-2500,3000-4300,5500-7500 |
Kriyolit |
DG360,DG450,DG650,DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Amonyum klorür, amonyum sülfat |
DG360,DG450,DG650,DG850 |
2-5 |
800-1000,2000-2500,3000-4300,5500-7500 |
Çinko oksit |
DG360,DG450,DG650,DG850 |
1.5-2.5 |
300-450 |
Sodyum siyanür |
DG360,DG450,DG650,DG850 |
1.5-5 |
800-900 |
DG-650 Silindir Kompaktör Granülatör
DG-850 Silindir Kompaktör Granülatör
Modeli |
DG360 |
DG450 |
DG650 |
DG850 |
Rulo çapı (mm) |
Φ360 |
Φ450 |
Φ650 |
Φ850 |
Geçerli kullanılabilir genişlik(mm) |
170-230 |
200-280 |
300-330 |
400-420 |
Silindir hızı (dev/dak) |
10-25 |
10-25 |
10-25 |
9-16 |
Zorunlu besleyici gücü (kw) |
7.5 |
11 |
11 |
15 |
Akümülatör ön basıncı (Mpa) |
6 |
8-10 |
8-10 |
10-14 |
Maksimum haddelenmiş sac kalınlığı (mm) |
8 |
12 |
16 |
25 |
Haddelenmiş sac çıkışı (t/saat) |
1300-2300 |
2500-3500 |
5000-7000 |
12000-15000 |
Bitmiş ürün çıkışı (t/saat) |
1000-1300 |
2000-2500 |
3000-4300 |
5500-7500 |
Granül boyutu (mm) |
2-5 |
2-5 |
2-5 |
2-5 |
Silindir motor gücü (kw) |
37 |
55 |
90 |
220 |
Toplam güç(kw) |
55 |
90 |
175 |
400 |
Boyutsal boyut(m) (U*G*Y) |
2,35x2x2,6 |
2,6x2,2x2,9 |
3,6x2,8x3,2 |
5x3,8x4,1 |
Toplam ağırlık (T) |
7 |
11 |
20 |
45 |

Rulo
Rulo Granülatör

Rulo
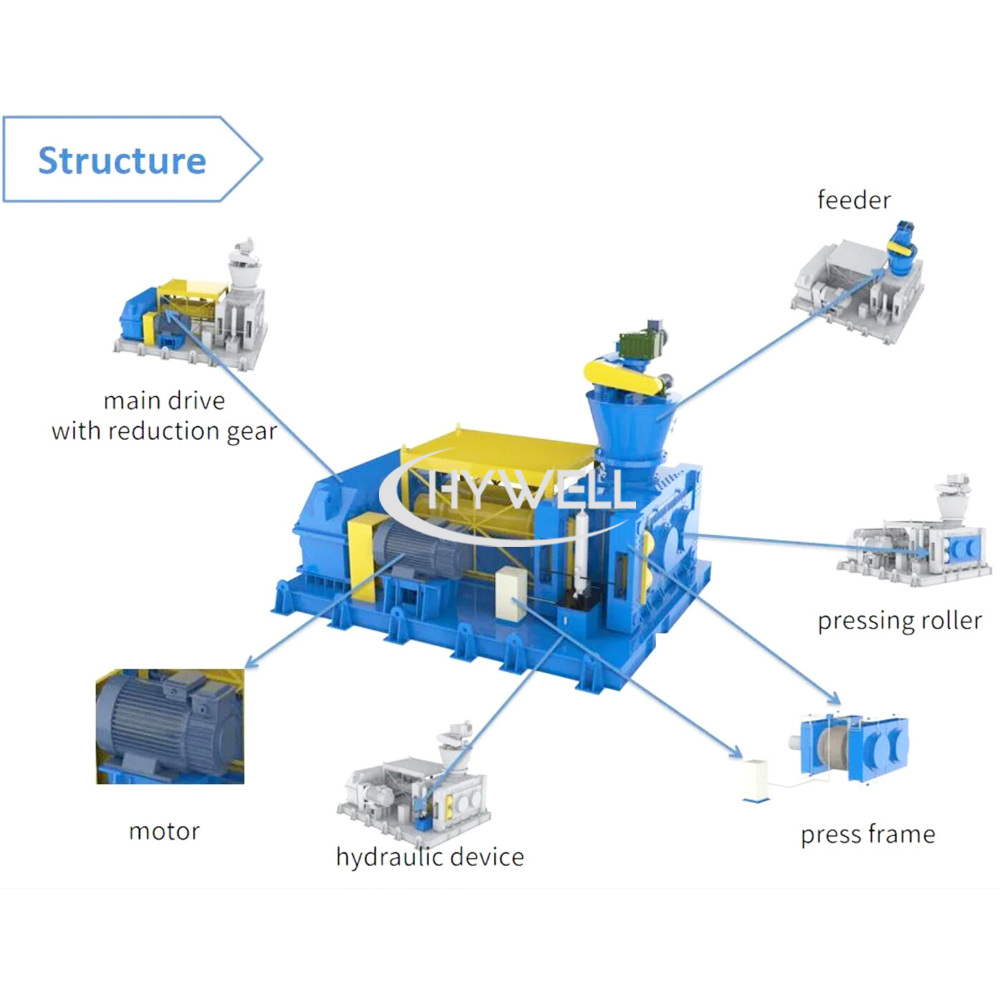
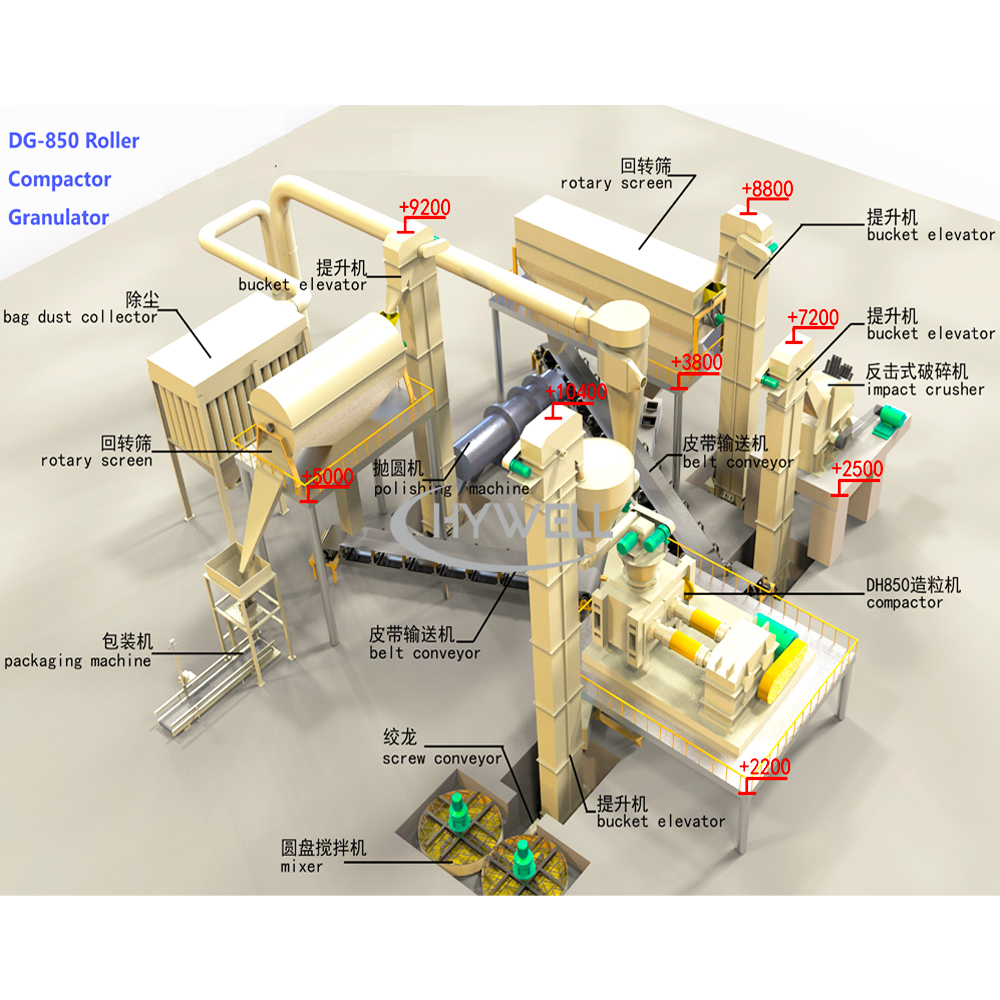
