
|













DG
HYWELL
8479899990
304/316L/Q235
Хімічныя / ўгнаенні
так
| Колькасць: | |
|---|---|
Звычайна існуе два тыпу тэхналогіі грануляцыі парашка: вільготная і сухая грануляцыя. Метад сухога гранулятара ўключае экструзію прадукту ў агламераты або лісты без дадання звязальнага рэчыва, а затым драбненне і прасейванне яго ў сухія грануляваныя прадукты. Вільготныя метады ў асноўным выкарыстоўваюць ролікі, дыскі, плаўленне, распыленне і распыленне для гранулявання.
Пры мокрым грануляванні трываласць у вільготным стане, якая ствараецца капілярным эфектам вадкага злучнага, гуляе жыццёва важную ролю. У в
наступная стадыя сушкі, хімічная рэакцыя паміж кампанентамі і крышталізацыя раствораных рэчываў ствараюць цвёрдыя крыштальныя масткі, якія надаюць форму часціцам. Рэпрэзентатыўнае абсталяванне гэтай тэхналогіі ўключае гранулятар з вадкім пластом, гранулятар з высокім зрухам , ролікі, прылады псевдоожижения і г.д.
Тэхналогія сухой экструзійнай грануляцыі без злучнага з'яўляецца вельмі канкурэнтаздольнай тэхналогіяй. Увогуле, часціцы ўтвараюцца не цвёрдымі масткамі паміж часціцамі, а трываласцю часціц, якія ўтвараюцца сіламі паміж малекуламі. З-за кароткай адлегласці дзеяння гэтай сілы патрабуецца, каб часціцы былі аднолькавага памеру, і патрабуецца знешні ціск. Метад нагнятання можа быць экструзіяй (прэсаванне матэрыялу з адтулінамі з фіксаваным дыяметрам) або экструзіяй (націсканне на абодва бакі матэрыялу), калі экструзія адбываецца ў зазоры паміж двума валкамі, якія верцяцца супрацьлегла, працэс уяўляе сабой гранулятар ушчыльнення валкоў. Ролікавы ўшчыльняльнік-гранулятар серыі DG выкарыстоўвае тэхналогію сухога валковага прэсавання для сціскання парашкападобных матэрыялаў з утрыманнем вільгаці ≤5% у шматкі або блокі, а затым падвяргаецца працэсам драбнення, грануляцыі і прасейвання, каб ператварыць шматкі ў камякі. Матэрыял становіцца грануляваным матэрыялам, які адпавядае патрабаванням выкарыстання. Гранулятар з ролікавым ушчыльняльнікам у асноўным абапіраецца на знешні ціск, каб праціснуць матэрыял праз шчыліну паміж двума адносна верцячымі ролікамі і прымусіць яго сціскацца на часткі. У працэсе пракаткі рэальная шчыльнасць матэрыялу можа быць павялічана ў 1,5-3 разы. Для таго, каб дасягнуць пэўных патрабаванняў да трываласці часціц.
Ролікавы ўшчыльняльнік-гранулятар серыі DG таксама называюць гранулятарам, машынай для вырабу гіпсавых брыкетаў, машынай для вырабу брыкетаў, гранулятарам сажы, гранулятарам сульфату калію і гранулятарам хларыду калію ў адпаведнасці з асноўным прымяненнем.
Ролікавы ўшчыльняльнік-гранулятар серыі DG таксама называюць сухім гранулятарам, ролікавым гранулятарам, двухвалковым гранулятарам, ролікавым прэс-гранулятарам і машынай для сухога гранулявання ў адпаведнасці з яго працоўнымі ўласцівасцямі.
Ролікавы ўшчыльняльнік
Ролікавы ўшчыльняльнік
Грануляванае ўгнаенне валодае добрымі фізічнымі ўласцівасцямі; гэта можа паменшыць пэўную колькасць прасторы і кошт у лагістыцы; не пыліць пры пагрузцы і разгрузцы, не злежваецца пры працяглым захоўванні, валодае добрай цякучасцю, лёгка расцякаецца пры ўгнаенні; ён таксама можа гуляць ролю павольнага вызвалення для паляпшэння якасці ўгнаенняў. Каэфіцыент выкарыстання і павышэнне эфектыўнасці ўгнаенняў. Акрамя таго, грануляваныя ўгнаенні розных гатункаў, але аднолькавага памеру можна непасрэдна змяшаць, каб атрымаць недарагое комплекснае ўгнаенне з такім жа эфектам угнаенні, як і камбінаванае ўгнаенне.
Аднак адзіным недахопам сухога ролікавага гранулявання хімічных угнаенняў для атрымання грануляваных угнаенняў з'яўляецца тое, што форма прадукту - гэта няправільныя часціцы. Аднак няправільная форма часціц не ўплывае на ўнясенне хімічных угнаенняў, і працэс абрэзкі можа быць дададзены для далейшага акруглення часціц. Ўгнаенне, вырабленае сухім гранулятарам з ролікавым ушчыльняльнікам, мае дастатковую трываласць, менш пылу, адсутнасць агламерацыі, вузкі гранулометрічны дыяпазон і добрую цякучасць. Угнаенні, атрыманыя метадам грануляцыі вальцавай экструзіі, шырока выкарыстоўваюцца ў механічным угнаенні за мяжой, што даказвае, што форма іх часціц не будзе фактарам, які ўплывае на прымяненне хімічных угнаенняў.
Аднаразовае ўгнаенне ў асноўным адносіцца да сульфату калію, хларыду калію, падвойнага суперфасфату, парашка фасфарыту, сульфату аміяку, хларыду амонія, нітрату калію і іншых парашкоў. Мэтай сухога гранулявання з'яўляецца атрыманне моцных часціц угнаенняў памерам 1~5 або 2~4 мм, прыдатных для механічнага ўнясення ўгнаенняў. Такім чынам, прамысловасць угнаенняў таксама называе сухія ролікавыя гранулятары гранулятар сульфату калію, гранулятар хларыду калію, гранулятар сульфату аміяку і гранулятар хларыду амонія.
Калі тонкасць парашка складае ад 200 да 400 меш, ён утрымлівае шмат паветра, таму што парашок занадта дробны і меншая насыпная шчыльнасць. Затым двухвалковы прэс-гранулятар павінен дадаць прыладу для дэгазацыі, каб дасягнуць паспяховага гранулявання.
