

|













DG
Hywell
8479899990
304/316L/Q235
Hóa chất / phân bón
Đúng
| Số lượng: | |
|---|---|
Nhìn chung có hai loại công nghệ hạt bột: tạo hạt ướt và khô. Phương pháp tạo hạt khô liên quan đến việc ép sản phẩm vào các chất kết tụ hoặc tấm mà không cần thêm chất kết dính và sau đó nghiền và sàng lọc nó vào các sản phẩm hạt khô. Phương pháp ướt chủ yếu sử dụng các con lăn, đĩa, tan chảy, phun và phun vào hạt.
Trong hạt ướt, cường độ ướt được tạo ra bởi hiệu ứng mao dẫn của chất kết dính chất lỏng đóng vai trò quan trọng. Trong
Giai đoạn sấy sau đó, phản ứng hóa học giữa các thành phần và sự kết tinh của các chất hòa tan tạo ra các cầu tinh thể, tinh thể tạo thành hình dạng cho các hạt. Thiết bị đại diện của công nghệ này bao gồm Máy tạo hạt chất lỏng, Máy tạo hạt cắt cao , con lăn, thiết bị hóa lỏng, v.v.
Công nghệ tạo hạt đùn khô không có chất kết dính là một công nghệ rất cạnh tranh. Nói chung, các hạt không được hình thành bởi các cầu nối rắn giữa các hạt, nhưng bởi sức mạnh của các hạt được hình thành bởi các lực giữa các phân tử. Do khoảng cách ngắn của lực này, các hạt được yêu cầu có kích thước tương tự và áp suất bên ngoài là bắt buộc. Phương pháp điều áp có thể là đùn (nhấn vật liệu bằng các lỗ có đường kính cố định) hoặc đùn (điều áp cả hai mặt của vật liệu), nếu quá trình đùn xảy ra trong khoảng cách giữa hai con lăn quay ngược, quá trình này là một tạo hạt nén. Granulator máy nén DG Series sử dụng công nghệ ép con lăn khô để nén các vật liệu bột có độ ẩm ≤5% vào vảy hoặc khối và sau đó trải qua quá trình nghiền, tạo hạt và sàng lọc để biến vảy thành cục. Các vật liệu trở thành vật liệu hạt đáp ứng các yêu cầu sử dụng. Máy tạo hạt compactor con lăn chủ yếu dựa vào áp suất bên ngoài để buộc vật liệu thông qua khoảng cách giữa hai con lăn tương đối xoay và buộc nó phải được nén thành từng mảnh. Trong quá trình lăn, mật độ thực tế của vật liệu có thể được tăng thêm 1,5 đến 3 lần. Để đạt được các yêu cầu sức mạnh hạt nhất định.
Granulator máy nén con lăn DG Series còn được gọi là máy tạo hạt, máy briquette thạch cao, máy briquette, hạt đen carbon, hạt kali sulfate và máy tạo hạt kali clorua theo phạm vi sử dụng chính của nó.
DG Sê -ri Granulator Compactor Granulator còn được gọi là hạt khô, hạt con lăn, hạt con lăn đôi, máy tạo máy ép con lăn và máy tạo hạt khô theo tính chất làm việc của nó.
Gạch máy nén con lăn
Gạch máy nén con lăn
Phân bón hạt có tính chất vật lý tốt; Nó có thể giảm một lượng không gian và chi phí nhất định trong hậu cần; Nó không gây ra bụi trong quá trình tải và dỡ hàng, không kết tụ trong quá trình lưu trữ dài hạn, có tính trôi chảy tốt và dễ lan rộng trong quá trình thụ tinh; Nó cũng có thể đóng vai trò giải phóng chậm để cải thiện chất lượng phân bón. Tốc độ sử dụng và hiệu quả phân bón tăng cường. Ngoài ra, phân bón hạt của các giống khác nhau nhưng kích thước tương tự có thể được trộn trực tiếp để có được phân bón hợp chất giá rẻ với hiệu ứng phân bón tương tự như phân bón hợp chất.
Tuy nhiên, nhược điểm duy nhất của hạt con lăn khô của phân bón hóa học để tạo ra phân bón hạt là hình dạng của sản phẩm là các hạt không đều. Tuy nhiên, hình dạng hạt không đều không có tác động đến việc áp dụng phân bón hóa học và quá trình cắt tỉa có thể được thêm vào để làm tròn các hạt. Phân bón được sản xuất bởi máy tạo hạt khô nén có đủ sức mạnh, ít bụi hơn, không kết tụ, phạm vi phân phối kích thước hạt hẹp và tính lưu động tốt. Phân bón được sản xuất bởi tạo hạt đùn con lăn đã được sử dụng rộng rãi trong phân bón cơ học ở nước ngoài, chứng minh rằng hình dạng hạt của chúng sẽ không phải là một yếu tố ảnh hưởng đến việc áp dụng phân bón hóa học.
Phân bón đơn chủ yếu đề cập đến kali sulfate, kali clorua, superphosphate kép, bột đá phốt phát, ammonia sulfate, amoni clorua, kali nitrat và các loại bột khác. Mục đích của hạt khô là thu được các hạt phân bón mạnh 1 ~ 5 hoặc 2 ~ 4mm phù hợp để thụ tinh cơ học. Do đó, ngành công nghiệp phân bón cũng gọi các hạt con lăn khô là hạt kali sulfate, hạt kali clorua, máy tạo hạt ammonia sulfate và máy tạo hạt amoni clorua.
Nếu độ mịn của bột nằm trong khoảng từ 200 đến 400 lưới, nó chứa rất nhiều không khí vì bột quá tốt và mật độ khối lượng lớn hơn. Sau đó, Granulator Granator PREP Double Power cần thêm một thiết bị khử khí để đạt được hạt thành công.
Quá trình tạo hạt thông thường của phân bón hợp chất áp dụng phương pháp ướt. Phương pháp này đòi hỏi các nguyên liệu thô đơn ướt phải được trộn và hạt trước và sau đó sấy khô. Tiêu thụ năng lượng cao. Hầu hết các năng lượng được sử dụng trong hệ thống sấy và chỉ sử dụng một phần nhỏ. Thích hợp để nghiền và vận chuyển các hạt quá khổ. Đối với các quá trình ẩm ướt, quá trình sấy rất quan trọng vì độ ẩm bên trong các hạt cần được làm khô. Phương pháp lăn khô được sử dụng để sản xuất phân bón hợp chất, tránh quá trình sấy đắt tiền. Ngành công nghiệp phân bón cũng gọi máy tạo hạt gầm con lăn là máy tạo hạt NPK và máy phân bón hợp chất. Ưu điểm của nó: Giảm chi phí sản xuất và tiêu thụ năng lượng; Có thể rất linh hoạt để tạo ra các phân bón hợp chất công thức khác nhau; Sức mạnh hạt cao.
Nguyên tắc sản xuất phân bón hợp chất bằng cách ép con lăn khô gần giống như sản xuất một phân bón duy nhất, nhưng hạt khô của phân bón hợp chất có đặc điểm của nó. Lý do chính là có phân bón nitơ trong phân bón hợp chất. Ví dụ: urê có điểm nóng chảy thấp và rất hút ẩm. Superphosphate có xu hướng thay đổi khi bị căng thẳng. Khi hàm lượng của hai thành phần này trong công thức phân bón hợp chất là lớn, nó sẽ có tác động rất bất lợi đến việc tạo hạt của phân bón hợp chất. Do đó, tỷ lệ pha trộn của nitơ, phốt pho và kali là một yếu tố rất quan trọng trong dây chuyền sản xuất hạt nitơ, phốt pho và kali.

Granulation Compactor Granulation

Granulation Compactor Granulation

Granulation Compactor Granulation
Tro bay là một vật liệu tro núi lửa. Nó có những ưu điểm của hoạt động tiềm năng cao, sự ổn định hóa học tốt của cơ thể khoáng, các hạt mịn và một vài chất có hại và có thể cải thiện tính chất vật lý của bê tông hoặc vữa. Do tính chất vật lý của than, than khắc về cơ bản không hòa tan trong nước và các hạt than khắc rất tốt và khoảng cách lực liên phân tử ngắn, khiến cho việc tạo hạt than khắc rất khó khăn. Một chất kết dính cần được thêm vào, và chất kết dính cho hạt than bột là nhựa than.
Máy tạo hạt than nghiền chủ yếu tạo ra hai loại than bột: than bánh 8-50mm và carbon hoạt hóa 2-6mm.
Granulation Press Press ép than nghiền thành than hình thành, và phạm vi của các khối than có hình dạng là 8 ~ 50mm, hoặc thậm chí lớn hơn.
Ưu điểm của việc sản xuất carbon hoạt hóa bằng cách hình thành than nghiền thành một loạt các hạt nhất định là nó làm tăng độ xốp và diện tích bề mặt riêng, do đó cải thiện đáng kể khả năng hấp phụ của carbon được kích hoạt. Do đó, chúng ta thường tạo thành than nghiền thành các hạt không đều trong phạm vi 2 ~ 6 mm và sau đó kích hoạt nó để tạo ra carbon hoạt hóa và sử dụng nó làm nguyên liệu thô.
Yêu cầu bảo vệ môi trường ngày càng cao hơn. Để đáp ứng các yêu cầu bảo vệ môi trường, nhiều công ty sản xuất hóa chất cải thiện môi trường hoạt động của người lao động và giảm ô nhiễm bụi. Đồng thời, trong các ngành công nghiệp hạ nguồn liên quan đến các hóa chất tốt như máy móc, điện tử, ô tô, xây dựng và thông tin, nó cũng trở thành một xu hướng phát triển ngành để tạo hạt hóa chất, chẳng hạn như các chất phụ gia, chất chống oxy hóa và chất chống cháy.
