

|













Dog
Hywell
8479899990
304/316L/Q235
Kemikalie / gödselmedel
Ja
| Kvantitet: | |
|---|---|
Det finns i allmänhet två typer av pulvergranuleringsteknologier: våt och torr granulering. Den torra granulatormetoden involverar extruderar produkten i agglomerat eller ark utan att lägga till ett bindemedel och sedan krossa och screena den i torra granulära produkter. Våta metoder använder huvudsakligen rullar, skivor, smältning, sprutning och sprutning för att granulera.
Vid våtgranulering spelar den våta styrkan som genereras av den flytande bindemedlets kapilläreffekt en viktig roll. I
Efterföljande torkningssteg producerar den kemiska reaktionen mellan komponenterna och kristallisationen av de upplösta ämnena fasta, kristallbroar som ger formen till partiklarna. Representativ utrustning för denna teknik inkluderar flytande sänggranulator, Hög skjuvgranulator , rullar, fluidiseringsanordningar etc.
Bindemedelsfri torr extrudering granuleringsteknik är en mycket konkurrenskraftig teknik. I allmänhet bildas inte partiklar av fasta broar mellan partiklar, utan av styrkan hos partiklar som bildas av krafterna mellan molekyler. På grund av det korta avståndet för denna kraft krävs partiklarna för att vara liknande i storlek och yttre tryck krävs. Metoden för tryckskap kan vara extrudering (pressning av materialet med hål med en fast diameter) eller extrudering (trycksättning på båda sidor av materialet), om extrudering sker i klyftan mellan två motroterande rullar, är processen en rullkomprimeringsgranulator. DG Series Roller Compactor Granulator använder torr rullpressningsteknologi för att komprimera pulverformiga material med ett fuktinnehåll på ≤5% till flingor eller block och genomgår sedan krossning, granulering och screeningprocesser för att göra flingorna till klumpar. Materialet blir granulärt material som uppfyller användningskraven. Rullkomponentens granulatormaskin förlitar sig huvudsakligen på yttre tryck för att tvinga materialet genom klyftan mellan två relativt roterande rullar och tvinga den att komprimeras i bitar. Under rullningsprocessen kan materialets faktiska densitet ökas med 1,5 till 3 gånger. För att uppnå vissa krav på partikelstyrka.
DG Series Roller Compactor Granulator kallas också granulator, gipsbrikettmaskin, brikettmaskin, kolsvartgranulator, kaliumsulfatgranulator och kaliumkloridgranulator enligt dess huvudanvändningsomfång.
DG Series Roller Compactor Granulator kallas också Dry Granulator, Roller Granulator, Double Roller Granulator, Roller Press Granulator och Dry Granulation Machine enligt dess arbetsegenskaper.
Rullkompaktörgranulator
Rullkompaktörgranulator
Den granulerade gödningsmedel har goda fysiska egenskaper; Det kan minska en viss mängd utrymme och kostnad i logistik; Det orsakar inte damm under belastning och lossning, inte agglomerat under långvarig lagring, har god flytande och är lätt att sprida sig under befruktningen; Det kan också spela en långsam roll för att förbättra gödselkvaliteten. Användningshastighet och förbättrad gödningseffektivitet. Dessutom kan granulära gödselmedel av olika sorter men liknande storlekar blandas direkt för att erhålla en lågkostnadsförening gödningsmedel med samma gödseleffekt som sammansatt gödningsmedel.
Den enda nackdelen med torrvalggranulering av kemiska gödselmedel för att producera granulära gödselmedel är emellertid att produktens form är oregelbundna partiklar. Den oregelbundna partikelformen har emellertid ingen inverkan på appliceringen av kemiska gödselmedel, och trimningsprocessen kan tillsättas för att längre runt partiklarna. Gödningsmedel som produceras av rullkompaktorns torra granulator har tillräcklig styrka, mindre damm, ingen agglomeration, ett smalt fördelningsområde för partikelstorlek och god fluiditet. Gödningsmedel producerad genom rulleksträngsgranulering har använts i stor utsträckning vid mekanisk gödsling utomlands, vilket bevisar att deras partikelform inte kommer att vara en faktor som påverkar tillämpningen av kemiska gödselmedel.
Enkel gödningsmedel avser huvudsakligen kaliumsulfat, kaliumklorid, dubbel superfosfat, fosfatbergpulver, ammoniaksulfat, ammoniumklorid, kaliumnitrat och andra pulver. Syftet med torr granulering är att erhålla 1 ~ 5 eller 2 ~ 4 mm starka gödselpartiklar som är lämpliga för mekanisk befruktning. Därför kallar gödningsindustrin också torra rullgranulatorer på kaliumsulfatgranulatorn, kaliumkloridgranulator, ammoniaksulfatgranulator och ammoniumkloridgranulator.
Om pulverets finhet är mellan 200 och 400 mesh, innehåller det mycket luft eftersom pulvret är för fint och desto mindre bulkdensitet. Sedan måste den dubbla rullpressgranulatorn lägga till en avgasningsanordning för att uppnå framgångsrik granulering.
Den konventionella granuleringsprocessen för sammansatta gödselmedel antar den våta metoden. Denna metod kräver att de våta enskilda råvarorna blandas och granuleras först och sedan torkas. Energiförbrukningen är hög. Det mesta av energin används i torksystemet och endast en liten del används. Lämplig för krossning och transport av stora partiklar. För våta processer är torkningsprocessen mycket kritisk eftersom fukten inuti partiklarna måste torkas ut. Den torra rullningsmetoden används för att producera sammansatt gödningsmedel, som undviker den dyra torkningsprocessen. Gödningsindustrin kallar också rullkomprimeringsgranulatorn en NPK -granulator och sammansatt gödningsgranulator. Dess fördelar: ① minska produktionskostnaderna och energiförbrukningen; ② kan vara mycket flexibel för att producera olika formelföreningsgödselmedel; ③ Hög partikelstyrka.
Principen att producera sammansatt gödningsmedel genom torr rullpressning är ungefär densamma som att producera en enda gödningsmedel, men den torra granuleringen av sammansatt gödningsmedel har sina särdrag. Det främsta skälet är att det finns kvävegödsel i föreningens gödningsmedel. Till exempel: Urea har en låg smältpunkt och är mycket hygroskopisk. Superfosfat tenderar att förändras när de är stressade. När innehållet i dessa två ingredienser i den sammansatta gödningsformeln är stor kommer det att ha en mycket negativ inverkan på granuleringen av den sammansatta gödningsmedel. Därför är blandningsförhållandet kväve, fosfor och kalium en mycket viktig faktor i kväve-, fosfor- och kaliumgranulatorproduktionslinjen.

Rullkompaktorgranulering

Rullkompaktorgranulering

Rullkompaktorgranulering
Fly Ash är ett vulkaniskt askmaterial. Det har fördelarna med hög potentiell aktivitet, god kemisk stabilitet hos mineralorgan, fina partiklar och få skadliga ämnen och kan förbättra de fysiska egenskaperna hos betong eller murbruk. På grund av kolens fysiska egenskaper är pulveriserat kol i princip olösligt i vatten, och de pulveriserade kolpartiklarna är mycket fina och det intermolekylära kraftavståndet är kort, vilket gör pulveriserad kolgranulering mycket svår. Ett bindemedel måste tillsättas, och bindemedlet för pulveriserad kolgranulering är koltjära.
Den pulveriserade kolgranulatorn producerar huvudsakligen två typer av pulveriserat kol: 8-50 mm briketter och 2-6 mm aktivt kol.
Torrpressgranulering trycker det pulveriserade kolet till format kol, och intervallet för de formade kolblocken är 8 ~ 50 mm eller till och med större.
Fördelen med att producera aktivt kol genom att bilda pulveriserat kol till ett visst partiklar är att det ökar porositeten och den specifika ytan och därmed förbättrar adsorptionskapaciteten för aktivt kol. Därför bildar vi ofta pulveriserat kol till oregelbundna partiklar i intervallet 2 ~ 6 mm och aktiverar sedan det för att producera aktivt kol och använda det som metallurgiska råvaror.
Miljöskyddskraven blir högre och högre. För att uppfylla kraven på miljöskydd förbättrar många kemiska produktionsföretag arbetarmiljön för arbetare och minskar dammföroreningar. Samtidigt, i nedströmsindustrier relaterade till fina kemikalier som maskiner, elektronik, bilar, konstruktion och information, har det också blivit en branschutvecklingsutveckling för att granulera kemiska produkter, såsom olika tillsatser, antioxidanter och förbränningsacceleranter som gjorts efter torr granulering av desikanter, snö-melingmedlemmar, och mätande tillägg har varit i stort sett.