У звычайным працэсе гранулявання складаных угнаенняў выкарыстоўваецца мокры метад. Гэты метад патрабуе спачатку змяшаць і грануляваць вільготную сыравіну, а затым высушыць. Спажыванне энергіі высокае. Большая частка энергіі выкарыстоўваецца ў сістэме сушкі, і толькі малая частка. Падыходзіць для драбнення і транспарціроўкі негабарытных часціц. Для вільготных працэсаў працэс сушкі вельмі важны, таму што вільгаць ўнутры часціц павінна быць высушана. Для вытворчасці комплексных угнаенняў выкарыстоўваецца метад сухога пракаткі, які дазваляе пазбегнуць дарагога працэсу сушкі. Прамысловасць угнаенняў таксама называе ролікавы гранулятар для ўшчыльнення NPK гранулятарам і гранулятарам складаных угнаенняў. Яго перавагі: ① Зніжэнне вытворчых выдаткаў і спажывання энергіі; ② Можа быць вельмі гнуткім для вытворчасці розных формул складаных угнаенняў; ③ Высокая трываласць часціц.
Прынцып атрымання комплексных угнаенняў метадам сухога валковага прасавання прыкладна такі ж, як і вытворчасці аднаго ўгнаенні, але сухое грануляванне комплексных угнаенняў мае свае асаблівасці. Асноўная прычына ў тым, што ў складзе комплексных угнаенняў ёсць азотныя ўгнаенні. Напрыклад: Мачавіна мае нізкую тэмпературу плаўлення і вельмі гіграскапічная. Суперфасфат мае тэндэнцыю змяняцца пры стрэсе. Калі ўтрыманне гэтых двух інгрэдыентаў у складзе комплекснага ўгнаенні вялікае, гэта будзе мець вельмі негатыўны ўплыў на грануляцыю комплекснага ўгнаенні. Такім чынам, суадносіны змешвання азоту, фосфару і калія з'яўляецца вельмі важным фактарам у вытворчай лініі гранулятараў азоту, фосфару і калію.

Ролікавы ўшчыльняльнік

Ролікавы ўшчыльняльнік

Ролікавы ўшчыльняльнік
Лятучая попел - гэта вулканічны попел. Ён мае такія перавагі, як высокая патэнцыйная актыўнасць, добрая хімічная стабільнасць мінеральных тэл, дробныя часціцы і невялікая колькасць шкодных рэчываў, а таксама можа палепшыць фізічныя ўласцівасці бетону або раствора. З-за фізічных уласцівасцей вугалю пылападобны вугаль у асноўным нерастваральны ў вадзе, а часціцы пылападобнага вугалю вельмі дробныя, а міжмалекулярная адлегласць кароткая, што вельмі ўскладняе грануляцыю вугальнага пылу. Неабходна дадаць злучнае рэчыва, а злучным рэчывам для гранулявання вугальнага пылу з'яўляецца каменнавугальны дзёгаць.
Гранулятар вугальнага пылу ў асноўным вырабляе два тыпы пылападобнага вугалю: 8-50 мм брыкеты і 2-6 мм актываваны вугаль.
Грануляцыя ў сухім прэсе прэсуе здробнены вугаль у фасонны вугаль, а дыяпазон фасонных вугальных блокаў складае 8~50 мм або нават больш.
Перавага вытворчасці актываванага вугалю шляхам фармавання пылападобнага вугалю ў пэўны дыяпазон часціц заключаецца ў тым, што ён павялічвае сітаватасць і ўдзельную паверхню, такім чынам, значна паляпшаючы адсарбцыйную здольнасць актываванага вугалю. Таму мы часта фарміруем вугальны пыл у няправільныя часціцы памерам ад 2 да 6 мм, а затым актывуем яго для атрымання актываванага вугалю і выкарыстання ў якасці металургічнай сыравіны.
Патрабаванні да аховы навакольнага асяроддзя становяцца ўсё вышэй і вышэй. Каб адпавядаць патрабаванням аховы навакольнага асяроддзя, многія хімічныя прадпрыемствы паляпшаюць працоўныя ўмовы працы і памяншаюць забруджванне пылам. У той жа час у наступных галінах прамысловасці, звязаных з тонкай хіміяй, такіх як машынабудаванне, электроніка, аўтамабілі, будаўніцтва і інфармацыя, таксама стала тэндэнцыяй развіцця прамысловасці грануляванне хімічных прадуктаў, такіх як розныя дабаўкі, антыаксіданты і паскаральнікі гарэння, зробленыя пасля таго, як сухія грануляцыйныя асушальнікі, снегаплавільнікі і металургічныя дабаўкі шырока выкарыстоўваюцца.
Напрыклад, антыаксіданты, цыянід натрыю, натрый, цыянуравая кіслата, аксід цынку, аксід свінцу, карбанат калія, карбанат стронцыю, хларыд кальцыя, гідрафасфат кальцыя, метасілікат натрыю, крыяліт, фтарыд алюмінія, белая сажа, алюмінат кальцыя, карналіт, фасфарытны парашок і г.д.
Назва матэрыялаў |
Мадэль машыны |
Памер часціц (мм) |
Выхад (кг/г) |