Ví dụ, chất chống oxy hóa, natri xyanide, natri, axit cyanuric, oxit kẽm, oxit chì, kali cacbonat, strontium cacbonat, canxi clorua, canxi hydro phosphate, natri metasilicate, cryolite, aluminum fluoride
Tên vật liệu |
Mô hình máy |
Kích thước hạt (mm) |
Đầu ra (kg/h) |
Kali clorua |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400.2000-2500.3000-4300.5500-7500 |
Kali sunfat |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1300.2000-2500.3000-4300.5500-7500 |
Phân bón hợp chất NPK |
DG360, DG450, DG650, DG850 |
2-5 |
900-1400.1800-2500.3000-4300.5500-7500 |
Cryolite |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400.2000-2500.3000-4300.5500-7500 |
Ammonium clorua, ammonium sulfate |
DG360, DG450, DG650, DG850 |
2-5 |
800-1000.2000-2500.3000-4300.5500-7500 |
Oxit kẽm |
DG360, DG450, DG650, DG850 |
1,5-2,5 |
300-450 |
Natri xyanua |
DG360, DG450, DG650, DG850 |
1,5-5 |
800-900 |
Máy nén máy nén DG-650
Máy nén máy nén DG-850
Người mẫu |
DG360 |
DG450 |
DG650 |
DG850 |
Đường kính con lăn (mm) |
Φ360 |
450 |
650 |
850 |
Chiều rộng có thể sử dụng hợp lệ (mm) |
170-230 |
200-280 |
300-330 |
400-420 |
Tốc độ con lăn (R/phút) |
10-25 |
10-25 |
10-25 |
9-16 |
Sức mạnh trung chuyển cưỡng bức (KW) |
7.5 |
11 |
11 |
15 |
Accumulator trước áp lực (MPA) |
6 |
8-10 |
8-10 |
10-14 |
Độ dày tấm tối đa (mm) |
8 |
12 |
16 |
25 |
Đầu ra tấm cuộn (T/H) |
1300-2300 |
2500-3500 |
5000-7000 |
12000-15000 |
Đầu ra thành phẩm (T/H) |
1000-1300 |
2000-2500 |
3000-4300 |
5500-7500 |
Kích thước chi tiết (mm) |
2-5 |
2-5 |
2-5 |
2-5 |
Công suất động cơ con lăn (KW) |
37 |
55 |
90 |
220 |
Tổng công suất (kW) |
55 |
90 |
175 |
400 |
Kích thước kích thước (M) (L*W*H) |
2.35x2x2.6 |
2.6x2.2x2.9 |
3.6x2.8x3.2 |
5x3.8x4.1 |
Tổng trọng lượng (T) |
7 |
11 |
20 |
45 |

Con lăn
Gạch con lăn

Con lăn
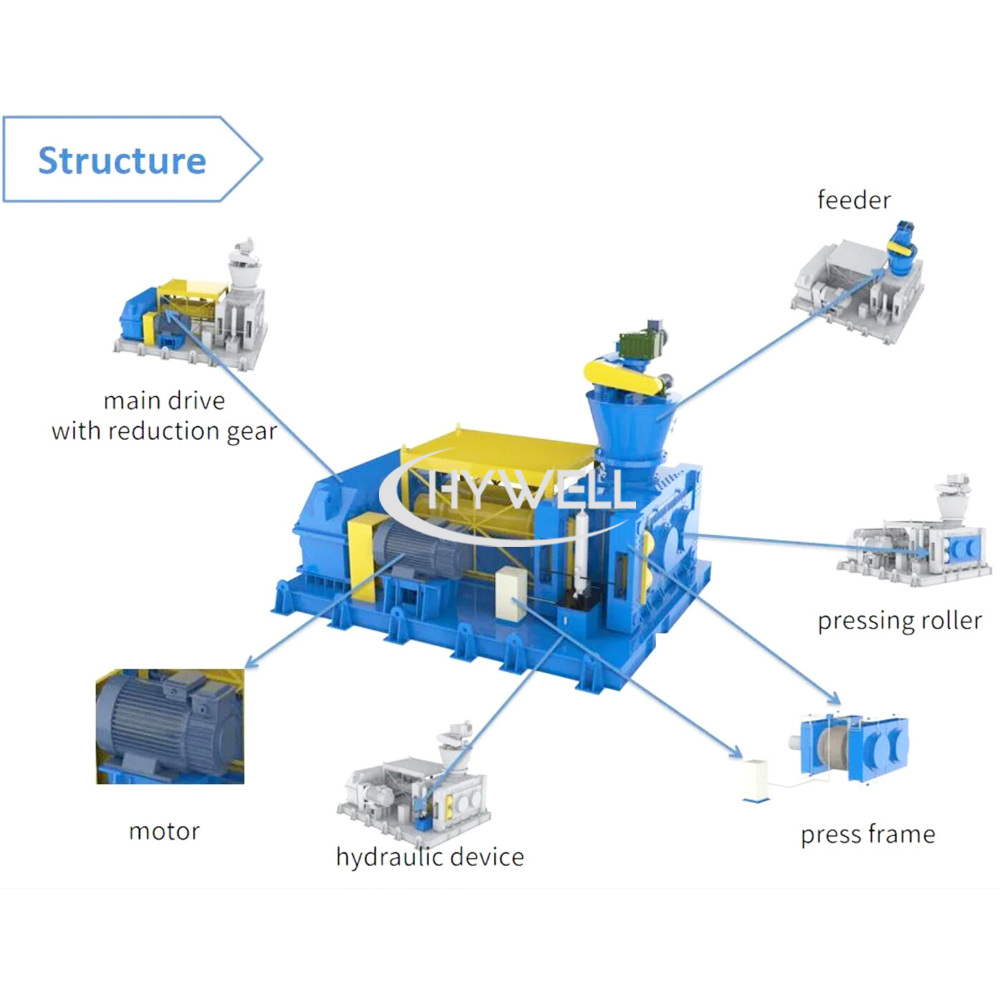
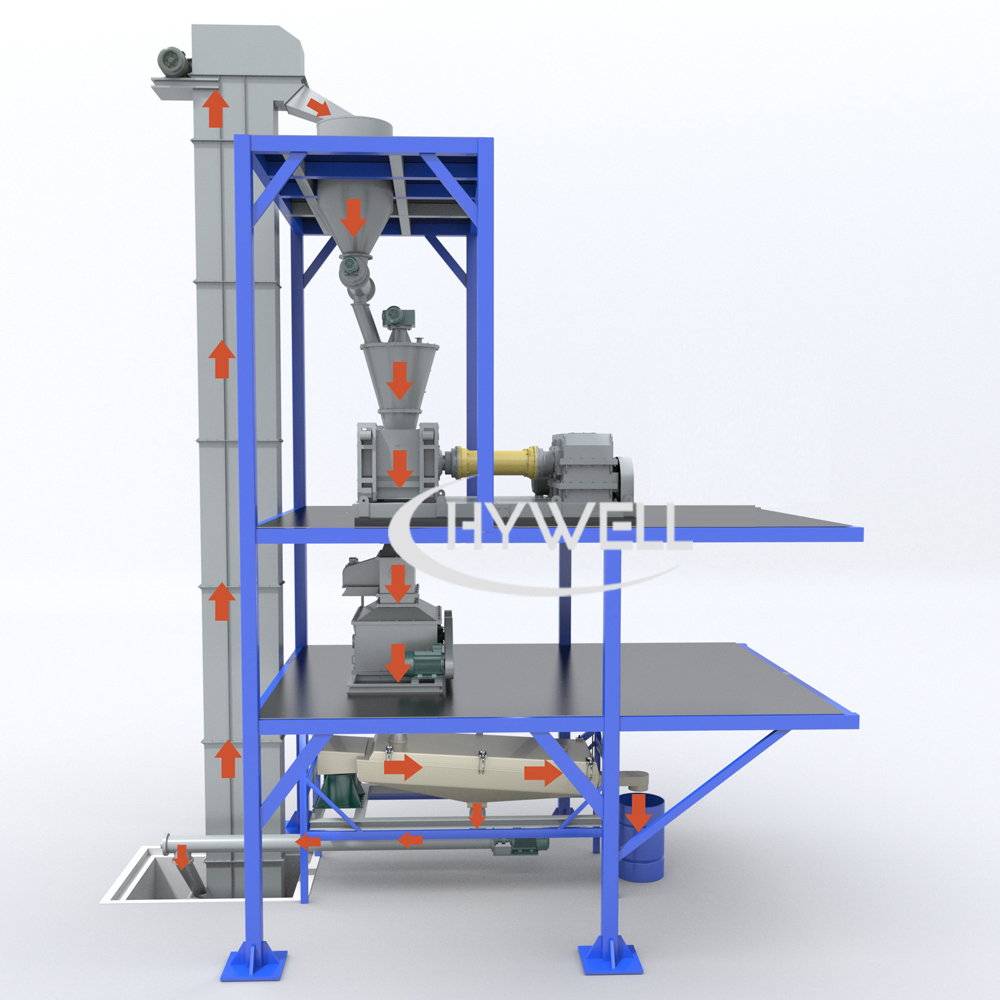
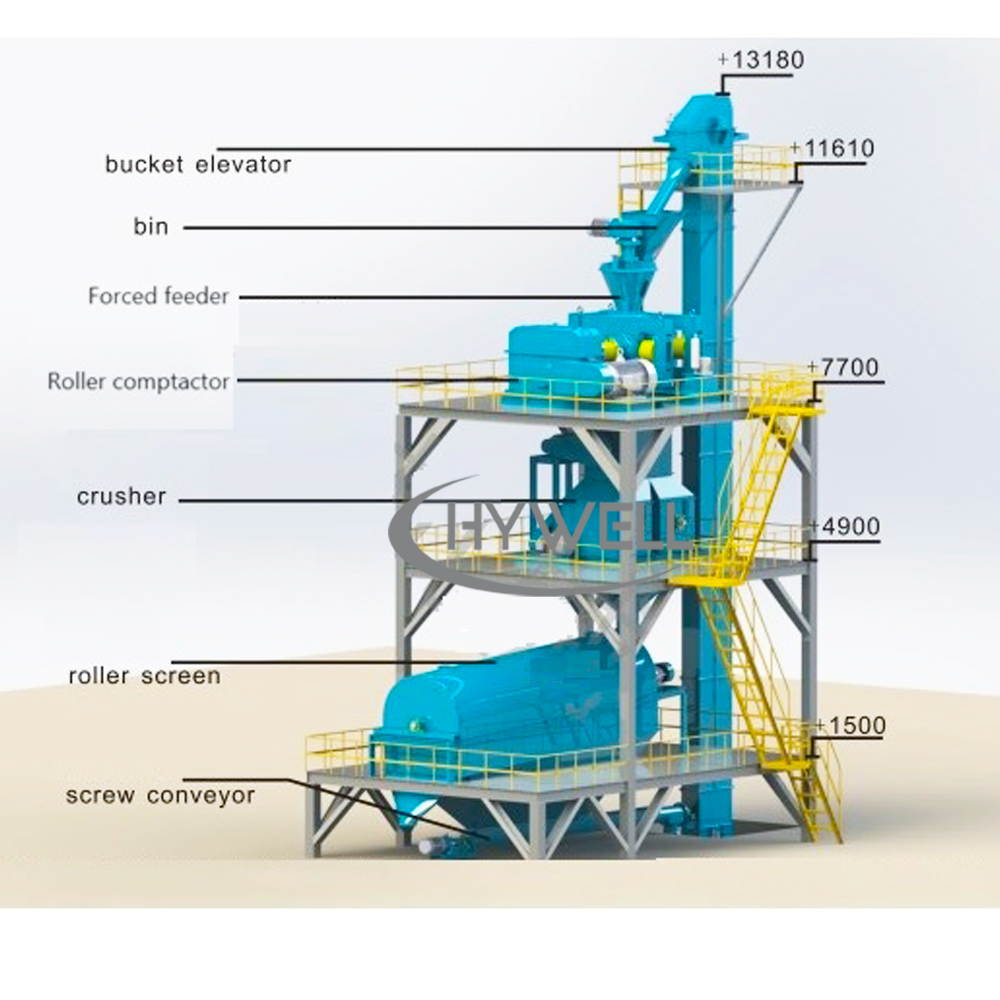
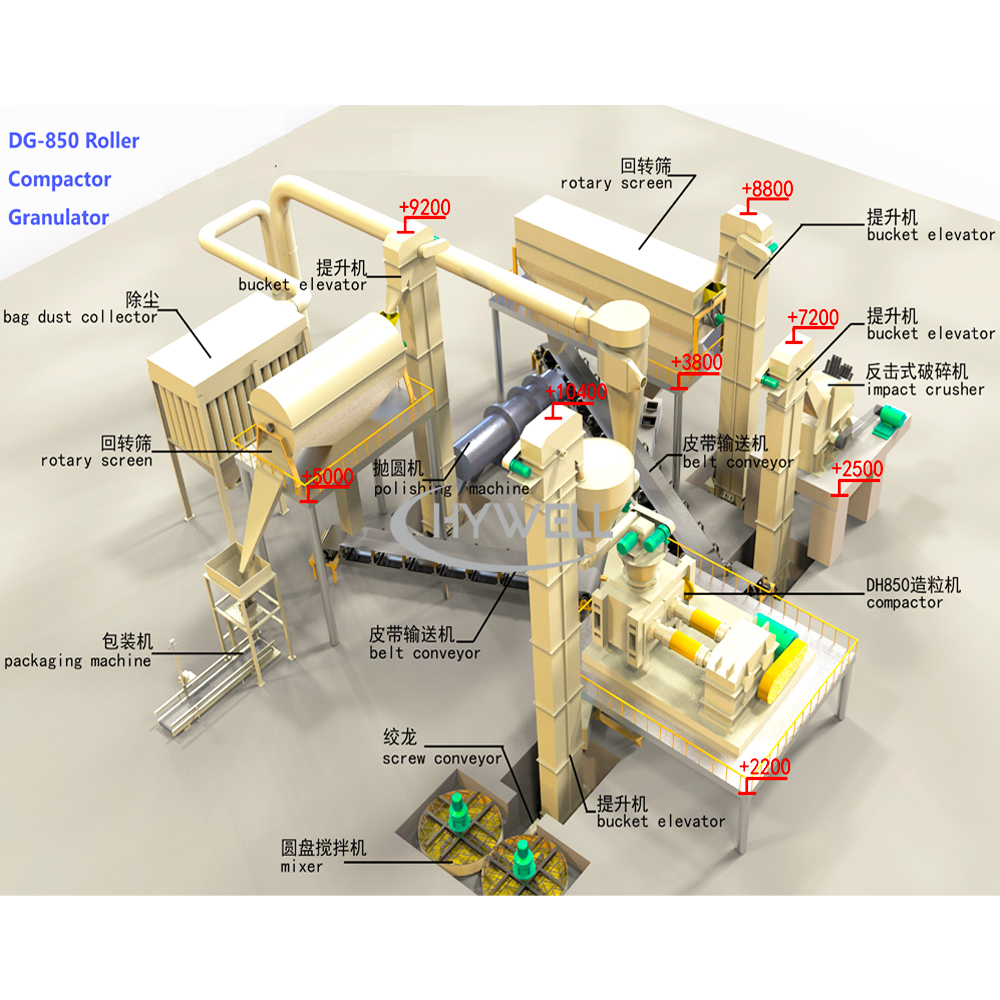
Các vật liệu bột khô khác nhau được đưa đều vào phễu cho ăn thông qua bộ nạp định lượng. Sau khi khử khí và xoắn ốc trước áp lực, họ vào hai con lăn bằng nhau. Các con lăn xoay tương đối với nhau và các vật liệu bị buộc vào không gian giữa hai con lăn. Một bộ ghế chứa con lăn nằm trong máy. Khung không di chuyển, trong khi bộ ghế mang con lăn khác bơi trên đường ray hướng dẫn khung và được ép vào nhau với sự trợ giúp của các xi lanh thủy lực. Có nhiều lỗ có hình dạng và kích thước giống nhau thường xuyên được sắp xếp trên bề mặt cuộn. Tại thời điểm này, vật liệu bột khô đi vào giữa hai con lăn liên tục và đều từ phía trên hai con lăn bằng trọng lượng của chính nó