Till exempel antioxidanter, natriumcyanid, natrium, cyanursyra, zinkoxid, blyoxid, kaliumkarbonat, strontiumkarbonat, kalciumklorid, kalciumvätefosfat, natriummetasilikat, kryolit, aluminiumfluorid, vit kolsvart, kalcium aluminat, karnallit, fosfatberg, etc.
Materiallamn |
Maskinmodell |
Partikelstorlek (mm) |
Utgång (kg/h) |
Kaliumklorid |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Kaliumsulfat |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1300,2000-2500,3000-4300,5500-7500 |
NPK Compound gödningsmedel |
DG360, DG450, DG650, DG850 |
2-5 |
900-1400,1800-2500,3000-4300,5500-7500 |
Kryolit |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Ammoniumklorid, ammoniumsulfat |
DG360, DG450, DG650, DG850 |
2-5 |
800-1000,2000-2500,3000-4300,5500-7500 |
Zinkoxid |
DG360, DG450, DG650, DG850 |
1,5-2,5 |
300-450 |
Natriumcyanid |
DG360, DG450, DG650, DG850 |
1,5-5 |
800-900 |
DG-650 Roller Comptor Granulator
DG-850 Roller Comptor Granulator
Modell |
DG360 |
DG450 |
DG650 |
DG850 |
Rulldiameter (mm) |
Φ360 |
Φ450 |
Φ650 |
Φ850 |
Giltig användbar bredd (mm) |
170-230 |
200-280 |
300-330 |
400-420 |
Rullhastighet (r/min) |
10-25 |
10-25 |
10-25 |
9-16 |
Tvingad matarkraft (KW) |
7.5 |
11 |
11 |
15 |
Ackumulatorförtryck (MPA) |
6 |
8-10 |
8-10 |
10-14 |
Max rullad arktjocklek (mm) |
8 |
12 |
16 |
25 |
Rullad arkutgång (T/H) |
1300-2300 |
2500-3500 |
5000-7000 |
12000-15000 |
Färdig produktutgång (T/H) |
1000-1300 |
2000-2500 |
3000-4300 |
5500-7500 |
Granulär storlek (mm) |
2-5 |
2-5 |
2-5 |
2-5 |
Roller Motor Power (KW) |
37 |
55 |
90 |
220 |
Total Power (KW) |
55 |
90 |
175 |
400 |
Dimensionell storlek (m) (l*w*h) |
2.35x2x2.6 |
2.6x2.2x2.9 |
3.6x2.8x3.2 |
5x3.8x4.1 |
Total vikt (t) |
7 |
11 |
20 |
45 |

Roller
Rullgranulator

Roller
Olika torrpulvermaterial matas jämnt i matningsbehållaren genom den kvantitativa mataren. Efter avgasning och spiralförtryck kommer de in i två lika rullar. Rullarna roterar relativt varandra och materialen tvingas in i utrymmet mellan de två rullarna. En uppsättning rullbärande säten finns i maskinen. Ramen rör sig inte, medan den andra uppsättningen av rullbärande säten simmar på ramguideskenorna och pressas mot varandra med hjälp av hydrauliska cylindrar. Det finns många hål med samma form och storlek regelbundet ordnade på rullens yta. För närvarande kommer det torra pulverformiga materialet in mellan de två rullarna kontinuerligt och jämnt från de två rullarna med sin egen vikt och tvingade utfodring. Materialet flyter först fritt och rullas sedan efter att ha kommit in i bettområdet. Med den kontinuerliga rotationen av rullen minskar det utrymme som upptar av materialet gradvis och komprimeras gradvis och når det maximala bildningstrycket. De strippade fingerformade klumparna kommer in i granulatorn och krossas av den roterande kniven. De krossade materialen kommer in i granulatorn och passerar genom rullande kniven, så att partiklarna och vissa pulverformiga material kommer in i den roterande vibrerande skärmen för screening. Kvalificerade produkter skickas till det färdiga produktlagret via en transportör. Det pulverformiga materialet under skärmen skickas tillbaka till råmaterialfacket igen genom transportören för sekundär rullning. Storleken på extruderingskraften kan justeras genom trycket från den hydrauliska cylindern beroende på granuleringsoperationens behov.
1. Materialet tvingas komprimeras och gjutas av mekaniskt tryck utan att tillsätta något vätmedel, och produktens renhet garanteras.
2. Det torra pulvret granuleras direkt utan en efterföljande torkningsprocess.
3. Granulerna har hög styrka och ökningen av staplingsspecifik tyngdkraft är mer betydande än andra granuleringsmetoder.
4. Det har stor rörelseflexibilitet och bred anpassningsförmåga. Partikelstyrkan kan justeras genom hydrauliskt tryck.
5. Systemet fungerar i en stängd cykel för att uppnå kontinuerlig produktion.
6. Ändra spårformen på rullytan för att erhålla ark, remsa och platta sfäriska material.
7. Cirkulär drift möjliggör kontinuerlig produktion och hög produktion av färdiga produkter;
8. Kompakt struktur, bekvämt underhåll, enkel drift, kort processflöde, låg energiförbrukning, hög effektivitet och låg felfrekvens.
9. Det kan kontrollera miljöföroreningar, minska pulveravfall och förpackningskostnader och förbättra produkttransportfunktioner.
10. Utfodrings- och utfodringsanordningen antar variabel frekvensstyrningskontroll. Den har en hög grad av automatisering och kan realisera multi-maskinkontroll av en person. Den har egenskaperna för låg arbetsintensitet och långsiktig kontinuerlig operation.
11. De viktigaste överföringskomponenterna är tillverkade av högkvalitativa legeringsmaterial. Produktionen av rostfritt stålmaterial och andra ytlegeringar förbättrar kraftigt slitstyrka, korrosionsbeständighet, hög temperaturmotstånd och tryckmotstånd, vilket ger maskinen en lång livslängd.
Detta kapitel introducerar huvudsakligen processflödet för vårt företags dubbelvalsgranulator. I själva verket delar vi främst den torra granulatorn i en enda enhetsrullgranulatorprocesslinje och ett komplett linjeprojekt av flera rullgranuleringsmaskiner. I följande artiklar introducerar vi olika typer av processflöden separat.