Хлорысты калій |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Сульфат калію |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1300,2000-2500,3000-4300,5500-7500 |
Складанае ўгнаенне NPK |
DG360, DG450, DG650, DG850 |
2-5 |
900-1400,1800-2500,3000-4300,5500-7500 |
Крыяліт |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Хларыд амонія, сульфат амонія |
DG360, DG450, DG650, DG850 |
2-5 |
800-1000,2000-2500,3000-4300,5500-7500 |
Аксід цынку |
DG360, DG450, DG650, DG850 |
1,5-2,5 |
300-450 |
Цыянід натрыю |
DG360, DG450, DG650, DG850 |
1,5-5 |
800-900 |
Ролікавы ўшчыльняльнік DG-650
Ролікавы ўшчыльняльнік DG-850
мадэль |
DG360 |
DG450 |
DG650 |
DG850 |
Дыяметр роліка (мм) |
Φ360 |
Φ450 |
Φ650 |
Φ850 |
Сапраўдная карысная шырыня (мм) |
170-230 |
200-280 |
300-330 |
400-420 |
Хуткасць роліка (а/мін) |
10-25 |
10-25 |
10-25 |
9-16 |
Магутнасць прымусовага фідэра (кВт) |
7.5 |
11 |
11 |
15 |
Папярэдні ціск у акумулятары (МПа) |
6 |
8-10 |
8-10 |
10-14 |
Максімальная таўшчыня пракату (мм) |
8 |
12 |
16 |
25 |
Прадукцыйнасць рулоннага ліста (т/г) |
1300-2300 |
2500-3500 |
5000-7000 |
12000-15000 |
Выхад гатовай прадукцыі (т/г) |
1000-1300 |
2000-2500 |
3000-4300 |
5500-7500 |
Памер гранул (мм) |
2-5 |
2-5 |
2-5 |
2-5 |
Магутнасць рухавіка роліка (кВт) |
37 |
55 |
90 |
220 |
Агульная магутнасць (кВт) |
55 |
90 |
175 |
400 |
Габарытны памер (м) (Д*Ш*У) |
2,35x2x2,6 |
2,6x2,2x2,9 |
3,6x2,8x3,2 |
5x3,8x4,1 |
Агульная вага (Т) |
7 |
11 |
20 |
45 |

Валік
Ролікавы гранулятар

Валік
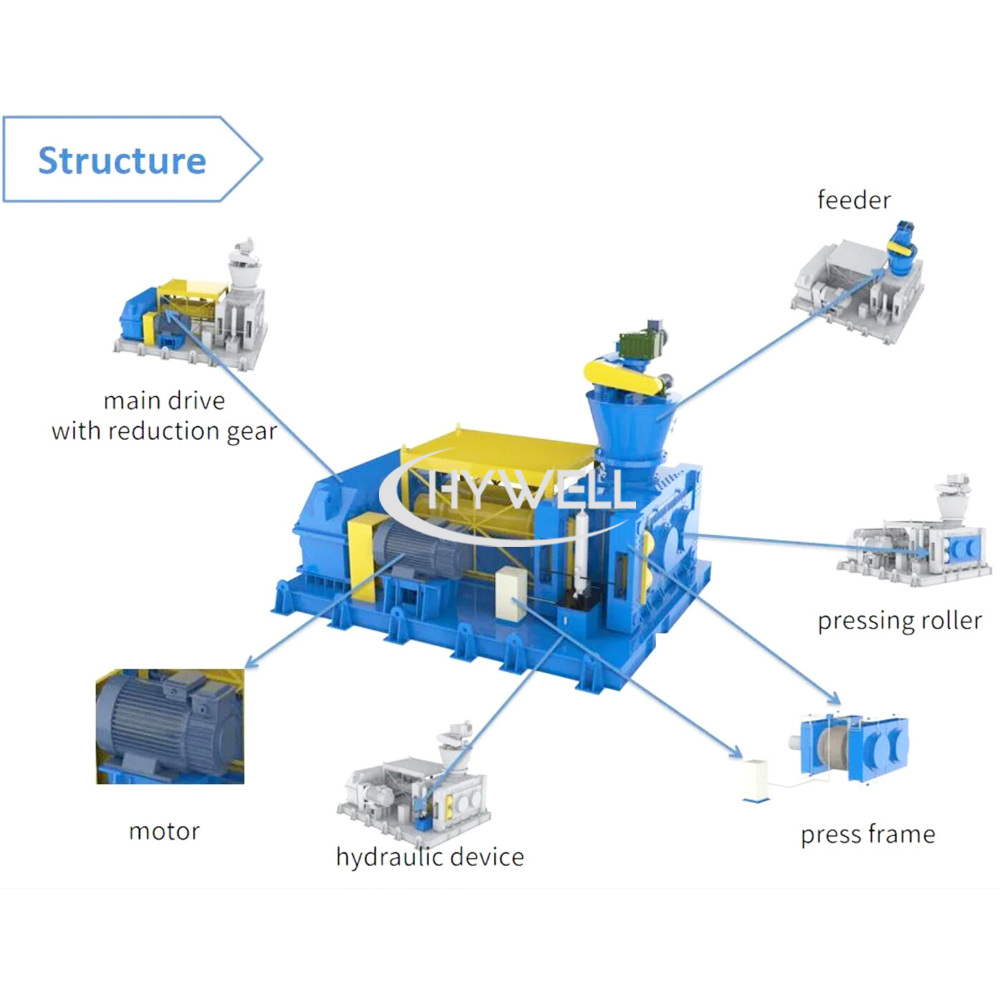
Розныя сухія парашковыя матэрыялы раўнамерна падаюцца ў бункер для падачы праз колькасны фідэр. Пасля дэгазацыі і спіралі папярэдняга ціску яны ўваходзяць у два роўных роліка. Ролікі круцяцца адносна адзін аднаго, і матэрыялы выціскаюцца ў прастору паміж двума ролікамі. Адзін камплект сядзенняў з ролікавымі падшыпнікамі ў машыне. Рама не рухаецца, а іншы набор сядзенняў з ролікавымі падшыпнікамі плыве па накіроўвалых рамы і прыціскаецца адна да адной з дапамогай гідрацыліндраў. На паверхні рулона рэгулярна размешчаны мноства адтулін аднолькавай формы і памеру. У гэты час сухі парашкападобны матэрыял бесперапынна і раўнамерна паступае паміж двума ролікамі зверху двух ролікаў за кошт уласнай вагі і прымусовай падачы. Матэрыял спачатку свабодна сцякае, а потым згортваецца пасля траплення ў зону прыкусу. Пры бесперапынным кручэнні роліка прастора, занятае матэрыялам, паступова памяншаецца і паступова сціскаецца, дасягаючы максімальнага ціску фармавання. Ачышчаныя пальцападобныя камякі паступаюць у гранулятар і здрабняюцца верціцца нажом. Здробненыя матэрыялы паступаюць у гранулятар і праходзяць праз пракатны нож, так што часціцы і некаторыя парашкападобныя матэрыялы трапляюць на ротарны вібрацыйны грохот для прасейвання. Па канвееры якасная прадукцыя паступае на склад гатовай прадукцыі. Парашкападобны матэрыял пад сітай зноў адпраўляецца ў бункер для сыравіны праз канвеер для другаснай пракаткі. Памер сілы экструзіі можна рэгуляваць ціскам гідраўлічнага цыліндру ў адпаведнасці з патрэбамі аперацыі гранулявання.
1. Матэрыял прымушаюць сціскаць і фармаваць механічным ціскам без дадання змочвальніка, і чысціня прадукту гарантуецца.
2. Сухі парашок непасрэдна гранулюецца без наступнай сушкі.
3. Гранулы маюць высокую трываласць і павелічэнне ўдзельнай вагі пры кладцы больш значнае, чым іншыя метады гранулявання.
4. Ён мае вялікую аперацыйную гнуткасць і шырокія магчымасці адаптацыі. Трываласць часціц можна рэгуляваць з дапамогай гідраўлічнага ціску.
5. Сістэма працуе ў замкнёным цыкле для дасягнення бесперапыннай вытворчасці.
6. Змяніць форму канаўкі паверхні валіка для атрымання ліставых, палосных і плоскіх сферычных матэрыялаў.
7. Кругавая работа забяспечвае бесперапынную вытворчасць і высокую прадукцыйнасць гатовай прадукцыі;
8. Кампактная структура, зручнае абслугоўванне, простае кіраванне, кароткі працэс, нізкае энергаспажыванне, высокая эфектыўнасць і нізкі ўзровень адмоваў.