và cho ăn bắt buộc. Các vật liệu đầu tiên chảy tự do, và sau đó được cuộn sau khi vào khu vực cắn. Với sự quay liên tục của con lăn, không gian bị chiếm bởi vật liệu giảm dần và bị nén dần, đạt áp suất hình thành tối đa. Các cụm hình ngón tay bị tước đi vào hạt và bị nghiền nát bởi con dao xoay. Các vật liệu bị nghiền nát vào hạt và đi qua con dao lăn, để các hạt và một số vật liệu phấn đi vào màn hình rung quay để sàng lọc. Các sản phẩm đủ điều kiện được gửi đến kho sản phẩm hoàn chỉnh thông qua một băng tải. Vật liệu phấn dưới màn hình được gửi trở lại thùng nguyên liệu thô một lần nữa thông qua băng tải để lăn thứ cấp. Kích thước của lực đùn có thể được điều chỉnh bởi áp suất của xi lanh thủy lực theo nhu cầu của hoạt động tạo hạt.
1. Vật liệu bị buộc phải được nén và đúc bằng áp suất cơ học mà không cần thêm bất kỳ chất làm ướt nào, và độ tinh khiết của sản phẩm được đảm bảo.
2. Bột khô được tạo hạt trực tiếp mà không cần quá trình sấy tiếp theo.
3. Các hạt có cường độ cao và sự gia tăng trọng lượng riêng chồng có ý nghĩa hơn so với các phương pháp tạo hạt khác.
4. Nó có tính linh hoạt hoạt động tuyệt vời và khả năng thích ứng rộng. Độ bền của hạt có thể được điều chỉnh thông qua áp suất thủy lực.
5. Hệ thống hoạt động trong một chu kỳ kín để đạt được sản xuất liên tục.
6. Thay đổi dạng rãnh của bề mặt con lăn để có được tấm, dải và vật liệu hình cầu phẳng.
7. Hoạt động tròn cho phép sản xuất liên tục và sản lượng cao của các sản phẩm hoàn chỉnh;
8. Cấu trúc nhỏ gọn, bảo trì thuận tiện, vận hành đơn giản, dòng chảy quá trình ngắn, mức tiêu thụ năng lượng thấp, hiệu quả cao và tỷ lệ thất bại thấp.
9. Nó có thể kiểm soát ô nhiễm môi trường, giảm chất thải bột và chi phí đóng gói, và cải thiện khả năng vận chuyển sản phẩm.
10. Thiết bị cho ăn và cho ăn áp dụng điều khiển điều chỉnh bước tần số thay đổi. Nó có một mức độ tự động hóa cao và có thể nhận ra sự kiểm soát đa máy của một người. Nó có các đặc điểm của cường độ lao động thấp và hoạt động liên tục lâu dài.
11. Các thành phần truyền dẫn chính được làm bằng vật liệu hợp kim chất lượng cao. Việc sản xuất vật liệu bằng thép không gỉ và các hợp kim bề mặt khác giúp cải thiện đáng kể khả năng chống mài mòn, khả năng chống ăn mòn, khả năng chống nhiệt độ cao và khả năng chống áp suất, giúp máy có tuổi thọ dài.
Chương này chủ yếu giới thiệu dòng quy trình của máy tạo hạt xép xép của công ty chúng tôi. Trên thực tế, chúng tôi chủ yếu chia các máy tạo hạt khô thành một dòng xử lý hạt con lăn đơn vị và một dự án hoàn chỉnh của nhiều máy tạo hạt con lăn. Trong các bài viết sau, chúng tôi giới thiệu các loại dòng quy trình khác nhau một cách riêng biệt.