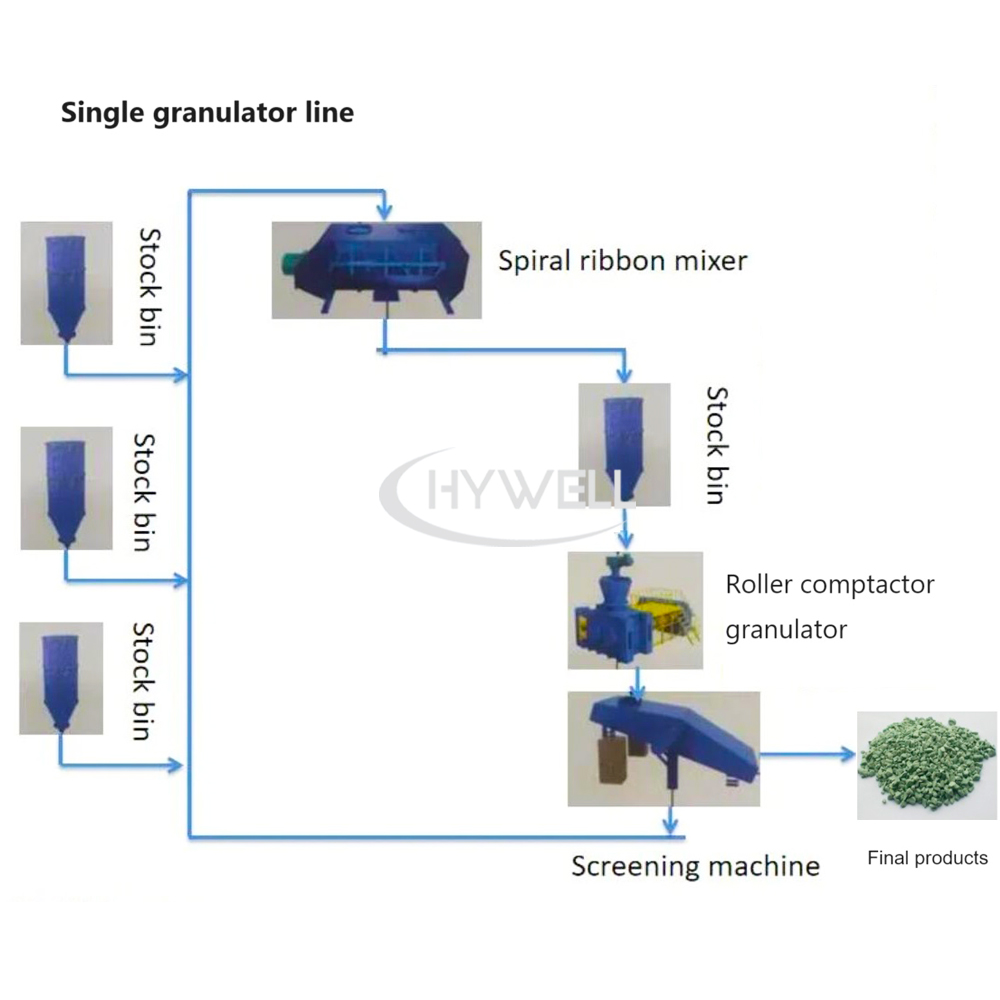
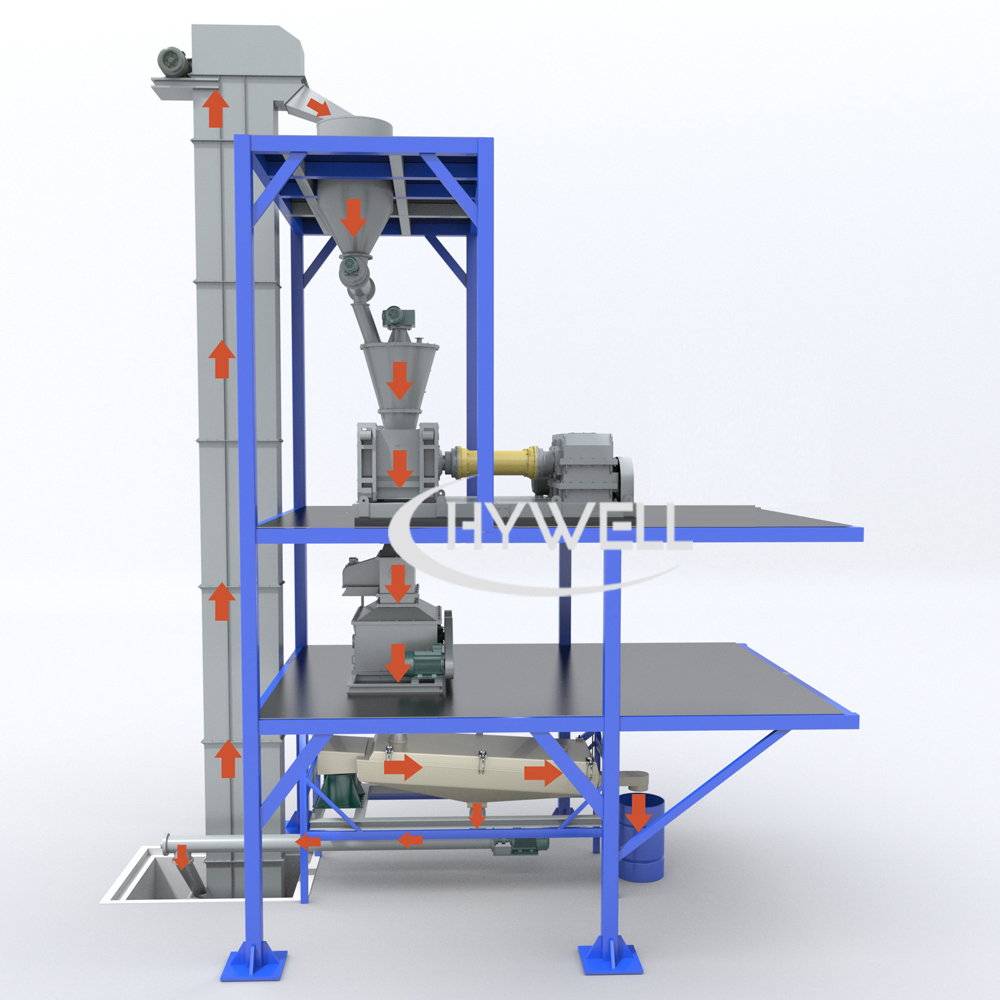
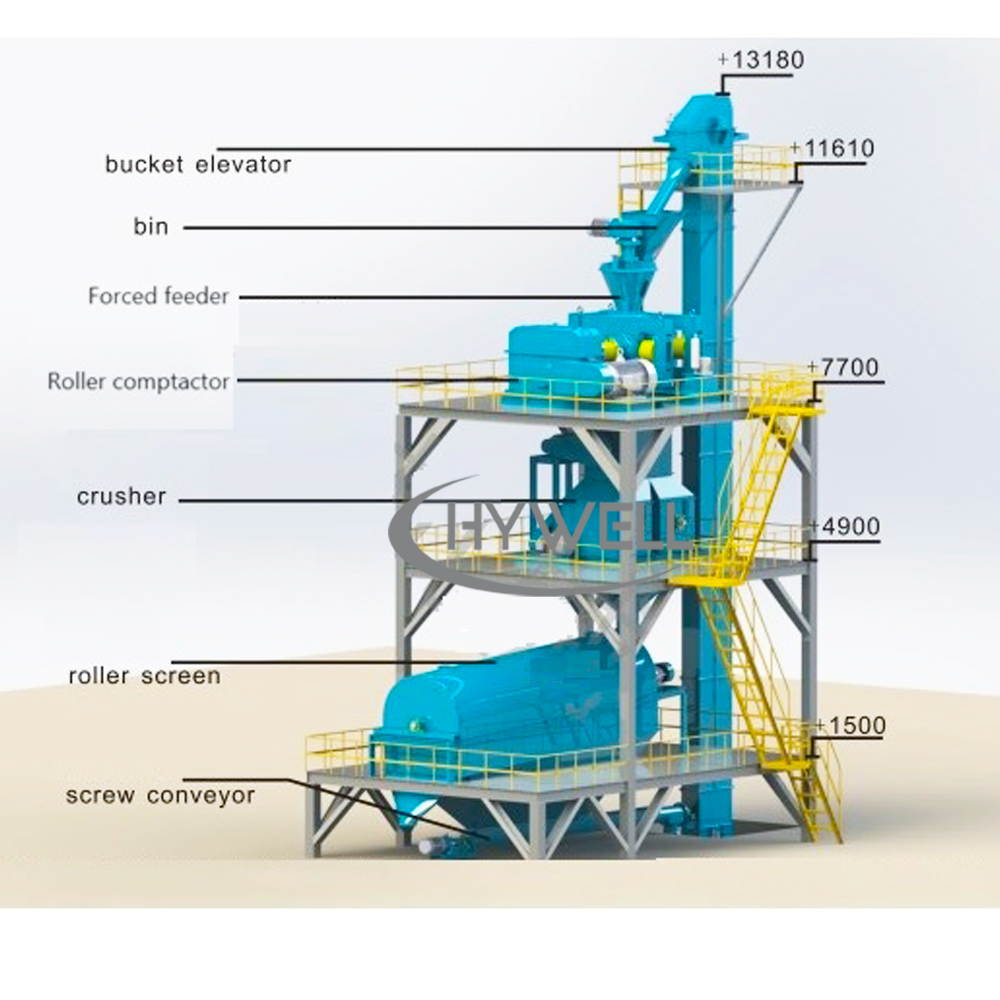
En-enhets rullgranulatorprocesslinje
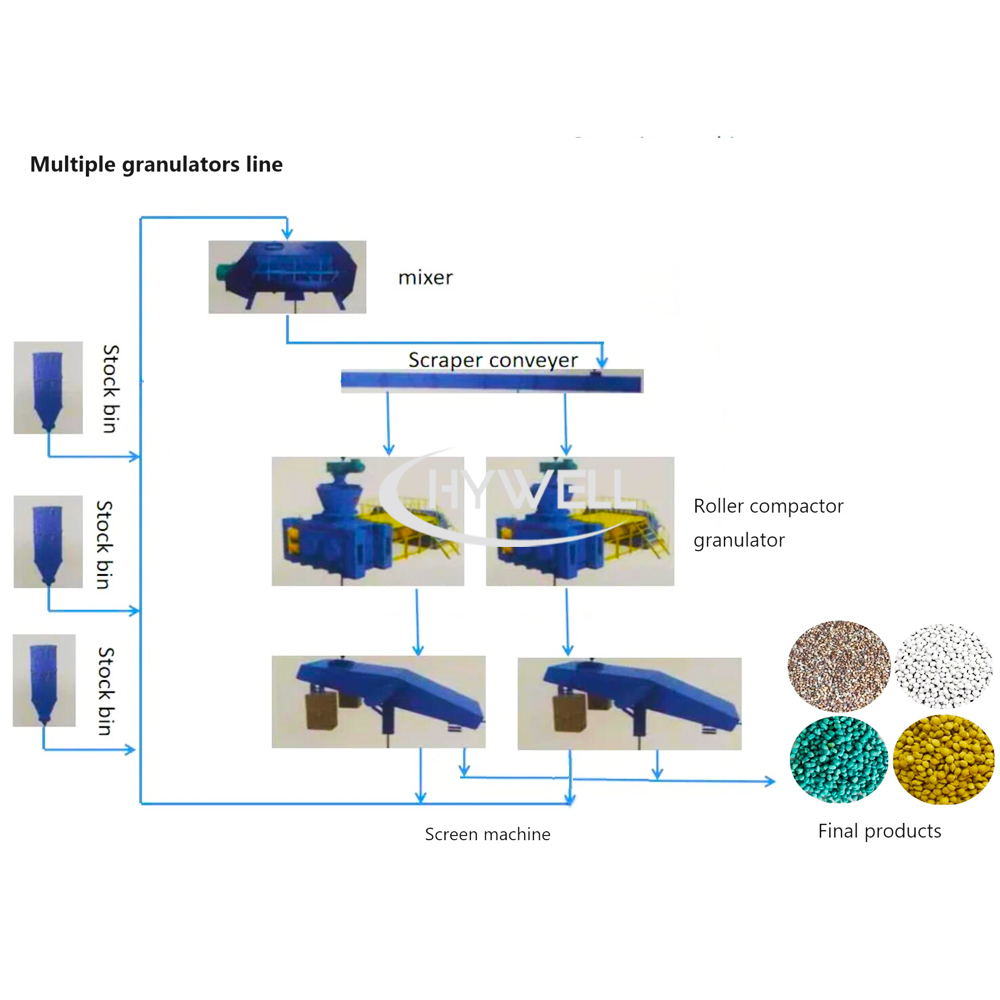
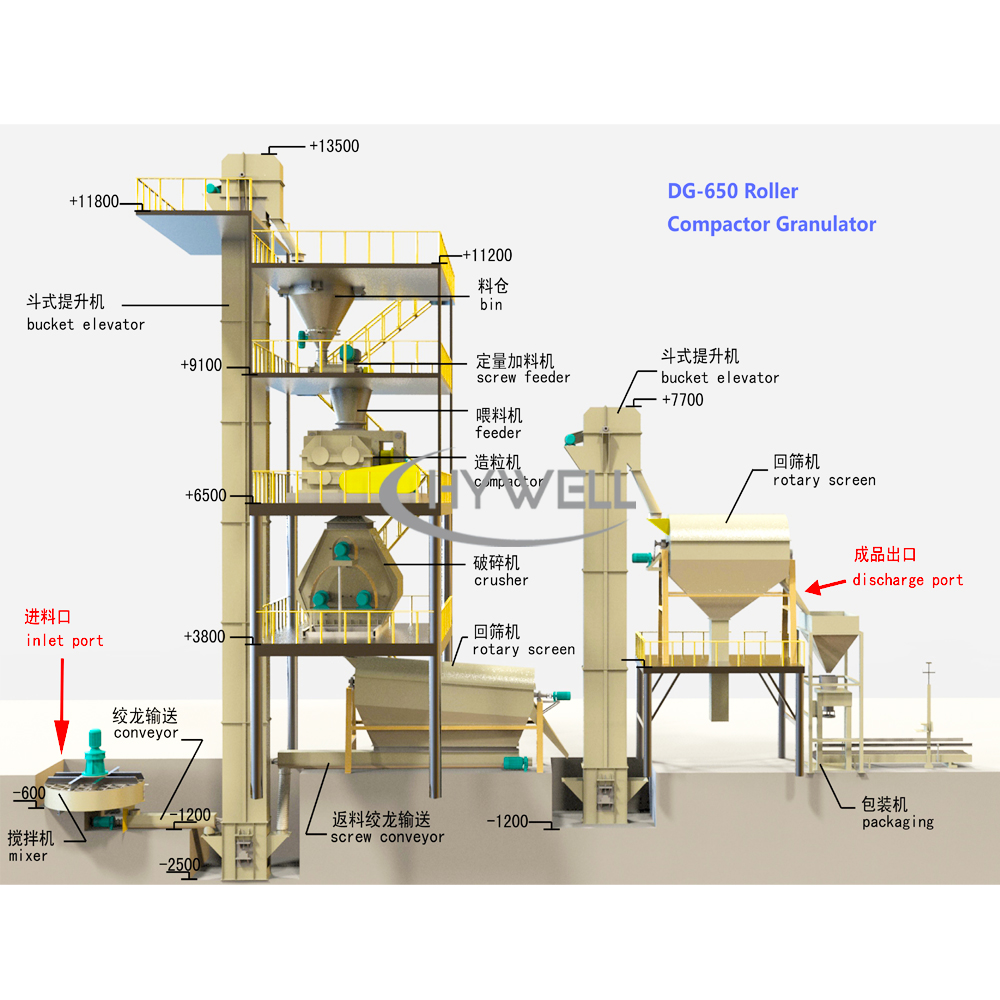
Flera rullgranuleringsmaskinprocesslinjer
En utfodringstopp med mekanisk vibration, automatisk kontroll och timingvibration.
Den antar variabel frekvenshastighetsreglering för att säkerställa utfodringsnoggrannheten.
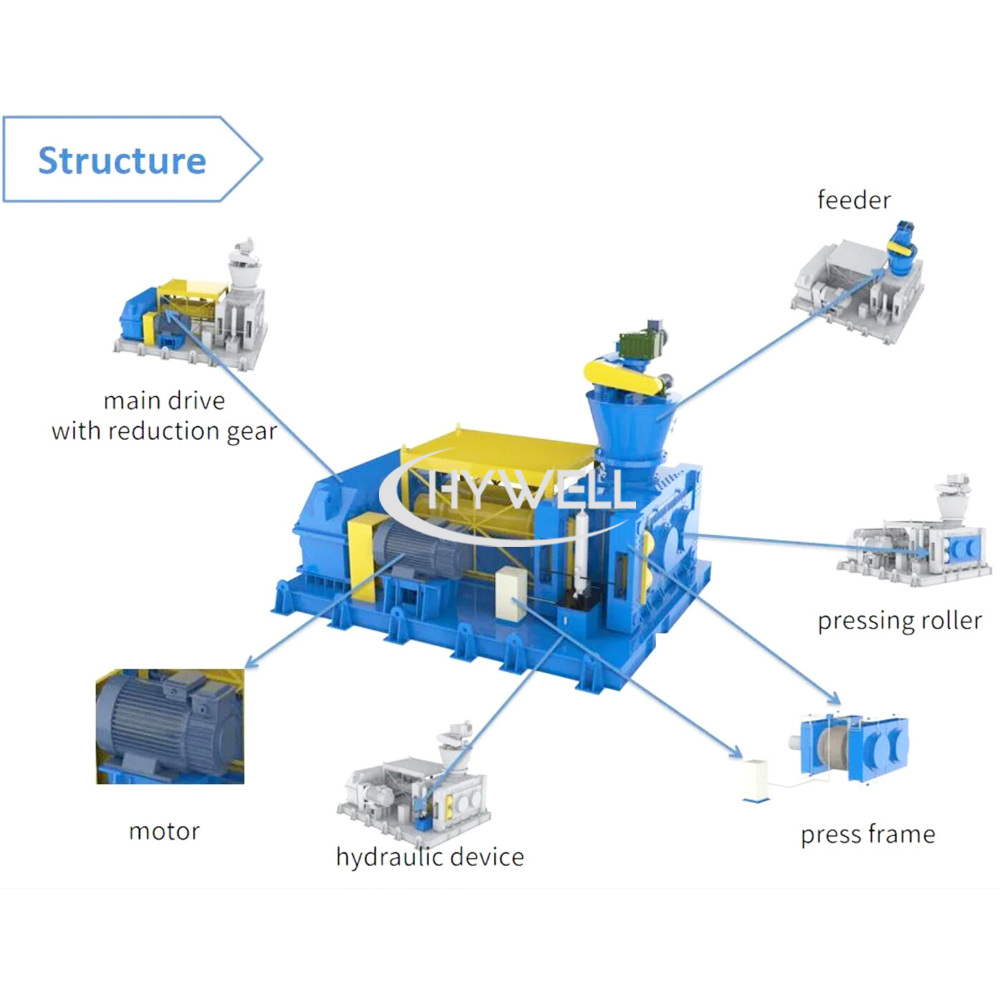
Den består av en variabel frekvenshastighetsmotor, en konisk spiral, en konisk behållare med omrörningsblad och en matningsportkombination. Dess funktion är att ytterligare slutföra avgasning och utföra tryckmatning. Avgasning är att göra partiklarna mer kompakta av rullkompaktorns granuleringsmaskin,
Den består av vänster och höger fasta lagerstolar och glidande lager säten, ramstruktur, två legeringsstålrullar, två hydrauliska cylindrar och en elektrisk automatisk pumpstation, samt en speciell reducerare med hård tandyta och huvudmotorenheten.