9. Ён можа кантраляваць забруджванне навакольнага асяроддзя, зніжаць адходы парашка і выдаткі на ўпакоўку, а таксама паляпшаць магчымасці транспарціроўкі прадукцыі.
10. Прылада падачы і падачы прымае бесступенькавае кіраванне рэгуляваннем зменнай частаты. Ён мае высокую ступень аўтаматызацыі і можа рэалізаваць кіраванне некалькімі машынамі адным чалавекам. Ён мае характарыстыкі нізкай працаёмкасці і працяглай бесперапыннай працы.
11. Асноўныя кампаненты трансмісіі выраблены з высакаякасных сплаваў. Вытворчасць матэрыялаў з нержавеючай сталі і іншых павярхоўных сплаваў значна павышае зносаўстойлівасць, устойлівасць да карозіі, устойлівасць да высокіх тэмператур і ціску, забяспечваючы доўгі тэрмін службы машыны.
У гэтай главе галоўным чынам прадстаўлены тэхналагічныя працэсы двухвалковага гранулятара нашай кампаніі. Фактычна, мы ў асноўным дзелім сухі гранулятар на адзіную тэхналагічную лінію ролікавага гранулятара і поўны праект лініі шматвалковай машыны гранулявання. У наступных артыкулах мы асобна прадстаўляем розныя тыпы працэсаў.
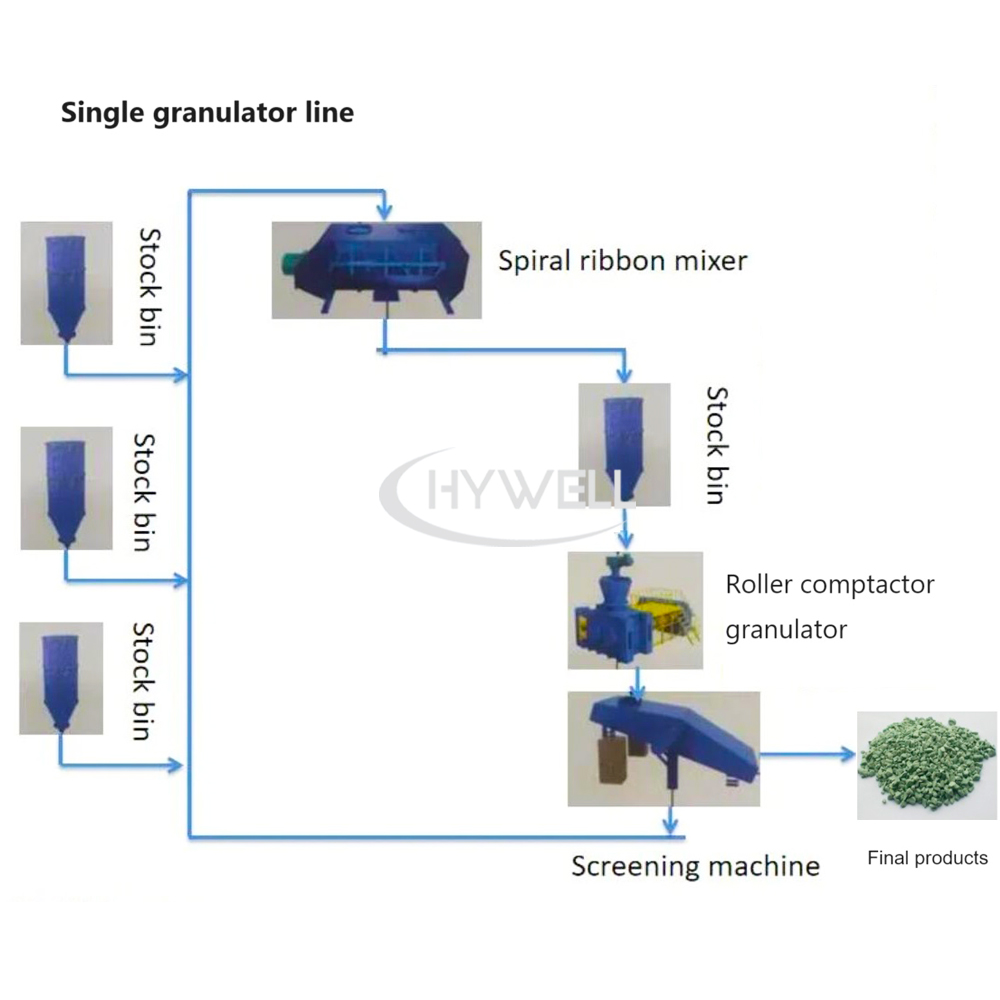
тэхналагічная лінія аднаагрэгатнага валковага гранулятара
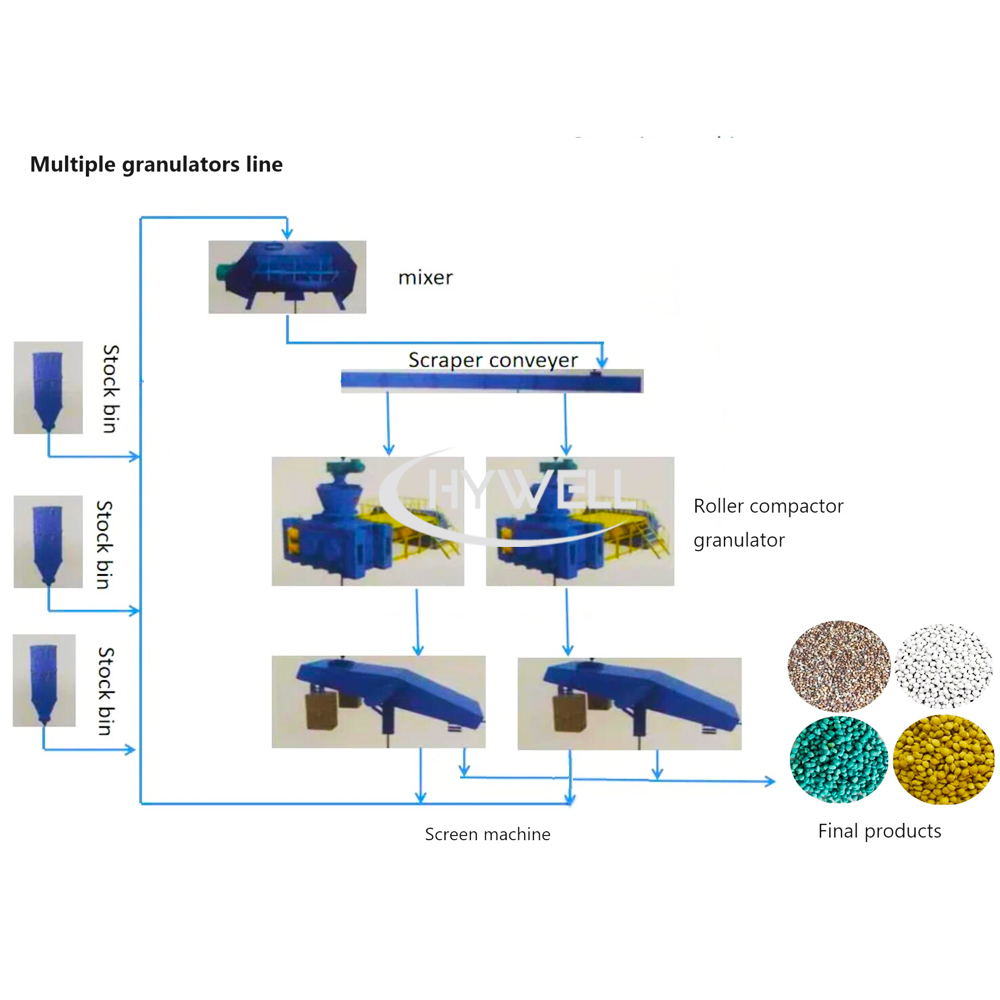
Шматвалковая тэхналагічная лінія машыны для гранулявання
Бункер для падачы з механічнай вібрацыяй, аўтаматычным кіраваннем і вібрацыяй па часе.