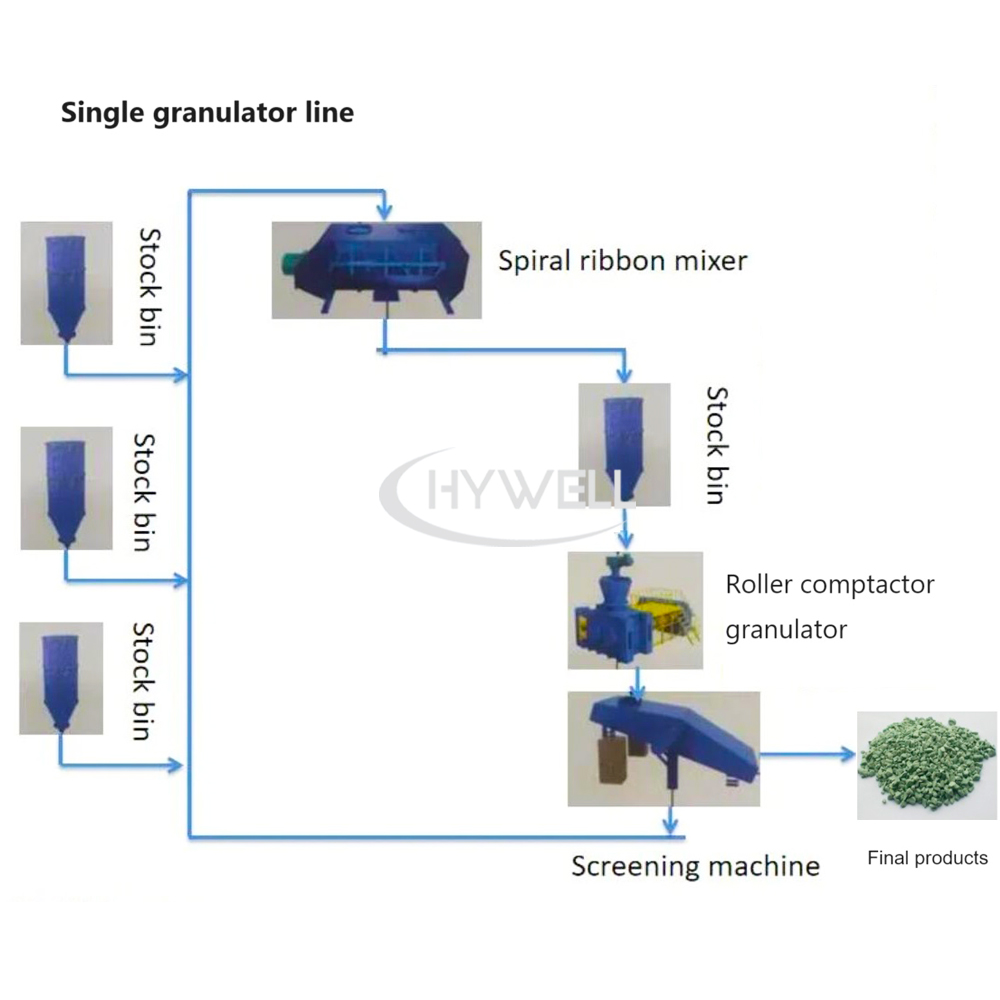
Dòng quy trình hạt con lăn đơn đơn vị
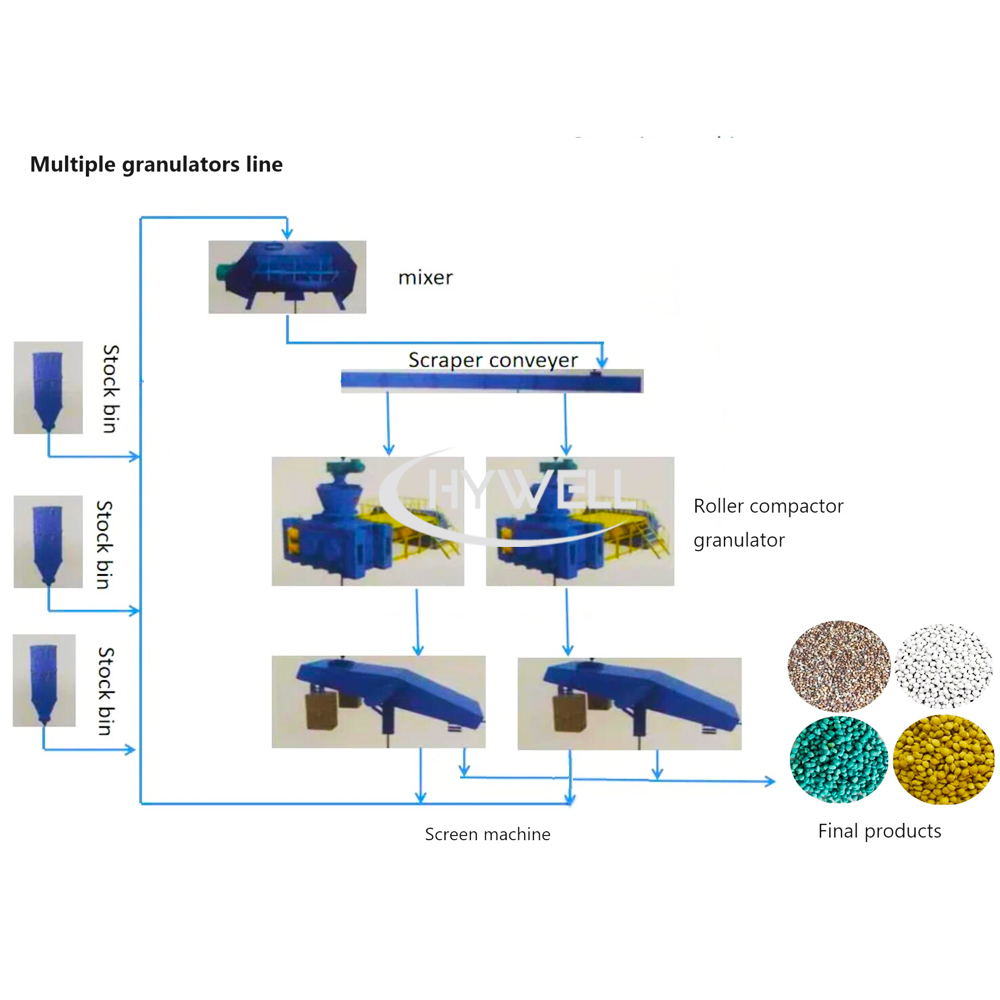
Nhiều dòng quá trình máy hạt con lăn
Một phễu cho ăn với rung động cơ học, điều khiển tự động và rung thời gian.
Nó áp dụng quy định tốc độ tần số thay đổi để đảm bảo độ chính xác cho ăn.
Nó bao gồm một động cơ tốc độ tần số thay đổi, xoắn ốc hình nón, phễu hình nón với lưỡi khuấy và kết hợp cổng cho ăn. Chức năng của nó là hoàn thành việc khử khí và thực hiện cho ăn áp lực. Degassing là để làm cho các hạt nhỏ gọn hơn bởi máy tạo hạt comp của con lăn,
Nó bao gồm ghế ổ trục cố định trái và phải và ghế ổ trục trượt, cấu trúc khung, hai con lăn bằng thép hợp kim, hai xi lanh thủy lực và trạm bơm tự động điện, cũng như một bộ giảm tốc đặc biệt với bề mặt răng cứng và bộ phận động cơ chính.
Buồng nghiền và hạt của một máy ép ép con lăn kiểu khô bao gồm một hộp băm nhỏ, một trục chính băm và lưỡi xoay đặc biệt. Động cơ điều khiển trục chính để xoay ở tốc độ cao để nghiền nát các vật liệu đùn thành các hạt.
Được trang bị một thiết bị chống clogging để tạo điều kiện cho việc làm sạch màn hình. Bột bị hỏng từ máy nghiền được máy lọc vào các sản phẩm hạt và bột tái chế.
Vật liệu bột không đủ tiêu chuẩn được vận chuyển đến thang máy cho ăn.
Các Sprockets trên và dưới áp dụng một cấu trúc lắp ráp và được sử dụng để vận chuyển vật liệu.
Nó bao gồm một hộp điều khiển điện, bộ điều khiển tốc độ chuyển đổi tần số, ampe kế, vôn kế, đèn báo, công tắc nút, công tắc chuyển đổi điện áp và các thành phần điện khác. Tất cả các thiết bị điện được kiểm soát và vận hành tập trung.
Quá trình sản xuất của một bộ hoàn chỉnh các thiết bị sản xuất hạt ép đùn kép thường bao gồm:
Trộn và khuấy nguyên liệu thô → nghiền - đùn - sàng lọc - Bao bì định lượng điện tử.
Lấy dây chuyền sản xuất kali sunfat hạt với hạt DG-650 làm ví dụ như một ví dụ.
1. Cho ăn dây chuyền sản xuất theo các tỷ lệ vật liệu khác nhau thông qua thang đo dòng vành đai, thang đo dòng xoắn ốc, thang điểm mất trọng lượng và các thiết bị hàng loạt khác;
2. Các vật liệu đi vào dây chuyền sản xuất theo tỷ lệ cố định Nhập máy sấy trống được làm nóng trước thông qua các thiết bị băng tải như băng tải đai, trải qua sấy sơ bộ, sau đó bước vào bước tiếp theo (bước này được xác định theo độ ẩm của các vật liệu cụ thể. Một số vật liệu không yêu cầu thiết bị sấy này); Bởi vì sự pha trộn của các vật liệu khác nhau cũng đạt được trong quá trình sấy của máy sấy trống. Nếu độ ẩm của vật liệu thấp và không cần quá trình sấy, một máy trộn bột cần được thêm vào để trộn đều các vật liệu khác nhau trước khi tiến hành bước tiếp theo.