Çeşitli kuru toz malzemeleri, kantitatif besleyici aracılığıyla besleme hunisine eşit şekilde beslenir. Gazdan arındırıldıktan ve ön basınç spirallendikten sonra iki eşit silindire girerler. Silindirler birbirine göre döner ve malzemeler iki silindir arasındaki boşluğa zorlanır. Makinede bir takım makaralı yatak bulunmaktadır. Çerçeve hareket etmiyor, diğer makaralı yatak takımı ise çerçeve kılavuz rayları üzerinde yüzüyor ve hidrolik silindirler yardımıyla birbirine bastırılıyor. Rulonun yüzeyinde düzenli olarak düzenlenmiş aynı şekil ve boyutta birçok delik vardır. Bu sırada kuru toz halindeki malzeme, kendi ağırlığı ve zorla besleme ile iki silindirin üstünden sürekli ve eşit bir şekilde iki silindir arasına girer. Malzeme önce serbestçe akar, ardından ısırma bölgesine girdikten sonra yuvarlanır. Silindirin sürekli dönüşüyle malzemenin kapladığı alan giderek azalır ve yavaş yavaş sıkıştırılarak maksimum şekillendirme basıncına ulaşır. Soyulmuş parmak şeklindeki yığınlar granülatöre girer ve dönen bıçak tarafından ezilir. Ezilmiş malzemeler granülatöre girer ve haddeleme bıçağından geçer, böylece parçacıklar ve bazı toz halindeki malzemeler tarama için döner titreşimli eleğe girer. Nitelikli ürünler konveyör vasıtasıyla bitmiş ürün deposuna gönderilir. Eleğin altındaki toz halindeki malzeme, ikinci haddeleme için konveyör aracılığıyla tekrar hammadde silosuna gönderilir. Ekstrüzyon kuvvetinin boyutu, granülasyon işleminin ihtiyaçlarına göre hidrolik silindirin basıncıyla ayarlanabilir.