ён прымае рэгуляванне хуткасці з пераменнай частатой для забеспячэння дакладнасці падачы.
Ён складаецца з рухавіка з рэгуляванай частатой хуткасці, канічнай спіралі, канічнага бункера з мешалкамі і камбінацыі порта падачы. Яго функцыя заключаецца ў далейшым завяршэнні дэгазацыі і выкананні падачы пад ціскам. Дэгазацыя павінна зрабіць часціцы больш кампактнымі з дапамогай грануляцыйнай машыны з ролікавым ушчыльняльнікам,
Ён складаецца з левага і правага нерухомых сядзенняў падшыпнікаў і сядзенняў падшыпнікаў слізгацення, рамнай канструкцыі, двух ролікаў з легаванай сталі, двух гідраўлічных цыліндраў і электрычнай аўтаматычнай помпавай станцыі, а таксама спецыяльнага рэдуктара з цвёрдай зубчастай паверхняй і асноўнага рухавіка.
Камера драбнення і гранулявання валковага прэс-гранулятара сухога тыпу складаецца з здрабняльнай скрыні, здрабняльнага шпіндзеля і спецыяльнага верціцца ляза. Рухавік прыводзіць у рух галоўны вал, які круціцца на высокай хуткасці, каб здрабніць экструдаваныя матэрыялы ў гранулы.