Den krossande och granulerande kammaren i en torrtyp rullpressgranulator består av en hugglåda, en huggspindel och ett speciellt roterande blad. Motorn driver huvudaxeln att rotera med hög hastighet för att krossa de extruderade materialen till granuler.
Utrustad med en anti-tilltäppningsenhet för att underlätta rengöring av skärmen. Det trasiga pulvret från krossen screenas av maskinen till granulära produkter och återvunnet pulver.
Ovvalificerade pulverformiga material transporteras till matningshissen.
De övre och nedre kedjehjulen använder en monterad struktur och används för att transportera material.
Den består av en elektrisk kontrollbox, frekvensomvandlingshastighetskontroller, ammeter, voltmeter, indikatorljus, knappomkopplare, spänningsomvandlingsomkopplare och andra elektriska komponenter. Alla elektriska apparater styrs och drivs centralt.
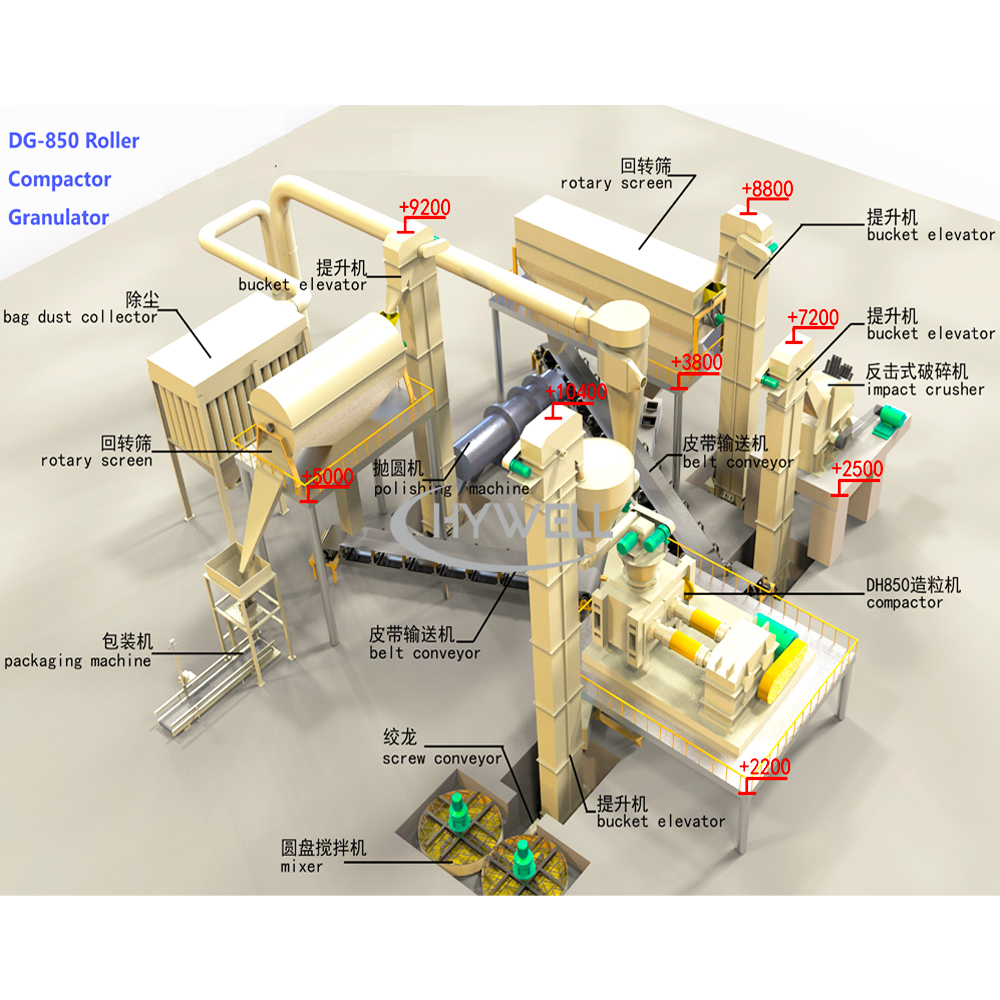
Produktionsprocessen för en komplett uppsättning av dubbelvalsekstruckningsgranuleringsproduktionslinjeutrustning inkluderar vanligtvis:
Blandning och omrörning av råvaror → krossning - extrudering - screening - elektronisk kvantitativ förpackning.
Ta den granulära kaliumsulfatproduktionslinjen med DG-650-granulatorn som kärnan som ett exempel.
1. Mata produktionslinjen enligt olika proportioner av material genom bältesflödesvågar, spiralflödesskalor, förlust-i-vikt skalor och andra satsanordningar;
2. Materialen som kommer in i produktionslinjen i en fast andel går in i den förvärmda trumtorkaren genom transportörsutrustning såsom remtransportörer, genomgår preliminär torkning och anger sedan nästa steg (detta steg bestäms enligt fuktinnehållet i de specifika materialen. Vissa material kräver inte denna torkutrustning); Eftersom blandningen av olika material också uppnås under torkningsprocessen för trumtorkaren. Om fuktinnehållet i materialet är lågt och torkningsprocessen inte krävs, måste en pulverblandare läggas till för att blanda de olika materialen jämnt innan du fortsätter till nästa steg.
3. Efter preliminär torkning kommer materialen eller materialen från pulverblandaren in i den torra rullmaskinen genom transportörsutrustning såsom skraphissar för tablettering;
4. Den fysiska formen av materialet efter att ha angett skivningen har förändrats. För närvarande skickas materialet till nästa process, den vibrerande skärmen, genom att transportera utrustning som hissar. När materialet kommer in i den vibrerande skärmen kommer det pulverformiga materialet att returneras till DG650 torrvalspressmaskinen igen genom returskrapan och omkyls igen. Samtidigt kommer materialen som har klistrats in i nästa process;
5. De flagniga materialen som kommer ut ur den vibrerande skärmen kommer in i påverkan för krossning;
6. De krossade materialen skickas till nästa process, en grov rotationsskärm, genom transportutrustning som skrapare och hissar. I denna process utförs en preliminär screening för att välja material av lämplig storlek och gå in i nästa process. Samtidigt kommer material med relativt stora storlekar in i returskrapan och ange sedan Impact Crusher för sekundär krossning;
7. Materialen med en lämplig volym som ursprungligen screenats med den roterande skärmen kommer in i den finklassiga rotationsskärmen genom skrapan. Genom denna process screenas de alltför små partiklarna i materialet ut och skickas till DG650 igen genom returskrapan. Återbäddning i den torra rullbindningsmaskinen;
8. För närvarande är materialets volymstorlek relativt i linje med den storlek vi behöver. Den kommer in i överföringspoleringsmaskinen genom bälten, hissar och annan utrustning för att polera ytan på materialpartiklarna;
9. De polerade partiklarna (blandade med polerat pulver i mitten) kommer in i sikten för fin screening. Efter att ha passerat den fina screeningprocessen är det granulära materialet som kommer ut den nödvändiga granulära kaliumsulfatgödseln och siktas av den fina skärmen samtidigt. Det borttagna pulvret kommer in i den främre DG-650 torra rullen tablettering maskin igen genom returskrapan och pelletiseras igen;
10. Det granulära materialet som kommer ut från den fina skärmen är slutprodukten. För närvarande måste den komma in i förpackningsmaskinen för förpackning och sömnad;
11. Efter att kaliumsulfat har förpackats kommer det in i den sista processen för robotpalletisering. Genom den palletiserande roboten är materialen som produceras av produktionslinjen snyggt förpackade på pallen och läggs sedan i förvaring av gaffeltruck;
Ovanstående process är i princip en helautomatisk produktionslinje för granulär kaliumsulfatgödsel. Kontrollsystemet för denna produktionslinje är helt integrerat och drivs enhetligt och styrs av masterkontrollsystemet i det centrala kontrollrummet. Kontrollsystemet styrs av en programmerbar styrenheten (PLC) styr hela processen och är utrustad med en värddator som transportör för mänsklig maskinutbyte. Samtidigt är de nödvändiga processlänkarna utrustade med frekvensomvandlare för dynamisk justering, vilket i slutändan gör det möjligt för hela produktionslinjen att uppnå optimal produktionseffektivitet;
Användningen av en förstorad dubbelaxelutgång specialreducerare och trumkoppling kan effektivt skydda rullarna och huvudlagren från skador, förbättra transmissionseffektiviteten och ytterligare öka produktutgången.