1. Malzeme herhangi bir ıslatıcı madde eklenmeden mekanik basınçla sıkıştırılıp kalıplanmaya zorlanır ve ürünün saflığı garanti edilir.
2. Kuru toz, daha sonraki bir kurutma işlemi olmaksızın doğrudan granüle edilir.
3. Granüllerin mukavemeti yüksektir ve istifleme özgül ağırlığının artışı diğer granülasyon yöntemlerine göre daha belirgindir.
4. Mükemmel çalışma esnekliğine ve geniş uyarlanabilirliğe sahiptir. Parçacık mukavemeti hidrolik basınçla ayarlanabilir.
5. Sistem sürekli üretim sağlamak için kapalı çevrimde çalışır.
6. Levha, şerit ve düz küresel malzemeler elde etmek için silindir yüzeyinin oluk formunu değiştirin.
7. Dairesel çalışma, sürekli üretime ve nihai ürünlerin yüksek çıktısına olanak sağlar;
8. Kompakt yapı, uygun bakım, basit kullanım, kısa proses akışı, düşük enerji tüketimi, yüksek verimlilik ve düşük arıza oranı.
9. Çevre kirliliğini kontrol edebilir, toz atıklarını ve paketleme maliyetlerini azaltabilir ve ürün taşıma yeteneklerini geliştirebilir.
10. Besleme ve besleme cihazı değişken frekanslı kademesiz ayar kontrolünü benimser. Yüksek derecede otomasyona sahiptir ve tek kişi tarafından çoklu makine kontrolünü gerçekleştirebilir. Düşük emek yoğunluğu ve uzun süreli sürekli çalışma özelliklerine sahiptir.
11. Ana şanzıman bileşenleri yüksek kaliteli alaşımlı malzemelerden yapılmıştır. Paslanmaz çelik malzemelerin ve diğer yüzey alaşımlarının üretimi, aşınma direncini, korozyon direncini, yüksek sıcaklık direncini ve basınç direncini büyük ölçüde geliştirerek makineye uzun bir hizmet ömrü sağlar.
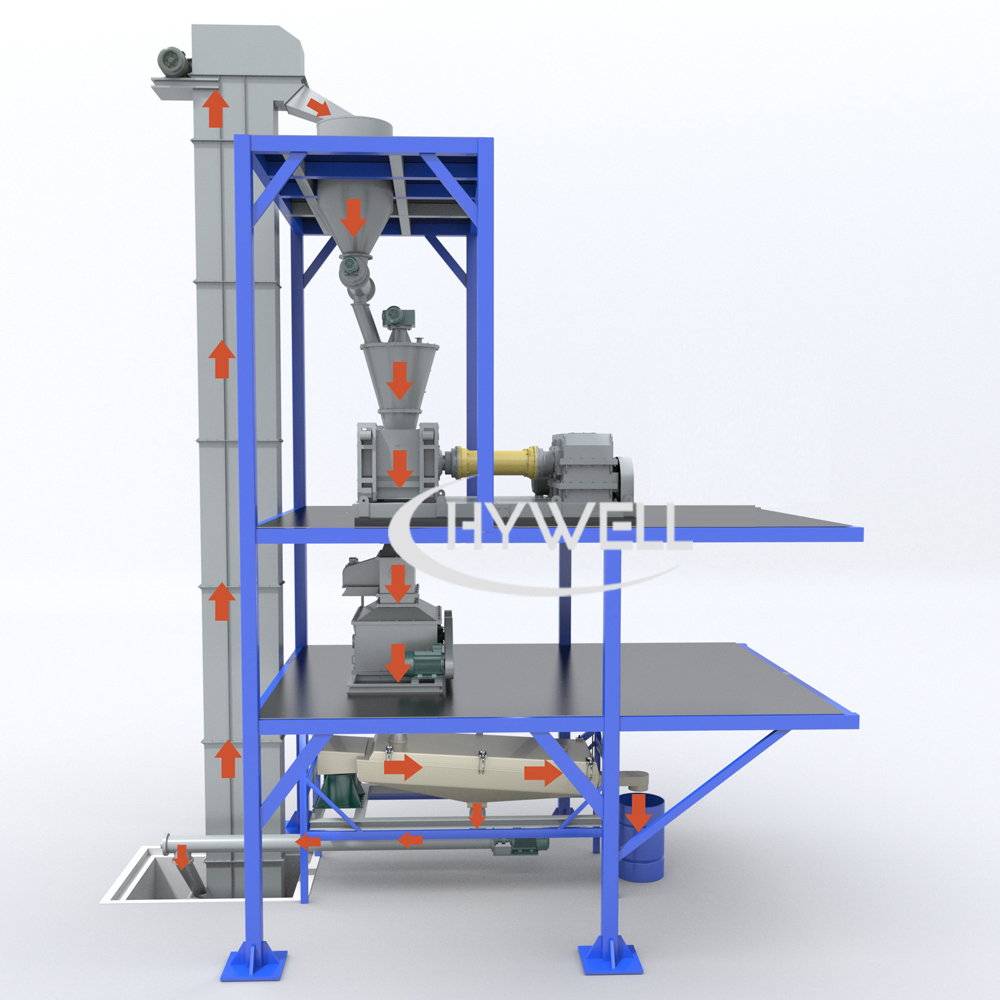
Bu bölüm temel olarak şirketimizin çift silindirli granülatörünün proses akışını tanıtmaktadır. Aslında, kuru granülatörü esas olarak tek üniteli silindirli granülatör proses hattına ve çoklu silindirli granülasyon makinesinin komple hat projesine ayırıyoruz. Aşağıdaki makalelerde farklı türdeki süreç akışlarını ayrı ayrı tanıtıyoruz.