3. Sau khi sấy sơ bộ, các vật liệu hoặc vật liệu từ máy trộn bột vào máy tính bảng con lăn khô thông qua các thiết bị băng tải như thang máy cạp để máy tính bảng;
4. Hình thức vật lý của vật liệu sau khi vào cắt lát đã thay đổi. Tại thời điểm này, vật liệu được gửi đến quy trình tiếp theo, màn hình rung, thông qua các thiết bị truyền tải như thang máy xô. Sau khi vật liệu đi vào màn hình rung, vật liệu phấn sẽ được trả lại cho máy ép nước khô DG650 một lần nữa thông qua máy cạo trả lại và được giới thiệu lại. Đồng thời, các tài liệu đã được dán thành công vào quá trình tiếp theo;
5. Các vật liệu bong tróc ra khỏi màn hình rung, hãy vào máy nghiền tác động để nghiền nát;
6. Các vật liệu bị nghiền nát được gửi đến quy trình tiếp theo, một màn hình quay thô, thông qua các thiết bị truyền tải như máy cạo và thang máy xô. Trong quá trình này, một sàng lọc sơ bộ được thực hiện để chọn các vật liệu có kích thước phù hợp và nhập quy trình tiếp theo. , đồng thời, các vật liệu có kích thước tương đối lớn đi vào cạp trả lại và sau đó nhập máy nghiền tác động để nghiền thứ cấp;
7. Các vật liệu có âm lượng phù hợp ban đầu được sàng lọc bởi màn hình quay vào màn hình quay cấp mịn thông qua máy quét. Thông qua quá trình này, các hạt quá nhỏ trong vật liệu được sàng lọc và gửi đến DG650 một lần nữa thông qua cạp trả lại. Tăng lại trong máy liên kết con lăn khô;
8. Tại thời điểm này, kích thước âm lượng của vật liệu tương đối phù hợp với kích thước chúng ta cần. Nó đi vào máy đánh bóng chuyển qua dây đai, thang máy xô và các thiết bị khác để đánh bóng bề mặt của các hạt vật liệu;
9. Các hạt được đánh bóng (trộn với bột được đánh bóng ở giữa) đi vào sàng để sàng lọc tốt. Sau khi vượt qua quá trình sàng lọc tốt, vật liệu hạt xuất hiện là phân bón kali sunfat dạng hạt cần thiết và được sàng lọc bởi màn hình mịn cùng một lúc. Bột bị loại bỏ đi vào máy tính bảng con lăn khô DG-650 phía trước một lần nữa thông qua máy cạo trở lại và được tái tạo lại;
10. Vật liệu hạt ra khỏi màn hình tốt là sản phẩm cuối cùng. Tại thời điểm này, nó cần vào máy đóng gói để đóng gói và may túi;
11. Sau khi kali sulfate được đóng gói, nó bước vào quá trình pallet robot cuối cùng. Thông qua robot palletizing, các vật liệu được sản xuất bởi dây chuyền sản xuất được đóng gói gọn gàng trên pallet, và sau đó đưa vào kho bằng xe nâng;
Quá trình trên về cơ bản là một dây chuyền sản xuất hoàn toàn tự động cho phân bón kali sunfat hạt. Hệ thống điều khiển của dây chuyền sản xuất này được tích hợp hoàn toàn và được vận hành và điều khiển đồng đều bởi hệ thống điều khiển chính trong phòng điều khiển trung tâm. Hệ thống điều khiển được điều khiển bởi một lập trình Bộ điều khiển (PLC) có thể kiểm soát toàn bộ quá trình và được trang bị máy tính chủ làm nhà cung cấp dịch vụ trao đổi-máy của con người. Đồng thời, các liên kết quy trình cần thiết được trang bị bộ chuyển đổi tần số để điều chỉnh động, cuối cùng cho phép toàn bộ dây chuyền sản xuất đạt được hiệu quả sản xuất tối ưu;
Việc sử dụng một bộ giảm thiểu đặc biệt đầu ra trục hai trục mở rộng có thể bảo vệ hiệu quả các con lăn và vòng bi chính khỏi thiệt hại, cải thiện hiệu suất truyền và tăng thêm sản lượng sản phẩm.
Khung mới, được thiết kế với các tính toán được tối ưu hóa dựa trên công thái học, được trang bị cấu trúc cửa lớn gần với các con lăn và nền tảng làm việc hàng đầu thuận tiện cho nhân viên vận hành, đáp ứng đầy đủ các yêu cầu của khách hàng về an toàn, độ tin cậy và bảo trì thuận tiện.
Cơ thể cuộn của máy tạo hạt phân bón được rèn toàn diện từ thép hợp kim chất lượng cao và có thể thích nghi rộng rãi với các điều kiện vật liệu phức tạp khác nhau. Trong thiết kế của lớp chống mài mòn trên bề mặt con lăn, chúng tôi đã thành thạo định luật độ sâu của ứng suất cơ học lớn dựa trên lý thuyết tiếp xúc Hertzian và lý thuyết độ co giãn thuần túy, và kết hợp khoa học các vật liệu của lớp chống bóng, cũng như sự thay đổi của lớp. Mô hình bề mặt con lăn, được hoàn thiện sau các thử nghiệm và so sánh lặp đi lặp lại và được hưởng lợi từ các cải tiến kỹ thuật của các thành phần khác (như thiết bị cho ăn), có thể làm cho góc kéo vật liệu cân bằng và ổn định hơn, đồng thời loại bỏ hiệu quả lực trục của con lăn. Làm cho thiết bị hoạt động ổn định hơn.
Thiết bị cho ăn mới được thiết kế được trang bị một tấm van điều chỉnh, có thể dễ dàng nhận ra điều chỉnh trực tuyến. Việc bổ sung một buồng mở rộng không khí có thể phóng thích không khí vào vật liệu và cải thiện vết cắn của vật liệu giữa các con lăn. Sự cải thiện kỹ thuật của thiết bị cho ăn cũng đã trực tiếp dẫn đến việc cải thiện mô hình bề mặt con lăn.
Trong thiết kế của hệ thống thủy lực của máy hạt kali sulfate, Hywell không chỉ coi nó là một nguồn năng lượng mà còn làm cho nó có chức năng bảo vệ thiết bị. Nhiều chức năng bảo vệ tự động được thiết kế và hệ thống thủy lực được tối ưu hóa làm cho con lăn di chuyển thích ứng hơn với chuyển động, có thể loại bỏ hiệu quả các mảnh sắt hỗn hợp vô tình và bảo vệ hoạt động an toàn của thiết bị.
Máy nghiền của hạt kali clorua được chia thành hai giai đoạn, có thể nghiền nát các vật liệu khối được ép bởi tấm hai lần. Nó có ba buồng nghiền, làm tăng đáng kể khu vực nghiền nát. Do đó, máy nghiền cải thiện hiệu quả hiệu quả và năng suất nghiền.
Máy này có những ưu điểm của độ rung nhỏ, nhiễu thấp và yêu cầu thấp cho sức mạnh của sự hỗ trợ. Nó kết hợp các ưu điểm của chuyển động tròn, chuyển động hình elip và chuyển động tuyến tính đối ứng. Nó cũng được trang bị một thiết bị làm sạch bề mặt màn hình, vì vậy máy có đầu ra lớn và hiệu quả sàng lọc cao. Tiêu thụ năng lượng cao, thấp, cài đặt linh hoạt và thay thế màn hình dễ dàng.
Bộ chuyển đổi tần số điều khiển bộ nạp định lượng và máy ép con lăn tạo thành một hệ thống điều khiển vòng kín giữa chúng. Theo cách này, bản thân hệ thống điều khiển hạt sẽ giám sát và điều khiển bộ nạp định lượng và nhấn con lăn qua PID của chính bộ chuyển đổi tần số. Tốc độ của máy chính cho phép hai máy duy trì cân bằng làm việc động ở vị trí tốt nhất mọi lúc để dòng điện làm việc của máy chính của máy ép con lăn luôn được duy trì ở giá trị làm việc tập hợp và hoạt động ổn định và đồng đều. Đồng thời, việc cho ăn cưỡng bức cũng có thể thực hiện điều chỉnh nhẹ theo tốc độ bất cứ lúc nào. Kết quả là, hạt con lăn luôn ở trong điều kiện làm việc tốt nhất. Đồng thời, hệ thống này cũng có chuyển đổi lẫn nhau giữa các chế độ điều khiển thủ công và điều khiển tự động để đạt được hoạt động linh hoạt và thuận tiện.
Nhìn chung có hai loại công nghệ hạt bột: tạo hạt ướt và khô. Phương pháp tạo hạt khô liên quan đến việc ép sản phẩm vào các chất kết tụ hoặc tấm mà không cần thêm chất kết dính và sau đó nghiền và sàng lọc nó vào các sản phẩm hạt khô. Phương pháp ướt chủ yếu sử dụng các con lăn, đĩa, tan chảy, phun và phun vào hạt.
Trong hạt ướt, cường độ ướt được tạo ra bởi hiệu ứng mao dẫn của chất kết dính chất lỏng đóng vai trò quan trọng. Trong
Giai đoạn sấy sau đó, phản ứng hóa học giữa các thành phần và sự kết tinh của các chất hòa tan tạo ra các cầu tinh thể, tinh thể tạo thành hình dạng cho các hạt. Thiết bị đại diện của công nghệ này bao gồm Máy tạo hạt chất lỏng, Máy tạo hạt cắt cao , con lăn, thiết bị hóa lỏng, v.v.
Công nghệ tạo hạt đùn khô không có chất kết dính là một công nghệ rất cạnh tranh. Nói chung, các hạt không được hình thành bởi các cầu nối rắn giữa các hạt, nhưng bởi sức mạnh của các hạt được hình thành bởi các lực giữa các phân tử. Do khoảng cách ngắn của lực này, các hạt được yêu cầu có kích thước tương tự và áp suất bên ngoài là bắt buộc. Phương pháp điều áp có thể là đùn (nhấn vật liệu bằng các lỗ có đường kính cố định) hoặc đùn (điều áp cả hai mặt của vật liệu), nếu quá trình đùn xảy ra trong khoảng cách giữa hai con lăn quay ngược, quá trình này là một tạo hạt nén. Granulator máy nén DG Series sử dụng công nghệ ép con lăn khô để nén các vật liệu bột có độ ẩm ≤5% vào vảy hoặc khối và sau đó trải qua quá trình nghiền, tạo hạt và sàng lọc để biến vảy thành cục. Các vật liệu trở thành vật liệu hạt đáp ứng các yêu cầu sử dụng. Máy tạo hạt compactor con lăn chủ yếu dựa vào áp suất bên ngoài để buộc vật liệu thông qua khoảng cách giữa hai con lăn tương đối xoay và buộc nó phải được nén thành từng mảnh. Trong quá trình lăn, mật độ thực tế của vật liệu có thể được tăng thêm 1,5 đến 3 lần. Để đạt được các yêu cầu sức mạnh hạt nhất định.