Абсталяваны прыладай супраць засмечвання для палягчэння ачысткі экрана. Здробнены парашок з драбнілкі прасейваецца машынай на грануляваныя прадукты і перапрацаваны парашок.
Некваліфікаваныя парашкападобныя рэчывы транспартуюцца на падачы элеватара.
Верхняя і ніжняя зорачкі маюць сабраную структуру і выкарыстоўваюцца для транспарціроўкі матэрыялаў.
Ён складаецца з электрычнага блока кіравання, рэгулятара хуткасці пераўтварэння частоты, амперметра, вальтметра, светлавога індыкатара, кнопкавага перамыкача, пераўтваральніка напружання і іншых электрычных кампанентаў. Усе электрапрыборы кіруюцца і працуюць цэнтралізавана.
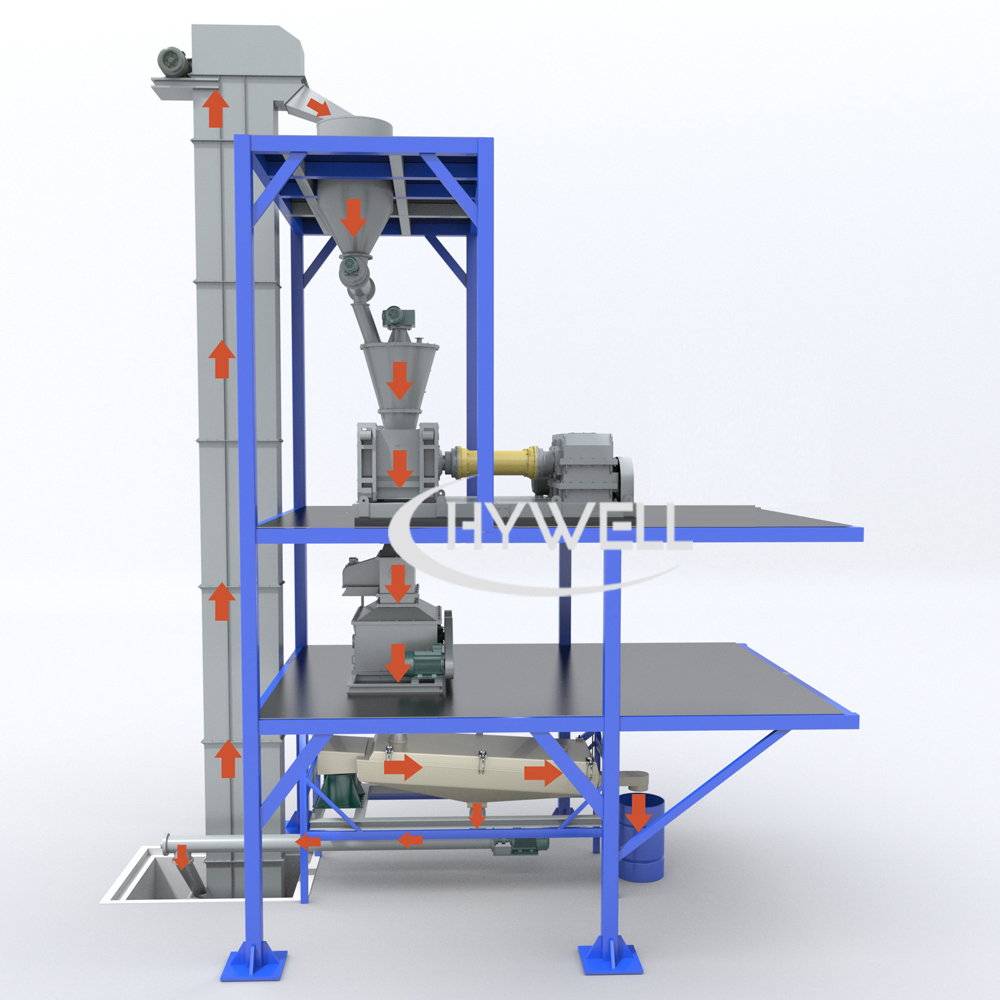
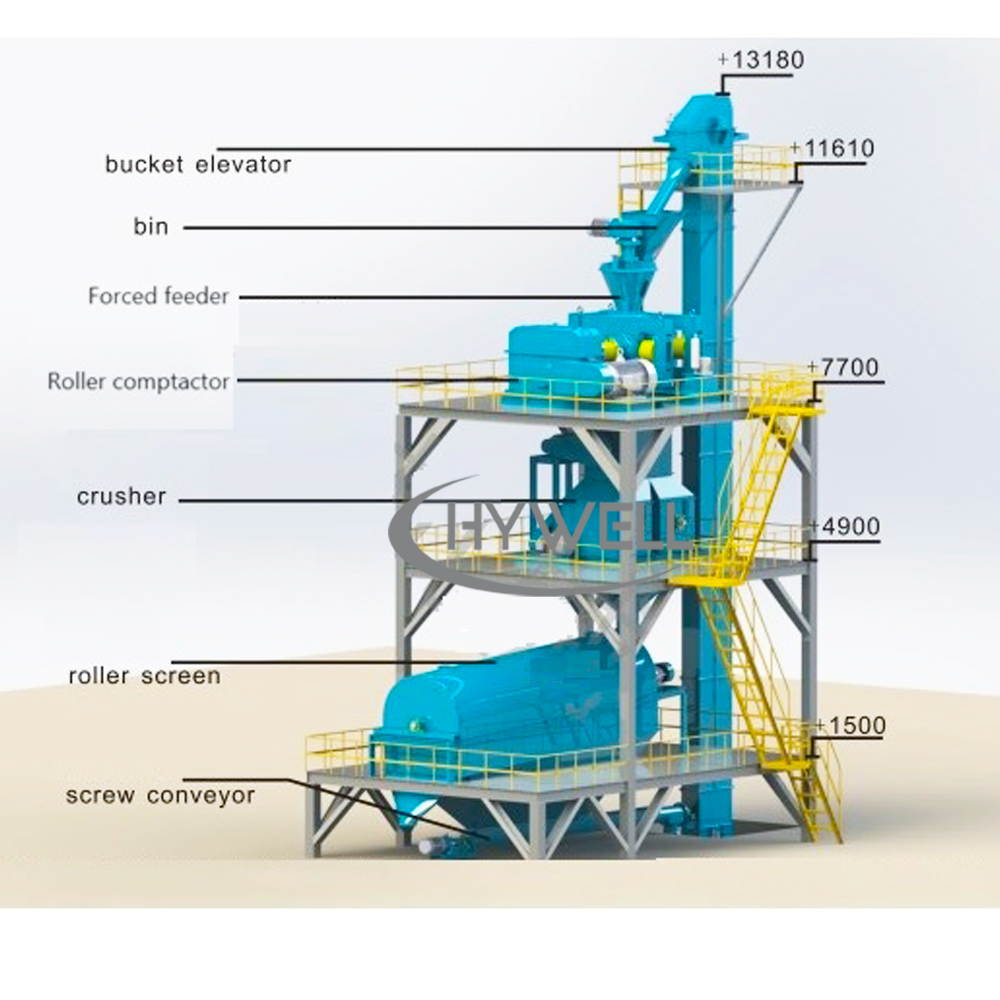
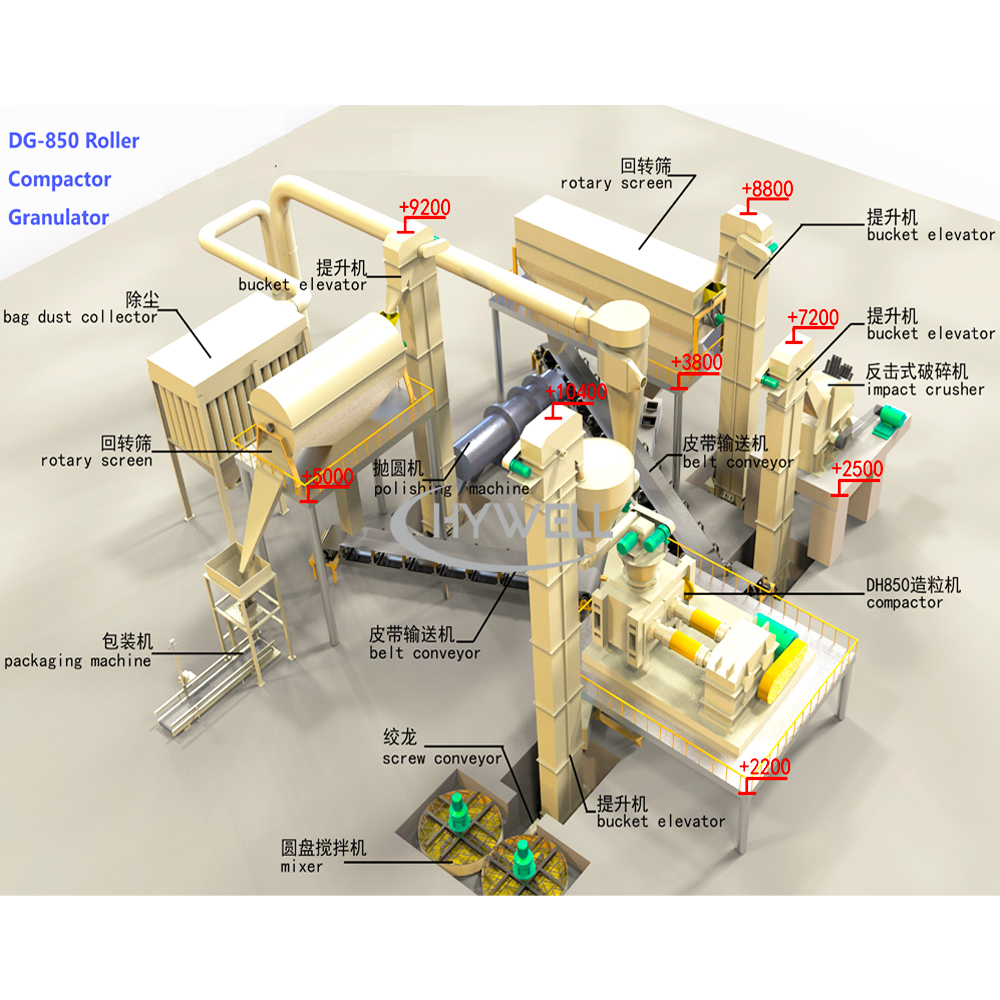
Працэс вытворчасці поўнага камплекта двухвалковай экструзійнай вытворчай лініі грануляванага абсталявання звычайна ўключае:
Змешванне і перамешванне сыравіны → драбненне - экструзія - прасейванне - электронная колькасная ўпакоўка.