Den nya ramen, designad med optimerade beräkningar baserade på ergonomi, är utrustad med en stor dörrstruktur nära rullarna och en topparbetsplattform som är bekväm för personal att driva, uppfylla kundkraven för utrustningssäkerhet, tillförlitlighet och bekvämt underhåll.
Gödselkroppen på gödningsmaskinen är integrerad från högkvalitativ legeringsstål och är allmänt anpassningsbar till olika komplexa materialförhållanden. I utformningen av det slitbeständiga skiktet på rullytan behärskade vi lagen i djupet av stor mekanisk stress baserat på Hertzian kontaktteori och ren elasticitetsteori, och vetenskapligt kombinerade materialen i anti-tear-lagret, övergångsskiktet och slitbeständigt skikt, liksom hårdheten förbättringar i matchning och behandlingar har mycket imponerade av den antikonterade slitstoppen. Rullytmönstret, som slutfördes efter upprepade tester och jämförelser och gynnades av de tekniska förbättringarna av andra komponenter (såsom utfodringsenheten), kan göra materialets dragvinkel mer balanserad och stabil, och samtidigt eliminera rullens axiella kraft. Gör att utrustningen fungerar mer stabil.
Den nyligen utformade utfodringsanordningen är utrustad med en justeringsventilplatta, som lätt kan realisera onlinejustering. Tillsatsen av en luftutvidgningskammare kan smidigt släppa ut luften som är medföljande i materialet och förbättra materialets bit mellan rullarna. Den tekniska förbättringen av utfodringsanordningen har också direkt lett till förbättringen av rullytemönstret.
I utformningen av det hydrauliska systemet i kaliumsulfatgranuleringsmaskinen betraktar Hywell inte bara den som en kraftkälla utan gör att det har funktionen att skydda utrustningen. Flera automatiska skyddsfunktioner är utformade, och det optimerade hydrauliska systemet gör den rörliga rullen mer anpassningsbar till rörelse, vilket effektivt kan eliminera oavsiktligt blandade järnbitar och skydda den säkra driften av utrustningen.
Krossen av kaliumkloridgranulatorn är uppdelad i två steg, vilket kan krossa blockmaterialen som pressas av arket två gånger. Den har tre krossande kamrar, som kraftigt ökar krossområdet. Därför förbättrar krossen effektivt krosseffektiviteten och utbytet.
Den här maskinen har fördelarna med liten vibration, lågt brus och låga krav för stödets styrka. Den kombinerar fördelarna med cirkulär rörelse, elliptisk rörelse och återgående linjär rörelse. Den är också utrustad med en skärmytrengöringsanordning, så maskinen har stor utgång och hög screeningeffektivitet. Hög, låg effektförbrukning, flexibel installation och enkel skärmbyte.
Frekvensomvandlaren som styr den kvantitativa mataren och rullpressen bildar ett stängd slingkontrollsystem mellan dem. På detta sätt kommer själva granulatorkontrollsystemet att övervaka och styra den kvantitativa mataren och rullpressen genom PID för själva frekvensomvandlaren. Hastigheten på huvudmaskinen gör det möjligt för de två att upprätthålla en dynamisk arbetsbalans vid bästa läge hela tiden så att rullströmmen för rullpressens huvudmaskin alltid upprätthålls vid det inställda arbetsvärdet och fungerar stabilt och jämnt. Samtidigt kan den tvingade utfodringen också göra små justeringar av hastigheten när som helst. Som ett resultat är rullgranulatorn alltid i bästa arbetstillstånd. Samtidigt har detta system också ömsesidig växling mellan manuell kontroll och automatiska kontrolllägen för att uppnå flexibel och bekväm drift.
Det finns i allmänhet två typer av pulvergranuleringsteknologier: våt och torr granulering. Den torra granulatormetoden involverar extruderar produkten i agglomerat eller ark utan att lägga till ett bindemedel och sedan krossa och screena den i torra granulära produkter. Våta metoder använder huvudsakligen rullar, skivor, smältning, sprutning och sprutning för att granulera.
Vid våtgranulering spelar den våta styrkan som genereras av den flytande bindemedlets kapilläreffekt en viktig roll. I
Efterföljande torkningssteg producerar den kemiska reaktionen mellan komponenterna och kristallisationen av de upplösta ämnena fasta, kristallbroar som ger formen till partiklarna. Representativ utrustning för denna teknik inkluderar flytande sänggranulator, Hög skjuvgranulator , rullar, fluidiseringsanordningar etc.
Bindemedelsfri torr extrudering granuleringsteknik är en mycket konkurrenskraftig teknik. I allmänhet bildas inte partiklar av fasta broar mellan partiklar, utan av styrkan hos partiklar som bildas av krafterna mellan molekyler. På grund av det korta avståndet för denna kraft krävs partiklarna för att vara liknande i storlek och yttre tryck krävs. Metoden för tryckskap kan vara extrudering (pressning av materialet med hål med en fast diameter) eller extrudering (trycksättning på båda sidor av materialet), om extrudering sker i klyftan mellan två motroterande rullar, är processen en rullkomprimeringsgranulator. DG Series Roller Compactor Granulator använder torr rullpressningsteknologi för att komprimera pulverformiga material med ett fuktinnehåll på ≤5% till flingor eller block och genomgår sedan krossning, granulering och screeningprocesser för att göra flingorna till klumpar. Materialet blir granulärt material som uppfyller användningskraven. Rullkomponentens granulatormaskin förlitar sig huvudsakligen på yttre tryck för att tvinga materialet genom klyftan mellan två relativt roterande rullar och tvinga den att komprimeras i bitar. Under rullningsprocessen kan materialets faktiska densitet ökas med 1,5 till 3 gånger. För att uppnå vissa krav på partikelstyrka.
DG Series Roller Compactor Granulator kallas också granulator, gipsbrikettmaskin, brikettmaskin, kolsvartgranulator, kaliumsulfatgranulator och kaliumkloridgranulator enligt dess huvudanvändningsomfång.
DG Series Roller Compactor Granulator kallas också Dry Granulator, Roller Granulator, Double Roller Granulator, Roller Press Granulator och Dry Granulation Machine enligt dess arbetsegenskaper.
Rullkompaktörgranulator
Rullkompaktörgranulator
Den granulerade gödningsmedel har goda fysiska egenskaper; Det kan minska en viss mängd utrymme och kostnad i logistik; Det orsakar inte damm under belastning och lossning, inte agglomerat under långvarig lagring, har god flytande och är lätt att sprida sig under befruktningen; Det kan också spela en långsam roll för att förbättra gödselkvaliteten. Användningshastighet och förbättrad gödningseffektivitet. Dessutom kan granulära gödselmedel av olika sorter men liknande storlekar blandas direkt för att erhålla en lågkostnadsförening gödningsmedel med samma gödseleffekt som sammansatt gödningsmedel.
Den enda nackdelen med torrvalggranulering av kemiska gödselmedel för att producera granulära gödselmedel är emellertid att produktens form är oregelbundna partiklar. Den oregelbundna partikelformen har emellertid ingen inverkan på appliceringen av kemiska gödselmedel, och trimningsprocessen kan tillsättas för att längre runt partiklarna. Gödningsmedel som produceras av rullkompaktorns torra granulator har tillräcklig styrka, mindre damm, ingen agglomeration, ett smalt fördelningsområde för partikelstorlek och god fluiditet. Gödningsmedel producerad genom rulleksträngsgranulering har använts i stor utsträckning vid mekanisk gödsling utomlands, vilket bevisar att deras partikelform inte kommer att vara en faktor som påverkar tillämpningen av kemiska gödselmedel.