Granulator máy nén con lăn DG Series còn được gọi là máy tạo hạt, máy briquette thạch cao, máy briquette, hạt đen carbon, hạt kali sulfate và máy tạo hạt kali clorua theo phạm vi sử dụng chính của nó.
DG Sê -ri Granulator Compactor Granulator còn được gọi là hạt khô, hạt con lăn, hạt con lăn đôi, máy tạo máy ép con lăn và máy tạo hạt khô theo tính chất làm việc của nó.
Gạch máy nén con lăn
Gạch máy nén con lăn
Phân bón hạt có tính chất vật lý tốt; Nó có thể giảm một lượng không gian và chi phí nhất định trong hậu cần; Nó không gây ra bụi trong quá trình tải và dỡ hàng, không kết tụ trong quá trình lưu trữ dài hạn, có tính trôi chảy tốt và dễ lan rộng trong quá trình thụ tinh; Nó cũng có thể đóng vai trò giải phóng chậm để cải thiện chất lượng phân bón. Tốc độ sử dụng và hiệu quả phân bón tăng cường. Ngoài ra, phân bón hạt của các giống khác nhau nhưng kích thước tương tự có thể được trộn trực tiếp để có được phân bón hợp chất giá rẻ với hiệu ứng phân bón tương tự như phân bón hợp chất.
Tuy nhiên, nhược điểm duy nhất của hạt con lăn khô của phân bón hóa học để tạo ra phân bón hạt là hình dạng của sản phẩm là các hạt không đều. Tuy nhiên, hình dạng hạt không đều không có tác động đến việc áp dụng phân bón hóa học và quá trình cắt tỉa có thể được thêm vào để làm tròn các hạt. Phân bón được sản xuất bởi máy tạo hạt khô nén có đủ sức mạnh, ít bụi hơn, không kết tụ, phạm vi phân phối kích thước hạt hẹp và tính lưu động tốt. Phân bón được sản xuất bởi tạo hạt đùn con lăn đã được sử dụng rộng rãi trong phân bón cơ học ở nước ngoài, chứng minh rằng hình dạng hạt của chúng sẽ không phải là một yếu tố ảnh hưởng đến việc áp dụng phân bón hóa học.
Phân bón đơn chủ yếu đề cập đến kali sulfate, kali clorua, superphosphate kép, bột đá phốt phát, ammonia sulfate, amoni clorua, kali nitrat và các loại bột khác. Mục đích của hạt khô là thu được các hạt phân bón mạnh 1 ~ 5 hoặc 2 ~ 4mm phù hợp để thụ tinh cơ học. Do đó, ngành công nghiệp phân bón cũng gọi các hạt con lăn khô là hạt kali sulfate, hạt kali clorua, máy tạo hạt ammonia sulfate và máy tạo hạt amoni clorua.
Nếu độ mịn của bột nằm trong khoảng từ 200 đến 400 lưới, nó chứa rất nhiều không khí vì bột quá tốt và mật độ khối lượng lớn hơn. Sau đó, Granulator Granator PREP Double Power cần thêm một thiết bị khử khí để đạt được hạt thành công.
Quá trình tạo hạt thông thường của phân bón hợp chất áp dụng phương pháp ướt. Phương pháp này đòi hỏi các nguyên liệu thô đơn ướt phải được trộn và hạt trước và sau đó sấy khô. Tiêu thụ năng lượng cao. Hầu hết các năng lượng được sử dụng trong hệ thống sấy và chỉ sử dụng một phần nhỏ. Thích hợp để nghiền và vận chuyển các hạt quá khổ. Đối với các quá trình ẩm ướt, quá trình sấy rất quan trọng vì độ ẩm bên trong các hạt cần được làm khô. Phương pháp lăn khô được sử dụng để sản xuất phân bón hợp chất, tránh quá trình sấy đắt tiền. Ngành công nghiệp phân bón cũng gọi máy tạo hạt gầm con lăn là máy tạo hạt NPK và máy phân bón hợp chất. Ưu điểm của nó: Giảm chi phí sản xuất và tiêu thụ năng lượng; Có thể rất linh hoạt để tạo ra các phân bón hợp chất công thức khác nhau; Sức mạnh hạt cao.
Nguyên tắc sản xuất phân bón hợp chất bằng cách ép con lăn khô gần giống như sản xuất một phân bón duy nhất, nhưng hạt khô của phân bón hợp chất có đặc điểm của nó. Lý do chính là có phân bón nitơ trong phân bón hợp chất. Ví dụ: urê có điểm nóng chảy thấp và rất hút ẩm. Superphosphate có xu hướng thay đổi khi bị căng thẳng. Khi hàm lượng của hai thành phần này trong công thức phân bón hợp chất là lớn, nó sẽ có tác động rất bất lợi đến việc tạo hạt của phân bón hợp chất. Do đó, tỷ lệ pha trộn của nitơ, phốt pho và kali là một yếu tố rất quan trọng trong dây chuyền sản xuất hạt nitơ, phốt pho và kali.
Granulation Compactor Granulation
Granulation Compactor Granulation
Granulation Compactor Granulation
Tro bay là một vật liệu tro núi lửa. Nó có những ưu điểm của hoạt động tiềm năng cao, sự ổn định hóa học tốt của cơ thể khoáng, các hạt mịn và một vài chất có hại và có thể cải thiện tính chất vật lý của bê tông hoặc vữa. Do tính chất vật lý của than, than khắc về cơ bản không hòa tan trong nước và các hạt than khắc rất tốt và khoảng cách lực liên phân tử ngắn, khiến cho việc tạo hạt than khắc rất khó khăn. Một chất kết dính cần được thêm vào, và chất kết dính cho hạt than bột là nhựa than.
Máy tạo hạt than nghiền chủ yếu tạo ra hai loại than bột: than bánh 8-50mm và carbon hoạt hóa 2-6mm.
Granulation Press Press ép than nghiền thành than hình thành, và phạm vi của các khối than có hình dạng là 8 ~ 50mm, hoặc thậm chí lớn hơn.
Ưu điểm của việc sản xuất carbon hoạt hóa bằng cách hình thành than nghiền thành một loạt các hạt nhất định là nó làm tăng độ xốp và diện tích bề mặt riêng, do đó cải thiện đáng kể khả năng hấp phụ của carbon được kích hoạt. Do đó, chúng ta thường tạo thành than nghiền thành các hạt không đều trong phạm vi 2 ~ 6 mm và sau đó kích hoạt nó để tạo ra carbon hoạt hóa và sử dụng nó làm nguyên liệu thô.
Yêu cầu bảo vệ môi trường ngày càng cao hơn. Để đáp ứng các yêu cầu bảo vệ môi trường, nhiều công ty sản xuất hóa chất cải thiện môi trường hoạt động của người lao động và giảm ô nhiễm bụi. Đồng thời, trong các ngành công nghiệp hạ nguồn liên quan đến các hóa chất tốt như máy móc, điện tử, ô tô, xây dựng và thông tin, nó cũng trở thành một xu hướng phát triển ngành để tạo hạt hóa chất, chẳng hạn như các chất phụ gia, chất chống oxy hóa và chất chống cháy.
Ví dụ, chất chống oxy hóa, natri xyanide, natri, axit cyanuric, oxit kẽm, oxit chì, kali cacbonat, strontium cacbonat, canxi clorua, canxi hydro phosphate, natri metasilicate, cryolite, aluminum fluoride
Tên vật liệu |
Mô hình máy |
Kích thước hạt (mm) |
Đầu ra (kg/h) |
Kali clorua |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400.2000-2500.3000-4300.5500-7500 |
Kali sunfat |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1300.2000-2500.3000-4300.5500-7500 |
Phân bón hợp chất NPK |
DG360, DG450, DG650, DG850 |
2-5 |
900-1400.1800-2500.3000-4300.5500-7500 |
Cryolite |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400.2000-2500.3000-4300.5500-7500 |
Ammonium clorua, ammonium sulfate |
DG360, DG450, DG650, DG850 |
2-5 |
800-1000.2000-2500.3000-4300.5500-7500 |
Oxit kẽm |
DG360, DG450, DG650, DG850 |
1,5-2,5 |
300-450 |
Natri xyanua |
DG360, DG450, DG650, DG850 |
1,5-5 |
800-900 |
Máy nén máy nén DG-650
Máy nén máy nén DG-850
Người mẫu |
DG360 |
DG450 |
DG650 |
DG850 |
Đường kính con lăn (mm) |
Φ360 |
450 |
650 |
850 |
Chiều rộng có thể sử dụng hợp lệ (mm) |
170-230 |
200-280 |
300-330 |
400-420 |
Tốc độ con lăn (R/phút) |
10-25 |
10-25 |
10-25 |
9-16 |
Sức mạnh trung chuyển cưỡng bức (KW) |
7.5 |
11 |
11 |
15 |
Accumulator trước áp lực (MPA) |
6 |
8-10 |
8-10 |
10-14 |
Độ dày tấm tối đa (mm) |
8 |
12 |
16 |
25 |
Đầu ra tấm cuộn (T/H) |
1300-2300 |
2500-3500 |
5000-7000 |
12000-15000 |
Đầu ra thành phẩm (T/H) |
1000-1300 |
2000-2500 |
3000-4300 |
5500-7500 |
Kích thước chi tiết (mm) |
2-5 |
2-5 |
2-5 |
2-5 |
Công suất động cơ con lăn (KW) |
37 |
55 |
90 |
220 |
Tổng công suất (kW) |
55 |
90 |
175 |
400 |
Kích thước kích thước (M) (L*W*H) |
2.35x2x2.6 |
2.6x2.2x2.9 |
3.6x2.8x3.2 |
5x3.8x4.1 |
Tổng trọng lượng (T) |
7 |
11 |
20 |
45 |
Con lăn
Gạch con lăn
Con lăn
Các vật liệu bột khô khác nhau được đưa đều vào phễu cho ăn thông qua bộ nạp định lượng. Sau khi khử khí và xoắn ốc trước áp lực, họ vào hai con lăn bằng nhau. Các con lăn xoay tương đối với nhau và các vật liệu bị buộc vào không gian giữa hai con lăn. Một bộ ghế chứa con lăn nằm trong máy. Khung không di chuyển, trong khi bộ ghế mang con lăn khác bơi trên đường ray hướng dẫn khung và được ép vào nhau với sự trợ giúp của các xi lanh thủy lực. Có nhiều lỗ có hình dạng và kích thước giống nhau thường xuyên được sắp xếp trên bề mặt cuộn. Tại thời điểm này, vật liệu bột khô đi vào giữa hai con lăn liên tục và đều từ phía trên hai con lăn bằng trọng lượng của chính nó và cho ăn bắt buộc. Các vật liệu đầu tiên chảy tự do, và sau đó được cuộn sau khi vào khu vực cắn. Với sự quay liên tục của con lăn, không gian bị chiếm bởi vật liệu giảm dần và bị nén dần, đạt áp suất hình thành tối đa. Các cụm hình ngón tay bị tước đi vào hạt và bị nghiền nát bởi con dao xoay. Các vật liệu bị nghiền nát vào hạt và đi qua con dao lăn, để các hạt và một số vật liệu phấn đi vào màn hình rung quay để sàng lọc. Các sản phẩm đủ điều kiện được gửi đến kho sản phẩm hoàn chỉnh thông qua một băng tải. Vật liệu phấn dưới màn hình được gửi trở lại thùng nguyên liệu thô một lần nữa thông qua băng tải để lăn thứ cấp. Kích thước của lực đùn có thể được điều chỉnh bởi áp suất của xi lanh thủy lực theo nhu cầu của hoạt động tạo hạt.