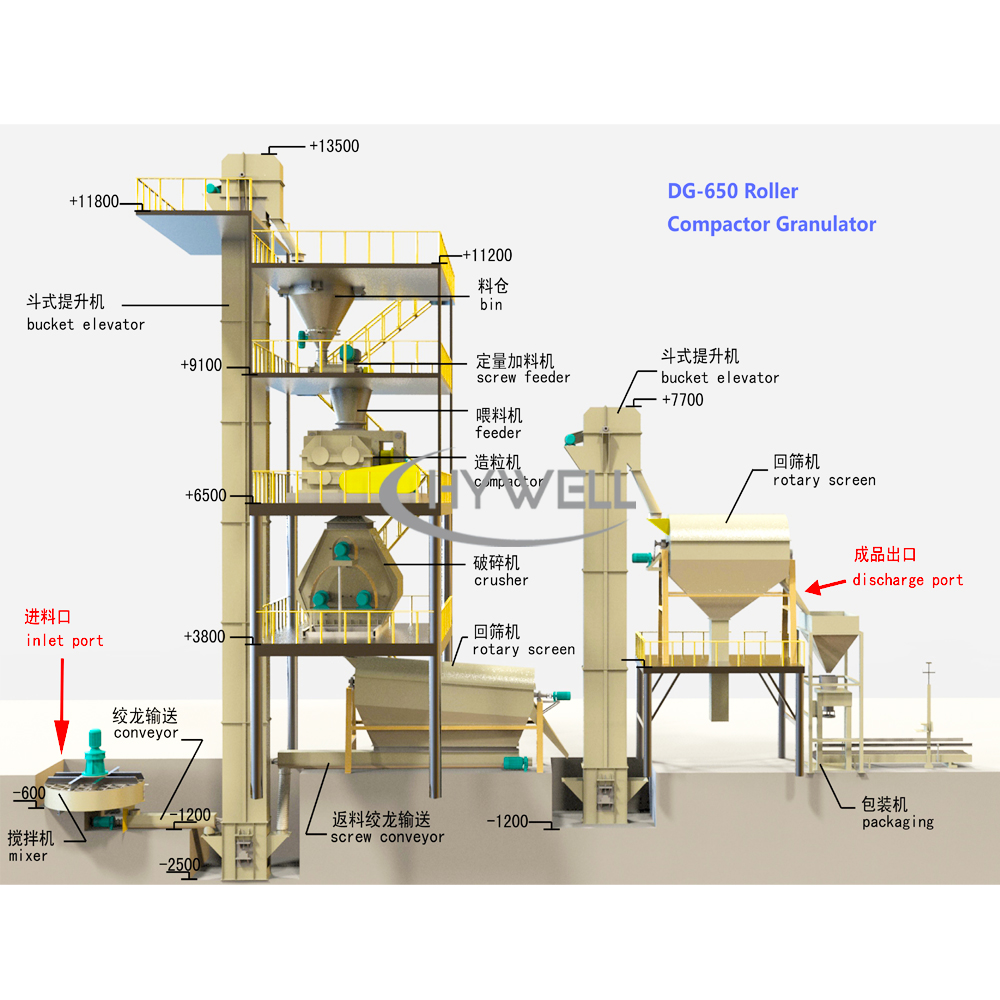
Возьмем у якасці прыкладу лінію па вытворчасці грануляванага сульфату калію з гранулятарам DG-650 у якасці ядра.
1. Падайце вытворчую лінію ў адпаведнасці з рознымі прапорцыямі матэрыялаў праз істужачныя вагі, спіральныя вагі, вагі для страты вагі і іншыя прылады для дазавання;
2. Матэрыялы, якія паступаюць на вытворчую лінію ў фіксаванай прапорцыі, паступаюць у папярэдне нагрэтую барабанную сушылку праз канвеернае абсталяванне, такое як істужачныя канвееры, праходзяць папярэднюю сушку, а затым пераходзяць на наступны этап (гэты этап вызначаецца ў адпаведнасці з утрыманнем вільгаці ў канкрэтных матэрыялах. Некаторыя матэрыялы не патрабуюць гэтага сушыльнага абсталявання); таму што змешванне розных матэрыялаў таксама дасягаецца ў працэсе сушкі барабаннай сушылкі. Калі ўтрыманне вільгаці ў матэрыяле нізкае і працэс сушкі не патрабуецца, перад пераходам да наступнага этапу неабходна дадаць міксер для парашка, каб раўнамерна змяшаць розныя матэрыялы.
3. Пасля папярэдняй сушкі матэрыялы або матэрыялы з парашковага змяшальніка паступаюць у машыну для таблетіравання сухіх ролікаў праз канвеернае абсталяванне, напрыклад, скрабковыя каўшавыя элеватары для таблетіравання;
4. Фізічная форма матэрыялу пасля паступлення ў нарэзку змянілася. У гэты час матэрыял накіроўваецца на наступны працэс, вібрасіта, праз транспартнае абсталяванне, такое як каўшовыя элеватары. Пасля таго, як матэрыял паступае на вібрасіта, парашкападобны матэрыял будзе зноў вернуты ў машыну для прэсавання сухіх валкоў DG650 праз зваротны скрабок і перакрыты. Пры гэтым матэрыялы, якія паспяхова налеплены, трапляюць у наступны працэс;
5. Лускаваты матэрыял, які выходзіць з вібрасіта, паступае ў ўдарную драбнілку для драбнення;
6. Здробненыя матэрыялы накіроўваюцца на наступны працэс, грубае ротарнае грохот, праз транспартнае абсталяванне, такое як скрабкі і каўшовыя элеватары. У гэтым працэсе праводзіцца папярэдні скрынінг, каб выбраць матэрыялы падыходнага памеру і перайсці ў наступны працэс. , у той жа час матэрыялы з адносна вялікімі памерамі паступаюць у зваротны скрабок, а затым у ўдарную драбнілку для другаснага драбнення;
7. Матэрыялы з адпаведным аб'ёмам, першапачаткова прасеяныя паваротным сітам, паступаюць на паваротны сіта дробнага класа праз скрабок. Дзякуючы гэтаму працэсу занадта дробныя часціцы ў матэрыяле адсейваюцца і зноў адпраўляюцца ў DG650 праз зваротны скрабок. Паўторная наклейка ў машыне для сухіх валкоў;
8. У гэты час памер аб'ёму матэрыялу адносна адпавядае патрэбнаму нам памеру. Ён паступае ў паліравальную машыну праз стужкі, каўшовыя элеватары і іншае абсталяванне для паліроўкі паверхні часціц матэрыялу;
9. Паліраваныя часціцы (змешаныя з паліраваным парашком у сярэдзіне) трапляюць у сіта для тонкага прасейвання. Пасля праходжання працэсу тонкага прасейвання грануляваны матэрыял, які выходзіць, з'яўляецца неабходным грануляваным угнаеннем сульфату калію і адначасова прасейваецца праз дробнае сіта. Выдалены парашок зноў паступае ў пярэднюю машыну DG-650 для таблетіравання сухіх ролікаў праз зваротны скрабок і паўторна гранулюецца;
10. Грануляваны матэрыял, які выходзіць з тонкага экрана, з'яўляецца канчатковым прадуктам. У гэты час ён павінен увайсці ў ўпаковачную машыну для ўпакоўкі мяшкоў і шыцця;
11. Пасля ўпакоўкі сульфат калію ён трапляе ў апошні працэс палетавання робата. З дапамогай робата для палетавання матэрыялы, вырабленыя на вытворчай лініі, акуратна ўпакоўваюцца на паддон, а затым змяшчаюцца на захоўванне з дапамогай пагрузчыка;
Вышэйзгаданы працэс у асноўным з'яўляецца цалкам аўтаматычнай вытворчай лініяй для грануляванага ўгнаенні сульфату калію. Сістэма кіравання гэтай вытворчай лініі цалкам інтэграваная і аднастайна кіруецца і кантралюецца галоўнай сістэмай кіравання ў цэнтральнай дыспетчарскай. Сістэма кіравання кіруецца праграмуемым Кантролер (PLC) кіруе ўсім працэсам і абсталяваны галоўным кампутарам у якасці носьбіта для абмену паміж чалавекам і машынай. У той жа час неабходныя звёны працэсу абсталяваны пераўтваральнікамі частоты для дынамічнай рэгулявання, што ў канчатковым выніку дазваляе ўсёй вытворчай лініі дасягнуць аптымальнай эфектыўнасці вытворчасці;