Enkel gödningsmedel avser huvudsakligen kaliumsulfat, kaliumklorid, dubbel superfosfat, fosfatbergpulver, ammoniaksulfat, ammoniumklorid, kaliumnitrat och andra pulver. Syftet med torr granulering är att erhålla 1 ~ 5 eller 2 ~ 4 mm starka gödselpartiklar som är lämpliga för mekanisk befruktning. Därför kallar gödningsindustrin också torra rullgranulatorer på kaliumsulfatgranulatorn, kaliumkloridgranulator, ammoniaksulfatgranulator och ammoniumkloridgranulator.
Om pulverets finhet är mellan 200 och 400 mesh, innehåller det mycket luft eftersom pulvret är för fint och desto mindre bulkdensitet. Sedan måste den dubbla rullpressgranulatorn lägga till en avgasningsanordning för att uppnå framgångsrik granulering.
Den konventionella granuleringsprocessen för sammansatta gödselmedel antar den våta metoden. Denna metod kräver att de våta enskilda råvarorna blandas och granuleras först och sedan torkas. Energiförbrukningen är hög. Det mesta av energin används i torksystemet och endast en liten del används. Lämplig för krossning och transport av stora partiklar. För våta processer är torkningsprocessen mycket kritisk eftersom fukten inuti partiklarna måste torkas ut. Den torra rullningsmetoden används för att producera sammansatt gödningsmedel, som undviker den dyra torkningsprocessen. Gödningsindustrin kallar också rullkomprimeringsgranulatorn en NPK -granulator och sammansatt gödningsgranulator. Dess fördelar: ① minska produktionskostnaderna och energiförbrukningen; ② kan vara mycket flexibel för att producera olika formelföreningsgödselmedel; ③ Hög partikelstyrka.
Principen att producera sammansatt gödningsmedel genom torr rullpressning är ungefär densamma som att producera en enda gödningsmedel, men den torra granuleringen av sammansatt gödningsmedel har sina särdrag. Det främsta skälet är att det finns kvävegödsel i föreningens gödningsmedel. Till exempel: Urea har en låg smältpunkt och är mycket hygroskopisk. Superfosfat tenderar att förändras när de är stressade. När innehållet i dessa två ingredienser i den sammansatta gödningsformeln är stor kommer det att ha en mycket negativ inverkan på granuleringen av den sammansatta gödningsmedel. Därför är blandningsförhållandet kväve, fosfor och kalium en mycket viktig faktor i kväve-, fosfor- och kaliumgranulatorproduktionslinjen.
Rullkompaktorgranulering
Rullkompaktorgranulering
Rullkompaktorgranulering
Fly Ash är ett vulkaniskt askmaterial. Det har fördelarna med hög potentiell aktivitet, god kemisk stabilitet hos mineralorgan, fina partiklar och få skadliga ämnen och kan förbättra de fysiska egenskaperna hos betong eller murbruk. På grund av kolens fysiska egenskaper är pulveriserat kol i princip olösligt i vatten, och de pulveriserade kolpartiklarna är mycket fina och det intermolekylära kraftavståndet är kort, vilket gör pulveriserad kolgranulering mycket svår. Ett bindemedel måste tillsättas, och bindemedlet för pulveriserad kolgranulering är koltjära.
Den pulveriserade kolgranulatorn producerar huvudsakligen två typer av pulveriserat kol: 8-50 mm briketter och 2-6 mm aktivt kol.
Torrpressgranulering trycker det pulveriserade kolet till format kol, och intervallet för de formade kolblocken är 8 ~ 50 mm eller till och med större.
Fördelen med att producera aktivt kol genom att bilda pulveriserat kol till ett visst partiklar är att det ökar porositeten och den specifika ytan och därmed förbättrar adsorptionskapaciteten för aktivt kol. Därför bildar vi ofta pulveriserat kol till oregelbundna partiklar i intervallet 2 ~ 6 mm och aktiverar sedan det för att producera aktivt kol och använda det som metallurgiska råvaror.
Miljöskyddskraven blir högre och högre. För att uppfylla kraven på miljöskydd förbättrar många kemiska produktionsföretag arbetarmiljön för arbetare och minskar dammföroreningar. Samtidigt, i nedströmsindustrier relaterade till fina kemikalier som maskiner, elektronik, bilar, konstruktion och information, har det också blivit en branschutvecklingsutveckling för att granulera kemiska produkter, såsom olika tillsatser, antioxidanter och förbränningsacceleranter som gjorts efter torr granulering av desikanter, snö-melingmedlemmar, och mätande tillägg har varit i stort sett.
Till exempel antioxidanter, natriumcyanid, natrium, cyanursyra, zinkoxid, blyoxid, kaliumkarbonat, strontiumkarbonat, kalciumklorid, kalciumvätefosfat, natriummetasilikat, kryolit, aluminiumfluorid, vit kolsvart, kalcium aluminat, karnallit, fosfatberg, etc.
Materiallamn |
Maskinmodell |
Partikelstorlek (mm) |
Utgång (kg/h) |
Kaliumklorid |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Kaliumsulfat |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1300,2000-2500,3000-4300,5500-7500 |
NPK Compound gödningsmedel |
DG360, DG450, DG650, DG850 |
2-5 |
900-1400,1800-2500,3000-4300,5500-7500 |
Kryolit |
DG360, DG450, DG650, DG850 |
2-5 |
1000-1400,2000-2500,3000-4300,5500-7500 |
Ammoniumklorid, ammoniumsulfat |
DG360, DG450, DG650, DG850 |
2-5 |
800-1000,2000-2500,3000-4300,5500-7500 |
Zinkoxid |
DG360, DG450, DG650, DG850 |
1,5-2,5 |
300-450 |
Natriumcyanid |
DG360, DG450, DG650, DG850 |
1,5-5 |
800-900 |
DG-650 Roller Comptor Granulator
DG-850 Roller Comptor Granulator
Modell |
DG360 |
DG450 |
DG650 |
DG850 |
Rulldiameter (mm) |
Φ360 |
Φ450 |
Φ650 |
Φ850 |
Giltig användbar bredd (mm) |
170-230 |
200-280 |
300-330 |
400-420 |
Rullhastighet (r/min) |
10-25 |
10-25 |
10-25 |
9-16 |
Tvingad matarkraft (KW) |
7.5 |
11 |
11 |
15 |
Ackumulatorförtryck (MPA) |
6 |
8-10 |
8-10 |
10-14 |
Max rullad arktjocklek (mm) |
8 |
12 |
16 |
25 |
Rullad arkutgång (T/H) |
1300-2300 |
2500-3500 |
5000-7000 |
12000-15000 |
Färdig produktutgång (T/H) |
1000-1300 |
2000-2500 |
3000-4300 |
5500-7500 |
Granulär storlek (mm) |
2-5 |
2-5 |
2-5 |
2-5 |
Roller Motor Power (KW) |
37 |
55 |
90 |
220 |
Total Power (KW) |
55 |
90 |
175 |
400 |
Dimensionell storlek (m) (l*w*h) |
2.35x2x2.6 |
2.6x2.2x2.9 |
3.6x2.8x3.2 |
5x3.8x4.1 |
Total vikt (t) |
7 |
11 |
20 |
45 |
Roller
Rullgranulator
Roller
Olika torrpulvermaterial matas jämnt i matningsbehållaren genom den kvantitativa mataren. Efter avgasning och spiralförtryck kommer de in i två lika rullar. Rullarna roterar relativt varandra och materialen tvingas in i utrymmet mellan de två rullarna. En uppsättning rullbärande säten finns i maskinen. Ramen rör sig inte, medan den andra uppsättningen av rullbärande säten simmar på ramguideskenorna och pressas mot varandra med hjälp av hydrauliska cylindrar. Det finns många hål med samma form och storlek regelbundet ordnade på rullens yta. För närvarande kommer det torra pulverformiga materialet in mellan de två rullarna kontinuerligt och jämnt från de två rullarna med sin egen vikt och tvingade utfodring. Materialet flyter först fritt och rullas sedan efter att ha kommit in i bettområdet. Med den kontinuerliga rotationen av rullen minskar det utrymme som upptar av materialet gradvis och komprimeras gradvis och når det maximala bildningstrycket. De strippade fingerformade klumparna kommer in i granulatorn och krossas av den roterande kniven. De krossade materialen kommer in i granulatorn och passerar genom rullande kniven, så att partiklarna och vissa pulverformiga material kommer in i den roterande vibrerande skärmen för screening. Kvalificerade produkter skickas till det färdiga produktlagret via en transportör. Det pulverformiga materialet under skärmen skickas tillbaka till råmaterialfacket igen genom transportören för sekundär rullning. Storleken på extruderingskraften kan justeras genom trycket från den hydrauliska cylindern beroende på granuleringsoperationens behov.