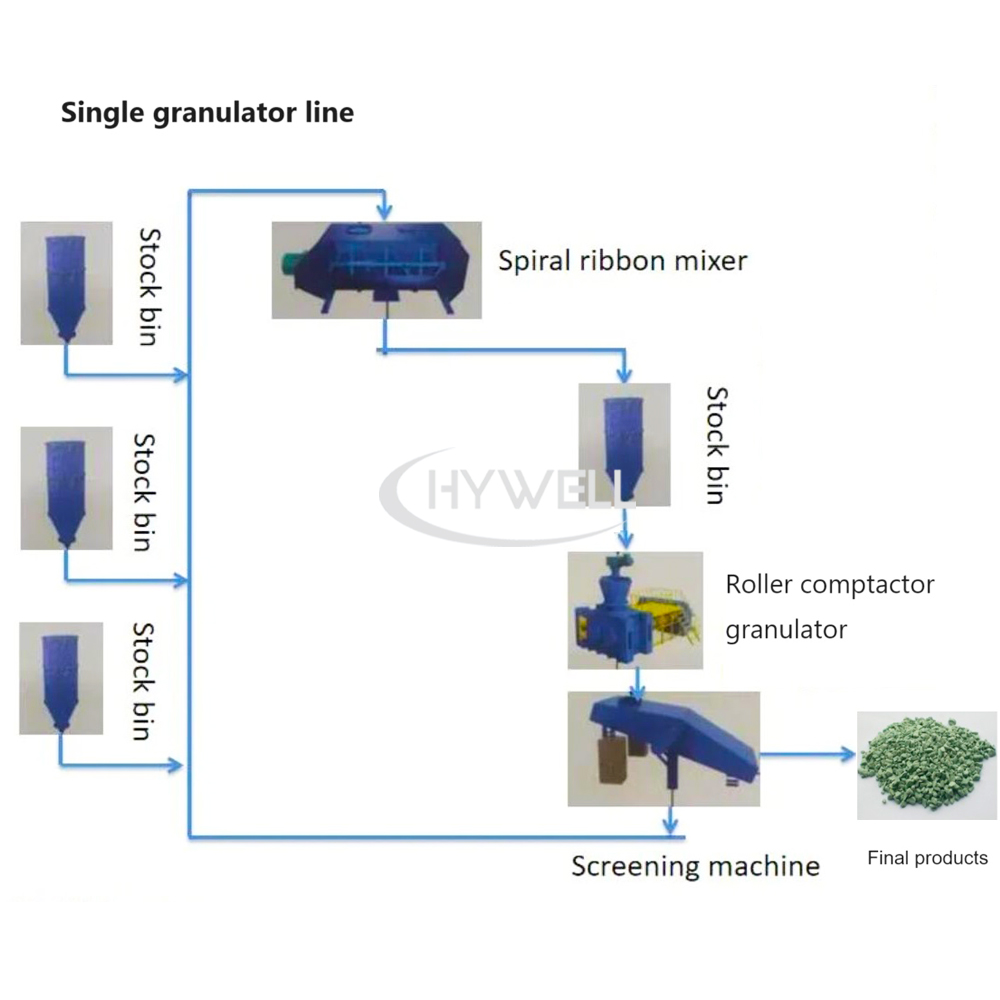
Tek üniteli silindirli granülatör proses hattı
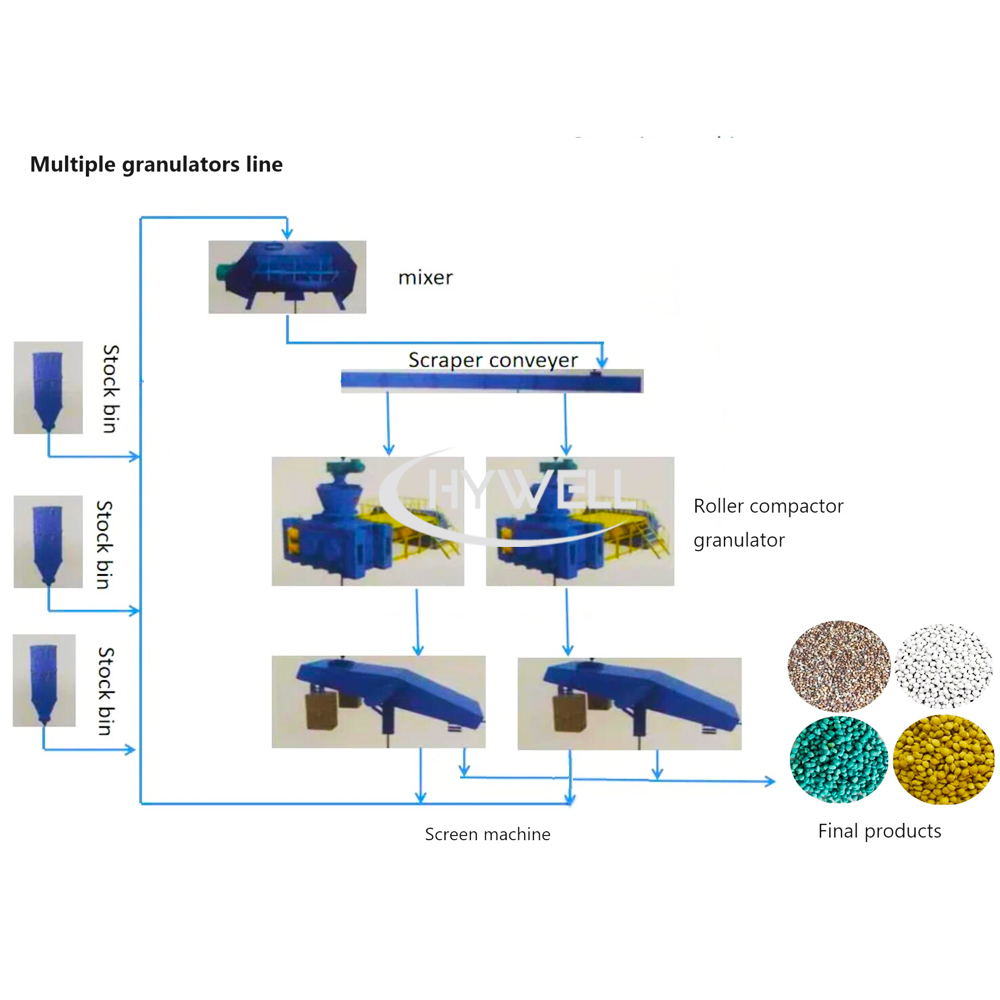
Çoklu silindir granülasyon makinesi proses hattı
Mekanik titreşim, otomatik kontrol ve zamanlama titreşimine sahip bir besleme hunisi.
Besleme doğruluğunu sağlamak için değişken frekanslı hız regülasyonunu benimser.
Değişken frekanslı hızlı bir motor, konik bir spiral, karıştırma bıçaklı konik bir hazne ve bir besleme portu kombinasyonundan oluşur. İşlevi, gazdan arındırmayı daha da tamamlamak ve basınçlı beslemeyi gerçekleştirmektir. Gaz giderme, parçacıkların silindir kompaktör granülasyon makinesi tarafından daha kompakt hale getirilmesidir,
Sol ve sağ sabit yatak yuvaları ve kayar yatak yuvaları, çerçeve yapısı, iki alaşımlı çelik makara, iki hidrolik silindir ve bir elektrikli otomatik pompa istasyonunun yanı sıra sert diş yüzeyli özel bir redüktör ve ana motor ünitesinden oluşur.
Kuru tip silindirli pres granülatörün kırma ve granülasyon odası, bir doğrama kutusu, bir doğrama mili ve özel bir döner bıçaktan oluşur. Motor, ekstrüzyona tabi tutulan malzemeleri granüller halinde ezmek için ana şaftı yüksek hızda dönecek şekilde çalıştırır.
Ekranın temizliğini kolaylaştırmak için tıkanma önleyici bir cihazla donatılmıştır. Kırıcıdan kırılan toz, makine tarafından granüler ürünlere ve geri dönüştürülmüş toza dönüştürülür.
Niteliksiz toz halindeki malzemeler besleme elevatörüne taşınır.
Üst ve alt dişliler monte edilmiş bir yapıya sahiptir ve malzemeleri taşımak için kullanılır.
Bir elektrik kontrol kutusu, frekans dönüşüm hızı kontrol cihazı, ampermetre, voltmetre, gösterge ışığı, düğme anahtarı, voltaj dönüştürme anahtarı ve diğer elektrikli bileşenlerden oluşur. Tüm elektrikli cihazlar merkezi olarak kontrol edilir ve çalıştırılır.