1. Vật liệu bị buộc phải được nén và đúc bằng áp suất cơ học mà không cần thêm bất kỳ chất làm ướt nào, và độ tinh khiết của sản phẩm được đảm bảo.
2. Bột khô được tạo hạt trực tiếp mà không cần quá trình sấy tiếp theo.
3. Các hạt có cường độ cao và sự gia tăng trọng lượng riêng chồng có ý nghĩa hơn so với các phương pháp tạo hạt khác.
4. Nó có tính linh hoạt hoạt động tuyệt vời và khả năng thích ứng rộng. Độ bền của hạt có thể được điều chỉnh thông qua áp suất thủy lực.
5. Hệ thống hoạt động trong một chu kỳ kín để đạt được sản xuất liên tục.
6. Thay đổi dạng rãnh của bề mặt con lăn để có được tấm, dải và vật liệu hình cầu phẳng.
7. Hoạt động tròn cho phép sản xuất liên tục và sản lượng cao của các sản phẩm hoàn chỉnh;
8. Cấu trúc nhỏ gọn, bảo trì thuận tiện, vận hành đơn giản, dòng chảy quá trình ngắn, mức tiêu thụ năng lượng thấp, hiệu quả cao và tỷ lệ thất bại thấp.
9. Nó có thể kiểm soát ô nhiễm môi trường, giảm chất thải bột và chi phí đóng gói, và cải thiện khả năng vận chuyển sản phẩm.
10. Thiết bị cho ăn và cho ăn áp dụng điều khiển điều chỉnh bước tần số thay đổi. Nó có một mức độ tự động hóa cao và có thể nhận ra sự kiểm soát đa máy của một người. Nó có các đặc điểm của cường độ lao động thấp và hoạt động liên tục lâu dài.
11. Các thành phần truyền dẫn chính được làm bằng vật liệu hợp kim chất lượng cao. Việc sản xuất vật liệu bằng thép không gỉ và các hợp kim bề mặt khác giúp cải thiện đáng kể khả năng chống mài mòn, khả năng chống ăn mòn, khả năng chống nhiệt độ cao và khả năng chống áp suất, giúp máy có tuổi thọ dài.
Chương này chủ yếu giới thiệu dòng quy trình của máy tạo hạt xép xép của công ty chúng tôi. Trên thực tế, chúng tôi chủ yếu chia các máy tạo hạt khô thành một dòng xử lý hạt con lăn đơn vị và một dự án hoàn chỉnh của nhiều máy tạo hạt con lăn. Trong các bài viết sau, chúng tôi giới thiệu các loại dòng quy trình khác nhau một cách riêng biệt.
Dòng quy trình hạt con lăn đơn đơn vị
Nhiều dòng quá trình máy hạt con lăn
Một phễu cho ăn với rung động cơ học, điều khiển tự động và rung thời gian.
Nó áp dụng quy định tốc độ tần số thay đổi để đảm bảo độ chính xác cho ăn.
Nó bao gồm một động cơ tốc độ tần số thay đổi, xoắn ốc hình nón, phễu hình nón với lưỡi khuấy và kết hợp cổng cho ăn. Chức năng của nó là hoàn thành việc khử khí và thực hiện cho ăn áp lực. Degassing là để làm cho các hạt nhỏ gọn hơn bởi máy tạo hạt comp của con lăn,
Nó bao gồm ghế ổ trục cố định trái và phải và ghế ổ trục trượt, cấu trúc khung, hai con lăn bằng thép hợp kim, hai xi lanh thủy lực và trạm bơm tự động điện, cũng như một bộ giảm tốc đặc biệt với bề mặt răng cứng và bộ phận động cơ chính.
Buồng nghiền và hạt của một máy ép ép con lăn kiểu khô bao gồm một hộp băm nhỏ, một trục chính băm và lưỡi xoay đặc biệt. Động cơ điều khiển trục chính để xoay ở tốc độ cao để nghiền nát các vật liệu đùn thành các hạt.
Được trang bị một thiết bị chống clogging để tạo điều kiện cho việc làm sạch màn hình. Bột bị hỏng từ máy nghiền được máy lọc vào các sản phẩm hạt và bột tái chế.
Vật liệu bột không đủ tiêu chuẩn được vận chuyển đến thang máy cho ăn.
Các Sprockets trên và dưới áp dụng một cấu trúc lắp ráp và được sử dụng để vận chuyển vật liệu.
Nó bao gồm một hộp điều khiển điện, bộ điều khiển tốc độ chuyển đổi tần số, ampe kế, vôn kế, đèn báo, công tắc nút, công tắc chuyển đổi điện áp và các thành phần điện khác. Tất cả các thiết bị điện được kiểm soát và vận hành tập trung.
Quá trình sản xuất của một bộ hoàn chỉnh các thiết bị sản xuất hạt ép đùn kép thường bao gồm:
Trộn và khuấy nguyên liệu thô → nghiền - đùn - sàng lọc - Bao bì định lượng điện tử.
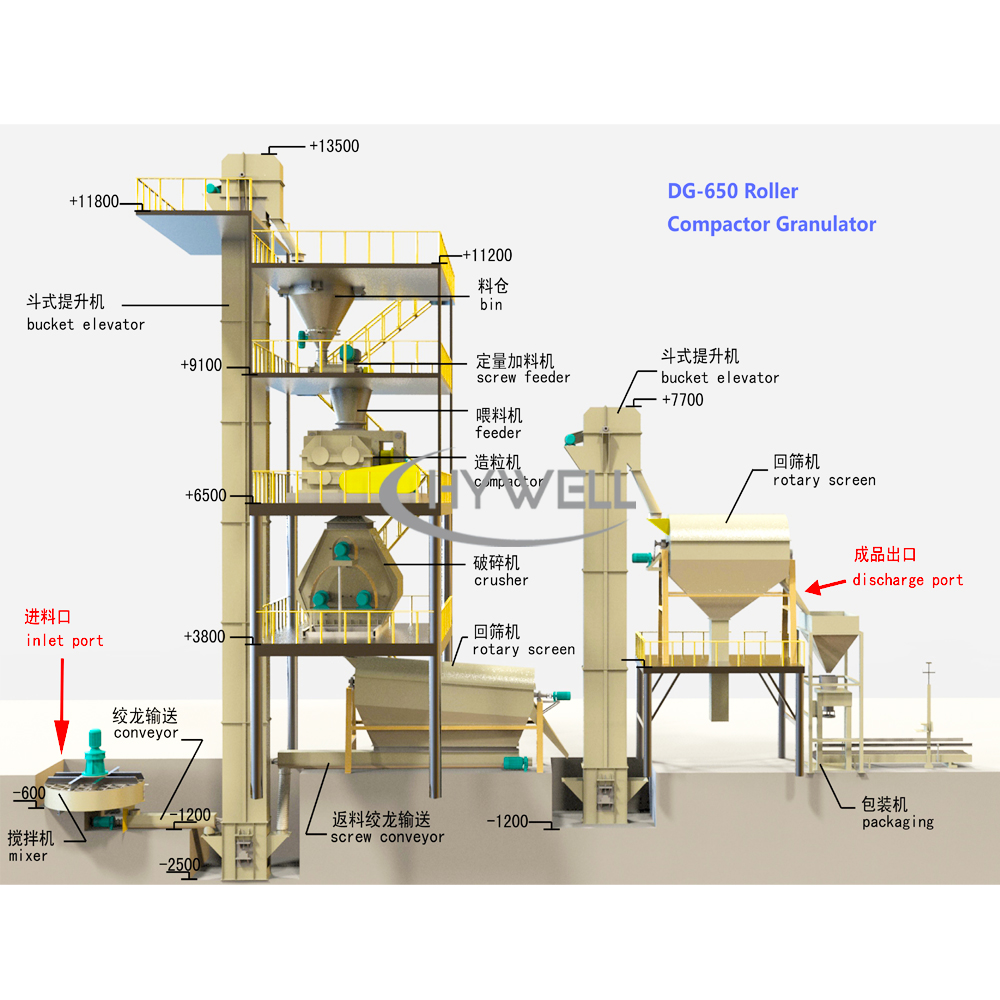
Lấy dây chuyền sản xuất kali sunfat hạt với hạt DG-650 làm ví dụ như một ví dụ.