Выкарыстанне павялічанага двухвальнага выхаду спецыяльнага рэдуктара і муфты барабана можа эфектыўна абараніць ролікі і карэнныя падшыпнікі ад пашкоджанняў, палепшыць эфектыўнасць трансмісіі і яшчэ больш павялічыць аб'ём вытворчасці.
Новая рама, распрацаваная з аптымізаванымі разлікамі з улікам эрганомікі, абсталявана вялікай дзвярной канструкцыяй, блізкай да ролікаў, і верхняй рабочай платформай, зручнай для працы персаналу, якая цалкам адпавядае патрабаванням заказчыка па бяспецы, надзейнасці і зручнасці абслугоўвання абсталявання.
Корпус валкоў машыны для гранулявання ўгнаенняў цалкам выкаваны з высакаякаснай легаванай сталі і можа шырока адаптавацца да розных складаных матэрыяльных умоў. Пры распрацоўцы зносаўстойлівага пласта на паверхні роліка мы засвоілі закон глыбіні вялікіх механічных нагрузак, заснаваны на тэорыі кантакту Герца і тэорыі чыстай пругкасці, і навукова аб'ядналі матэрыялы пласта супраць разрыву, пераходнага пласта і зносаўстойлівага пласта, а таксама цвёрдасць. Паляпшэнні ў працэсах супастаўлення і тэрмічнай апрацоўкі значна палепшылі супрацьдзеянне расколінам і зносаўстойлівасць паверхні роліка. Узор паверхні роліка, які быў дапрацаваны пасля неаднаразовых выпрабаванняў і параўнанняў і атрымаў карысць ад тэхнічных удасканаленняў іншых кампанентаў (напрыклад, прылады падачы), можа зрабіць кут уцягвання матэрыялу больш збалансаваным і стабільным і ў той жа час эфектыўна ліквідаваць восевую сілу роліка. Зрабіце працу абсталявання больш стабільнай.
Нядаўна распрацаванае прыстасаванне для падачы абсталявана пласцінай рэгулявальнага клапана, якая можа лёгка рэалізаваць рэгуляванне ў рэжыме онлайн. Даданне камеры пашырэння паветра можа плаўна выпускаць паветра, захопленае матэрыялам, і паляпшаць прыкус матэрыялу паміж ролікамі. Тэхнічнае ўдасканаленне прылады падачы таксама непасрэдна прывяло да паляпшэння малюнка паверхні роліка.
У канструкцыі гідраўлічнай сістэмы машыны для гранулявання сульфату калію Hywell не толькі разглядае яе як крыніцу энергіі, але і выконвае функцыю абароны абсталявання. Распрацавана некалькі аўтаматычных функцый абароны, а аптымізаваная гідраўлічная сістэма робіць рухомы ролік больш адаптаваным да руху, што можа эфектыўна ліквідаваць выпадкова змешаныя кавалкі жалеза і абараніць бяспечную працу абсталявання.
Драбнілку гранулятара хларыду калія падзелена на два этапы, якія могуць двойчы здрабніць блокавыя матэрыялы, прыціснутыя лістом. Ён мае тры камеры драбнення, што значна павялічвае плошчу драбнення. Такім чынам, драбнілку эфектыўна павышае эфектыўнасць драбнення і ўраджайнасць.
Гэтая машына мае такія перавагі, як малая вібрацыя, нізкі ўзровень шуму і нізкія патрабаванні да трываласці апоры. Ён спалучае ў сабе перавагі кругавога руху, эліптычнага руху і зваротна-паступальнага лінейнага руху. Ён таксама абсталяваны прыладай для ачысткі паверхні экрана, таму машына мае вялікую прадукцыйнасць і высокую эфектыўнасць прасейвання. Высокае нізкае энергаспажыванне, гнуткая ўстаноўка і простая замена экрана.
Пераўтваральнік частоты, які кіруе колькасным сілкавальнікам і валковым прэсам, утварае замкнёную сістэму кіравання паміж імі. Такім чынам, сама сістэма кіравання гранулятарам будзе кантраляваць і кантраляваць колькасны сілкавальнік і валковы прэс праз PID самога пераўтваральніка частоты. Хуткасць асноўнай машыны дазваляе абодвум падтрымліваць дынамічны працоўны баланс у лепшым становішчы ва ўсе часы, каб працоўны ток асноўнай машыны ролікавага прэса заўсёды падтрымліваўся на зададзеным працоўным значэнні і працаваў стабільна і раўнамерна. У той жа час, прымусовае кармленне таксама можа ўнесці невялікую карэкціроўку хуткасці ў любы час. У выніку валковы гранулятар заўсёды ў найлепшым працоўным стане. У той жа час гэтая сістэма таксама мае ўзаемнае пераключэнне паміж ручным і аўтаматычным рэжымамі кіравання для дасягнення гнуткай і зручнай працы.




























































 简体中文
简体中文



")