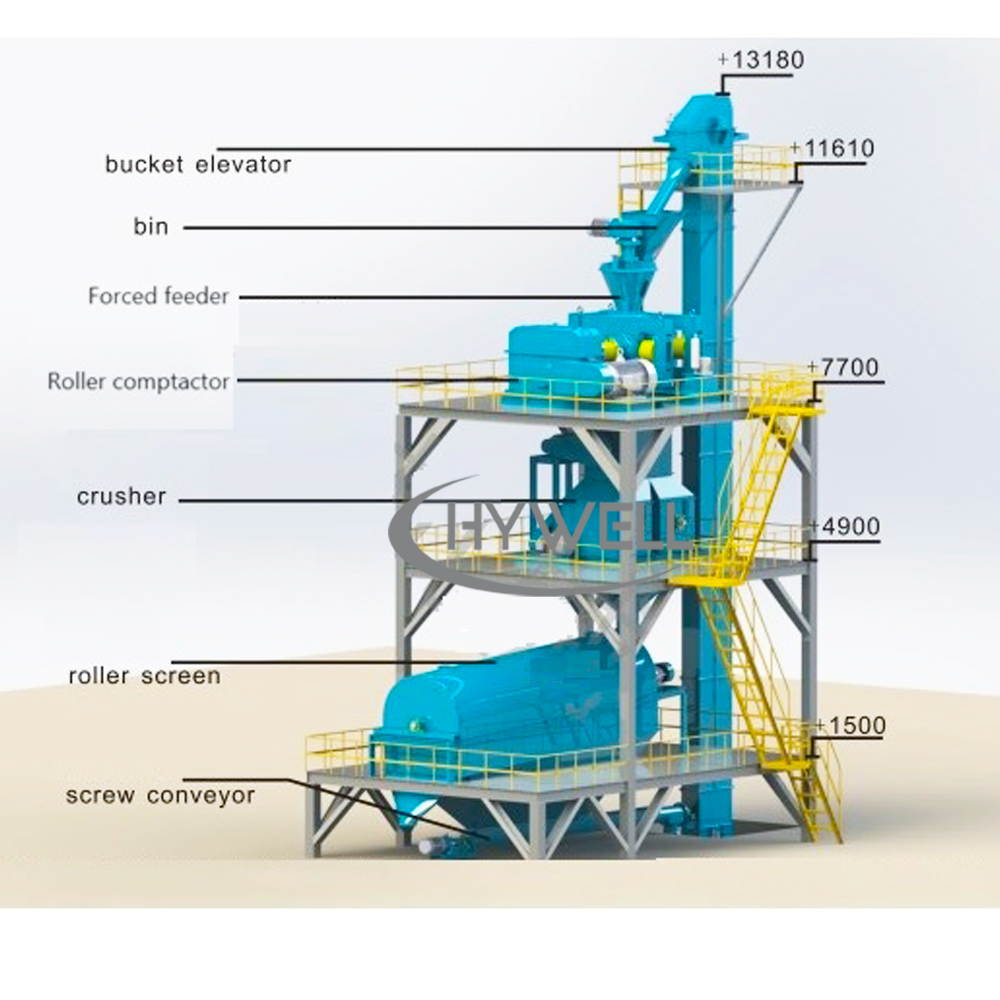
Komple bir çift silindirli ekstrüzyon granülasyon üretim hattı ekipmanı setinin üretim süreci genel olarak şunları içerir:
Hammaddelerin karıştırılması ve karıştırılması → kırma - ekstrüzyon - eleme - elektronik kantitatif paketleme.
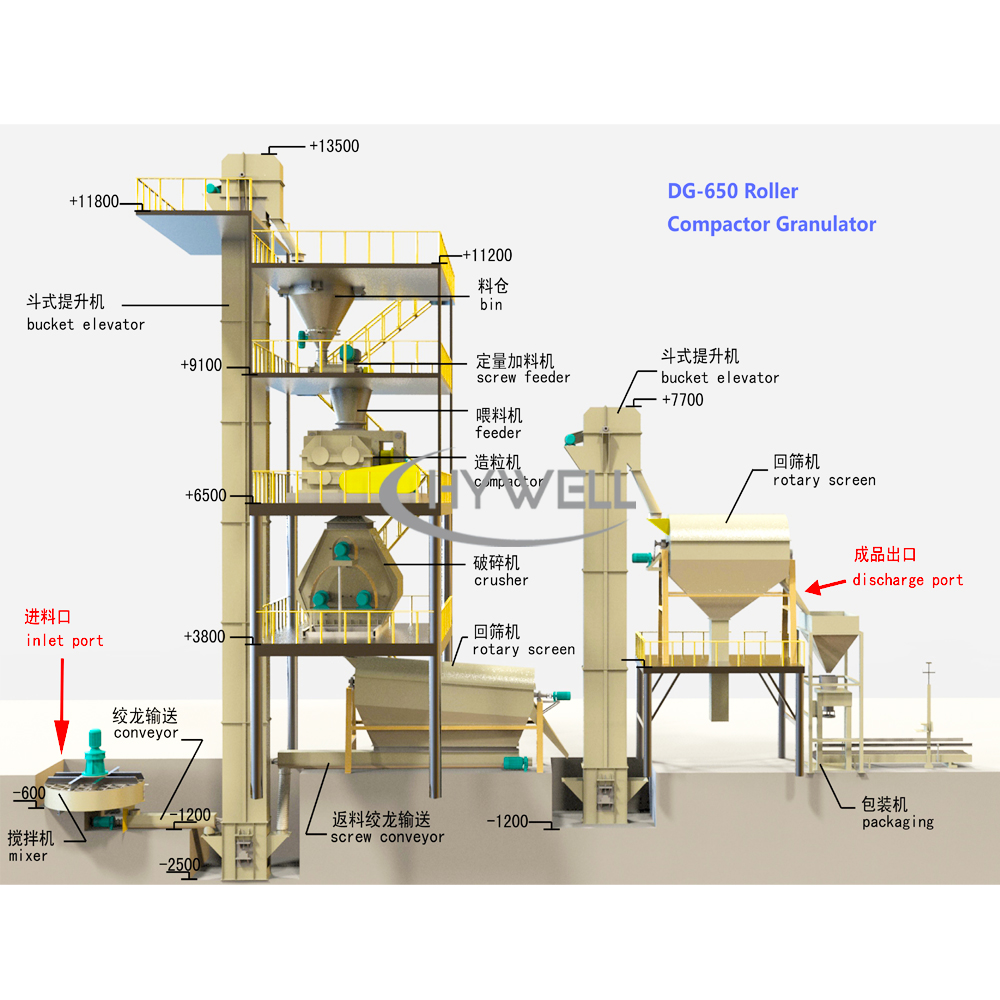
Örnek olarak çekirdek olarak DG-650 granülatörlü granüler potasyum sülfat üretim hattını alın.