1. Cho ăn dây chuyền sản xuất theo các tỷ lệ vật liệu khác nhau thông qua thang đo dòng vành đai, thang đo dòng xoắn ốc, thang điểm mất trọng lượng và các thiết bị hàng loạt khác;
2. Các vật liệu đi vào dây chuyền sản xuất theo tỷ lệ cố định Nhập máy sấy trống được làm nóng trước thông qua các thiết bị băng tải như băng tải đai, trải qua sấy sơ bộ, sau đó bước vào bước tiếp theo (bước này được xác định theo độ ẩm của các vật liệu cụ thể. Một số vật liệu không yêu cầu thiết bị sấy này); Bởi vì sự pha trộn của các vật liệu khác nhau cũng đạt được trong quá trình sấy của máy sấy trống. Nếu độ ẩm của vật liệu thấp và không cần quá trình sấy, một máy trộn bột cần được thêm vào để trộn đều các vật liệu khác nhau trước khi tiến hành bước tiếp theo.
3. Sau khi sấy sơ bộ, các vật liệu hoặc vật liệu từ máy trộn bột vào máy tính bảng con lăn khô thông qua các thiết bị băng tải như thang máy cạp để máy tính bảng;
4. Hình thức vật lý của vật liệu sau khi vào cắt lát đã thay đổi. Tại thời điểm này, vật liệu được gửi đến quy trình tiếp theo, màn hình rung, thông qua các thiết bị truyền tải như thang máy xô. Sau khi vật liệu đi vào màn hình rung, vật liệu phấn sẽ được trả lại cho máy ép nước khô DG650 một lần nữa thông qua máy cạo trả lại và được giới thiệu lại. Đồng thời, các tài liệu đã được dán thành công vào quá trình tiếp theo;
5. Các vật liệu bong tróc ra khỏi màn hình rung, hãy vào máy nghiền tác động để nghiền nát;
6. Các vật liệu bị nghiền nát được gửi đến quy trình tiếp theo, một màn hình quay thô, thông qua các thiết bị truyền tải như máy cạo và thang máy xô. Trong quá trình này, một sàng lọc sơ bộ được thực hiện để chọn các vật liệu có kích thước phù hợp và nhập quy trình tiếp theo. , đồng thời, các vật liệu có kích thước tương đối lớn đi vào cạp trả lại và sau đó nhập máy nghiền tác động để nghiền thứ cấp;
7. Các vật liệu có âm lượng phù hợp ban đầu được sàng lọc bởi màn hình quay vào màn hình quay cấp mịn thông qua máy quét. Thông qua quá trình này, các hạt quá nhỏ trong vật liệu được sàng lọc và gửi đến DG650 một lần nữa thông qua cạp trả lại. Tăng lại trong máy liên kết con lăn khô;
8. Tại thời điểm này, kích thước âm lượng của vật liệu tương đối phù hợp với kích thước chúng ta cần. Nó đi vào máy đánh bóng chuyển qua dây đai, thang máy xô và các thiết bị khác để đánh bóng bề mặt của các hạt vật liệu;
9. Các hạt được đánh bóng (trộn với bột được đánh bóng ở giữa) đi vào sàng để sàng lọc tốt. Sau khi vượt qua quá trình sàng lọc tốt, vật liệu hạt xuất hiện là phân bón kali sunfat dạng hạt cần thiết và được sàng lọc bởi màn hình mịn cùng một lúc. Bột bị loại bỏ đi vào máy tính bảng con lăn khô DG-650 phía trước một lần nữa thông qua máy cạo trở lại và được tái tạo lại;
10. Vật liệu hạt ra khỏi màn hình tốt là sản phẩm cuối cùng. Tại thời điểm này, nó cần vào máy đóng gói để đóng gói và may túi;
11. Sau khi kali sulfate được đóng gói, nó bước vào quá trình pallet robot cuối cùng. Thông qua robot palletizing, các vật liệu được sản xuất bởi dây chuyền sản xuất được đóng gói gọn gàng trên pallet, và sau đó đưa vào kho bằng xe nâng;
Quá trình trên về cơ bản là một dây chuyền sản xuất hoàn toàn tự động cho phân bón kali sunfat hạt. Hệ thống điều khiển của dây chuyền sản xuất này được tích hợp hoàn toàn và được vận hành và điều khiển đồng đều bởi hệ thống điều khiển chính trong phòng điều khiển trung tâm. Hệ thống điều khiển được điều khiển bởi một lập trình Bộ điều khiển (PLC) có thể kiểm soát toàn bộ quá trình và được trang bị máy tính chủ làm nhà cung cấp dịch vụ trao đổi-máy của con người. Đồng thời, các liên kết quy trình cần thiết được trang bị bộ chuyển đổi tần số để điều chỉnh động, cuối cùng cho phép toàn bộ dây chuyền sản xuất đạt được hiệu quả sản xuất tối ưu;
Việc sử dụng một bộ giảm thiểu đặc biệt đầu ra trục hai trục mở rộng có thể bảo vệ hiệu quả các con lăn và vòng bi chính khỏi thiệt hại, cải thiện hiệu suất truyền và tăng thêm sản lượng sản phẩm.
Khung mới, được thiết kế với các tính toán được tối ưu hóa dựa trên công thái học, được trang bị cấu trúc cửa lớn gần với các con lăn và nền tảng làm việc hàng đầu thuận tiện cho nhân viên vận hành, đáp ứng đầy đủ các yêu cầu của khách hàng về an toàn, độ tin cậy và bảo trì thuận tiện.
Cơ thể cuộn của máy tạo hạt phân bón được rèn toàn diện từ thép hợp kim chất lượng cao và có thể thích nghi rộng rãi với các điều kiện vật liệu phức tạp khác nhau. Trong thiết kế của lớp chống mài mòn trên bề mặt con lăn, chúng tôi đã thành thạo định luật độ sâu của ứng suất cơ học lớn dựa trên lý thuyết tiếp xúc Hertzian và lý thuyết độ co giãn thuần túy, và kết hợp khoa học các vật liệu của lớp chống bóng, cũng như sự thay đổi của lớp. Mô hình bề mặt con lăn, được hoàn thiện sau các thử nghiệm và so sánh lặp đi lặp lại và được hưởng lợi từ các cải tiến kỹ thuật của các thành phần khác (như thiết bị cho ăn), có thể làm cho góc kéo vật liệu cân bằng và ổn định hơn, đồng thời loại bỏ hiệu quả lực trục của con lăn. Làm cho thiết bị hoạt động ổn định hơn.
Thiết bị cho ăn mới được thiết kế được trang bị một tấm van điều chỉnh, có thể dễ dàng nhận ra điều chỉnh trực tuyến. Việc bổ sung một buồng mở rộng không khí có thể phóng thích không khí vào vật liệu và cải thiện vết cắn của vật liệu giữa các con lăn. Sự cải thiện kỹ thuật của thiết bị cho ăn cũng đã trực tiếp dẫn đến việc cải thiện mô hình bề mặt con lăn.
Trong thiết kế của hệ thống thủy lực của máy hạt kali sulfate, Hywell không chỉ coi nó là một nguồn năng lượng mà còn làm cho nó có chức năng bảo vệ thiết bị. Nhiều chức năng bảo vệ tự động được thiết kế và hệ thống thủy lực được tối ưu hóa làm cho con lăn di chuyển thích ứng hơn với chuyển động, có thể loại bỏ hiệu quả các mảnh sắt hỗn hợp vô tình và bảo vệ hoạt động an toàn của thiết bị.
Máy nghiền của hạt kali clorua được chia thành hai giai đoạn, có thể nghiền nát các vật liệu khối được ép bởi tấm hai lần. Nó có ba buồng nghiền, làm tăng đáng kể khu vực nghiền nát. Do đó, máy nghiền cải thiện hiệu quả hiệu quả và năng suất nghiền.
Máy này có những ưu điểm của độ rung nhỏ, nhiễu thấp và yêu cầu thấp cho sức mạnh của sự hỗ trợ. Nó kết hợp các ưu điểm của chuyển động tròn, chuyển động hình elip và chuyển động tuyến tính đối ứng. Nó cũng được trang bị một thiết bị làm sạch bề mặt màn hình, vì vậy máy có đầu ra lớn và hiệu quả sàng lọc cao. Tiêu thụ năng lượng cao, thấp, cài đặt linh hoạt và thay thế màn hình dễ dàng.
Bộ chuyển đổi tần số điều khiển bộ nạp định lượng và máy ép con lăn tạo thành một hệ thống điều khiển vòng kín giữa chúng. Theo cách này, bản thân hệ thống điều khiển hạt sẽ giám sát và điều khiển bộ nạp định lượng và nhấn con lăn qua PID của chính bộ chuyển đổi tần số. Tốc độ của máy chính cho phép hai máy duy trì cân bằng làm việc động ở vị trí tốt nhất mọi lúc để dòng điện làm việc của máy chính của máy ép con lăn luôn được duy trì ở giá trị làm việc tập hợp và hoạt động ổn định và đồng đều. Đồng thời, việc cho ăn cưỡng bức cũng có thể thực hiện điều chỉnh nhẹ theo tốc độ bất cứ lúc nào. Kết quả là, hạt con lăn luôn ở trong điều kiện làm việc tốt nhất. Đồng thời, hệ thống này cũng có chuyển đổi lẫn nhau giữa các chế độ điều khiển thủ công và điều khiển tự động để đạt được hoạt động linh hoạt và thuận tiện.



























































 简体中文
简体中文



")