1. Üretim hattını, bant akış terazileri, spiral akış terazileri, ağırlık kaybı terazileri ve diğer dozajlama cihazları aracılığıyla farklı malzeme oranlarına göre besleyin;
2. Üretim hattına sabit bir oranda giren malzemeler, bantlı konveyör gibi konveyör ekipmanları aracılığıyla önceden ısıtılmış tamburlu kurutucuya girer, ön kurutmadan geçer ve bir sonraki adıma geçer (bu adım, belirli malzemelerin nem içeriğine göre belirlenir. Bazı malzemeler bu kurutma ekipmanına ihtiyaç duymaz); çünkü tamburlu kurutucunun kurutma işlemi sırasında farklı malzemelerin karıştırılması da sağlanır. Malzemenin nem içeriği düşükse ve kurutma işlemi gerekmiyorsa, bir sonraki adıma geçmeden önce farklı malzemeleri eşit şekilde karıştırmak için bir toz karıştırıcının eklenmesi gerekir.
3. Ön kurutmadan sonra, toz karıştırıcıdan gelen malzemeler veya malzemeler, tabletleme için kazıyıcı kovalı elevatörler gibi konveyör ekipmanları yoluyla kuru silindirli tabletleme makinesine girer;
4. Malzemenin dilimleme işlemine girdikten sonraki fiziksel formu değişmiştir. Bu sırada malzeme, kovalı elevatörler gibi taşıma ekipmanları aracılığıyla bir sonraki proses olan titreşimli eleğe gönderilir. Malzeme titreşimli eleğe girdikten sonra toz halindeki malzeme geri dönüş sıyırıcısından geçerek tekrar DG650 kuru silindirli pres makinesine geri döndürülecek ve yeniden tabakalanacaktır. Aynı zamanda başarıyla yapıştırılan malzemeler bir sonraki işleme girer;
5. Titreşimli elekten çıkan pul pul malzemeler kırmak üzere darbeli kırıcıya girer;
6. Kırılan malzemeler, sıyırıcılar ve kovalı elevatörler gibi taşıma ekipmanları aracılığıyla bir sonraki proses olan kaba döner eleklere gönderilir. Bu süreçte uygun ebattaki malzemelerin seçilerek bir sonraki işleme girilmesi için bir ön eleme yapılır. aynı zamanda nispeten büyük boyutlara sahip malzemeler geri dönüş sıyırıcısına girer ve ardından ikincil kırma için darbeli kırıcıya girer;
7. Başlangıçta döner elek tarafından elenen uygun hacimdeki malzemeler, kazıyıcı vasıtasıyla ince dereceli döner eleğe girer. Bu işlem sayesinde malzemedeki çok küçük parçacıklar elenir ve geri dönüş sıyırıcısından geçerek tekrar DG650'ye gönderilir. Kuru rulo yapıştırma makinesinde yeniden bantlama;
8. Şu anda malzemenin hacim boyutu, ihtiyacımız olan boyutla nispeten uyumludur. Malzeme parçacıklarının yüzeyini parlatmak için transfer parlatma makinesine kayışlar, kova asansörleri ve diğer ekipmanlar aracılığıyla girer;
9. Cilalı parçacıklar (ortada cilalı toz ile karıştırılmış) ince eleme için eleğe girer. İnce eleme işleminden geçtikten sonra ortaya çıkan granül malzeme gerekli granül potasyum sülfat gübresidir ve aynı zamanda ince elekten elenir. Çıkarılan toz, geri dönüş kazıyıcı yoluyla tekrar ön uç DG-650 kuru silindirli tabletleme makinesine girer ve yeniden peletlenir;
10. İnce elekten çıkan granüler malzeme son üründür. Şu anda torba paketleme ve dikim için paketleme makinesine girmesi gerekiyor;
11. Potasyum sülfat paketlendikten sonra robot paletlemenin son işlemine girer. Paletleme robotu sayesinde üretim hattında üretilen malzemeler palet üzerinde düzgün bir şekilde paketlenir ve daha sonra forklift ile depoya alınır;
Yukarıdaki işlem temel olarak granüler potasyum sülfat gübresi için tam otomatik bir üretim hattıdır. Bu üretim hattının kontrol sistemi tamamen entegredir ve merkezi kontrol odasındaki ana kontrol sistemi tarafından eşit şekilde çalıştırılır ve kontrol edilir. Kontrol sistemi programlanabilir bir kontrolör (PLC) tarafından kontrol edilir ve tüm süreci kontrol eder ve insan-makine alışverişi için taşıyıcı olarak bir ana bilgisayarla donatılmıştır. Aynı zamanda, gerekli proses bağlantıları, dinamik ayarlama için frekans dönüştürücülerle donatılmıştır; bu, sonuçta tüm üretim hattının optimum üretim verimliliğine ulaşmasını sağlar;
Genişletilmiş çift şaftlı çıkışlı özel redüktör ve tambur bağlantısının kullanılması, silindirleri ve ana yatakları hasardan etkili bir şekilde koruyabilir, iletim verimliliğini artırabilir ve ürün çıkışını daha da artırabilir.
Ergonomiye dayalı optimize edilmiş hesaplamalarla tasarlanan yeni çerçeve, silindirlere yakın geniş bir kapı yapısı ve personelin çalışmasına uygun üst çalışma platformuyla donatılmış olup, ekipman güvenliği, güvenilirlik ve uygun bakım açısından müşteri gereksinimlerini tam olarak karşılamaktadır.
Gübre granülasyon makinesinin rulo gövdesi, yüksek kaliteli alaşımlı çelikten entegre olarak dövülmüştür ve çeşitli karmaşık malzeme koşullarına geniş ölçüde uyarlanabilir. Silindir yüzeyindeki aşınmaya dayanıklı katmanın tasarımında, Hertzian temas teorisine ve saf elastikiyet teorisine dayanan büyük mekanik gerilimin derinliği kanununda ustalaştık ve yırtılma önleyici katman, geçiş katmanı ve aşınmaya dayanıklı katmanın malzemelerini bilimsel olarak birleştirdik. Eşleştirme ve ısıl işlem süreçlerindeki iyileştirmeler, rulo yüzeyinin çatlama önleyici ve aşınma direncini büyük ölçüde geliştirdi. Tekrarlanan testler ve karşılaştırmalar sonrasında son haline getirilen ve diğer bileşenlerin (besleme cihazı gibi) teknik iyileştirmelerinden faydalanan silindir yüzey modeli, malzeme çekme açısını daha dengeli ve stabil hale getirebilir ve aynı zamanda silindirin eksenel kuvvetini etkili bir şekilde ortadan kaldırabilir. Ekipmanın daha kararlı çalışmasını sağlayın.
Yeni tasarlanan besleme cihazı, çevrimiçi ayarlamayı kolayca gerçekleştirebilen bir ayar valfı plakasıyla donatılmıştır. Bir hava genleşme odasının eklenmesi, malzemeye sürüklenen havayı sorunsuz bir şekilde boşaltabilir ve malzemenin silindirler arasındaki tutuşunu iyileştirebilir. Besleme cihazının teknik gelişimi aynı zamanda silindir yüzey modelinin de doğrudan iyileştirilmesine yol açmıştır.
Potasyum sülfat granülasyon makinesinin hidrolik sisteminin tasarımında Hywell, onu yalnızca bir güç kaynağı olarak görmüyor, aynı zamanda ekipmanı koruma işlevine de sahip kılıyor. Çoklu otomatik koruma fonksiyonları tasarlanmıştır ve optimize edilmiş hidrolik sistem, hareketli silindiri harekete daha uyumlu hale getirir, bu da kazara karışan demir parçalarını etkili bir şekilde ortadan kaldırabilir ve ekipmanın güvenli çalışmasını koruyabilir.
Potasyum klorür granülatörünün kırıcısı, levha tarafından iki kez preslenen blok malzemeleri ezebilen iki aşamaya ayrılmıştır. Kırma alanını büyük ölçüde artıran üç kırma odasına sahiptir. Bu nedenle kırıcı, kırma verimliliğini ve verimini etkili bir şekilde artırır.
Bu makine, küçük titreşim, düşük gürültü ve desteğin gücü açısından düşük gereksinimler gibi avantajlara sahiptir. Dairesel hareketin, eliptik hareketin ve ileri geri doğrusal hareketin avantajlarını birleştirir. Aynı zamanda bir elek yüzeyi temizleme cihazı ile donatılmıştır, bu nedenle makine büyük bir çıktıya ve yüksek eleme verimliliğine sahiptir. Yüksek, düşük güç tüketimi, esnek kurulum ve kolay ekran değiştirme.
Kantitatif besleyiciyi ve roller press'i kontrol eden frekans dönüştürücü, aralarında kapalı devre bir kontrol sistemi oluşturur. Bu şekilde granülatör kontrol sisteminin kendisi, frekans dönüştürücünün PID'si aracılığıyla kantitatif besleyiciyi ve silindirli presi izleyecek ve kontrol edecektir. Ana makinenin hızı, ikisinin dinamik bir çalışma dengesini her zaman en iyi konumda tutmasına olanak tanır, böylece roller press ana makinesinin çalışma akımı her zaman ayarlanan çalışma değerinde tutulur ve stabil ve eşit şekilde çalışır. Aynı zamanda cebri besleme ile istenilen zamanda hızda ufak ayarlamalar da yapılabilmektedir. Sonuç olarak, silindirli granülatör her zaman en iyi çalışma koşulundadır. Aynı zamanda bu sistem, esnek ve rahat çalışmayı sağlamak için manuel kontrol ve otomatik kontrol modları arasında karşılıklı geçişe de sahiptir.




























































 简体中文
简体中文



")