1. Materialet tvingas komprimeras och gjutas av mekaniskt tryck utan att tillsätta något vätmedel, och produktens renhet garanteras.
2. Det torra pulvret granuleras direkt utan en efterföljande torkningsprocess.
3. Granulerna har hög styrka och ökningen av staplingsspecifik tyngdkraft är mer betydande än andra granuleringsmetoder.
4. Det har stor rörelseflexibilitet och bred anpassningsförmåga. Partikelstyrkan kan justeras genom hydrauliskt tryck.
5. Systemet fungerar i en stängd cykel för att uppnå kontinuerlig produktion.
6. Ändra spårformen på rullytan för att erhålla ark, remsa och platta sfäriska material.
7. Cirkulär drift möjliggör kontinuerlig produktion och hög produktion av färdiga produkter;
8. Kompakt struktur, bekvämt underhåll, enkel drift, kort processflöde, låg energiförbrukning, hög effektivitet och låg felfrekvens.
9. Det kan kontrollera miljöföroreningar, minska pulveravfall och förpackningskostnader och förbättra produkttransportfunktioner.
10. Utfodrings- och utfodringsanordningen antar variabel frekvensstyrningskontroll. Den har en hög grad av automatisering och kan realisera multi-maskinkontroll av en person. Den har egenskaperna för låg arbetsintensitet och långsiktig kontinuerlig operation.
11. De viktigaste överföringskomponenterna är tillverkade av högkvalitativa legeringsmaterial. Produktionen av rostfritt stålmaterial och andra ytlegeringar förbättrar kraftigt slitstyrka, korrosionsbeständighet, hög temperaturmotstånd och tryckmotstånd, vilket ger maskinen en lång livslängd.
Detta kapitel introducerar huvudsakligen processflödet för vårt företags dubbelvalsgranulator. I själva verket delar vi främst den torra granulatorn i en enda enhetsrullgranulatorprocesslinje och ett komplett linjeprojekt av flera rullgranuleringsmaskiner. I följande artiklar introducerar vi olika typer av processflöden separat.
En-enhets rullgranulatorprocesslinje
Flera rullgranuleringsmaskinprocesslinjer
En utfodringstopp med mekanisk vibration, automatisk kontroll och timingvibration.
Den antar variabel frekvenshastighetsreglering för att säkerställa utfodringsnoggrannheten.
Den består av en variabel frekvenshastighetsmotor, en konisk spiral, en konisk behållare med omrörningsblad och en matningsportkombination. Dess funktion är att ytterligare slutföra avgasning och utföra tryckmatning. Avgasning är att göra partiklarna mer kompakta av rullkompaktorns granuleringsmaskin,
Den består av vänster och höger fasta lagerstolar och glidande lager säten, ramstruktur, två legeringsstålrullar, två hydrauliska cylindrar och en elektrisk automatisk pumpstation, samt en speciell reducerare med hård tandyta och huvudmotorenheten.
Den krossande och granulerande kammaren i en torrtyp rullpressgranulator består av en hugglåda, en huggspindel och ett speciellt roterande blad. Motorn driver huvudaxeln att rotera med hög hastighet för att krossa de extruderade materialen till granuler.
Utrustad med en anti-tilltäppningsenhet för att underlätta rengöring av skärmen. Det trasiga pulvret från krossen screenas av maskinen till granulära produkter och återvunnet pulver.
Ovvalificerade pulverformiga material transporteras till matningshissen.
De övre och nedre kedjehjulen använder en monterad struktur och används för att transportera material.
Den består av en elektrisk kontrollbox, frekvensomvandlingshastighetskontroller, ammeter, voltmeter, indikatorljus, knappomkopplare, spänningsomvandlingsomkopplare och andra elektriska komponenter. Alla elektriska apparater styrs och drivs centralt.
Produktionsprocessen för en komplett uppsättning av dubbelvalsekstruckningsgranuleringsproduktionslinjeutrustning inkluderar vanligtvis:
Blandning och omrörning av råvaror → krossning - extrudering - screening - elektronisk kvantitativ förpackning.
Ta den granulära kaliumsulfatproduktionslinjen med DG-650-granulatorn som kärnan som ett exempel.
1. Mata produktionslinjen enligt olika proportioner av material genom bältesflödesvågar, spiralflödesskalor, förlust-i-vikt skalor och andra satsanordningar;
2. Materialen som kommer in i produktionslinjen i en fast andel går in i den förvärmda trumtorkaren genom transportörsutrustning såsom remtransportörer, genomgår preliminär torkning och anger sedan nästa steg (detta steg bestäms enligt fuktinnehållet i de specifika materialen. Vissa material kräver inte denna torkutrustning); Eftersom blandningen av olika material också uppnås under torkningsprocessen för trumtorkaren. Om fuktinnehållet i materialet är lågt och torkningsprocessen inte krävs, måste en pulverblandare läggas till för att blanda de olika materialen jämnt innan du fortsätter till nästa steg.
3. Efter preliminär torkning kommer materialen eller materialen från pulverblandaren in i den torra rullmaskinen genom transportörsutrustning såsom skraphissar för tablettering;
4. Den fysiska formen av materialet efter att ha angett skivningen har förändrats. För närvarande skickas materialet till nästa process, den vibrerande skärmen, genom att transportera utrustning som hissar. När materialet kommer in i den vibrerande skärmen kommer det pulverformiga materialet att returneras till DG650 torrvalspressmaskinen igen genom returskrapan och omkyls igen. Samtidigt kommer materialen som har klistrats in i nästa process;
5. De flagniga materialen som kommer ut ur den vibrerande skärmen kommer in i påverkan för krossning;
6. De krossade materialen skickas till nästa process, en grov rotationsskärm, genom transportutrustning som skrapare och hissar. I denna process utförs en preliminär screening för att välja material av lämplig storlek och gå in i nästa process. Samtidigt kommer material med relativt stora storlekar in i returskrapan och ange sedan Impact Crusher för sekundär krossning;
7. Materialen med en lämplig volym som ursprungligen screenats med den roterande skärmen kommer in i den finklassiga rotationsskärmen genom skrapan. Genom denna process screenas de alltför små partiklarna i materialet ut och skickas till DG650 igen genom returskrapan. Återbäddning i den torra rullbindningsmaskinen;
8. För närvarande är materialets volymstorlek relativt i linje med den storlek vi behöver. Den kommer in i överföringspoleringsmaskinen genom bälten, hissar och annan utrustning för att polera ytan på materialpartiklarna;
9. De polerade partiklarna (blandade med polerat pulver i mitten) kommer in i sikten för fin screening. Efter att ha passerat den fina screeningprocessen är det granulära materialet som kommer ut den nödvändiga granulära kaliumsulfatgödseln och siktas av den fina skärmen samtidigt. Det borttagna pulvret kommer in i den främre DG-650 torra rullen tablettering maskin igen genom returskrapan och pelletiseras igen;
10. Det granulära materialet som kommer ut från den fina skärmen är slutprodukten. För närvarande måste den komma in i förpackningsmaskinen för förpackning och sömnad;
11. Efter att kaliumsulfat har förpackats kommer det in i den sista processen för robotpalletisering. Genom den palletiserande roboten är materialen som produceras av produktionslinjen snyggt förpackade på pallen och läggs sedan i förvaring av gaffeltruck;
Ovanstående process är i princip en helautomatisk produktionslinje för granulär kaliumsulfatgödsel. Kontrollsystemet för denna produktionslinje är helt integrerat och drivs enhetligt och styrs av masterkontrollsystemet i det centrala kontrollrummet. Kontrollsystemet styrs av en programmerbar styrenheten (PLC) styr hela processen och är utrustad med en värddator som transportör för mänsklig maskinutbyte. Samtidigt är de nödvändiga processlänkarna utrustade med frekvensomvandlare för dynamisk justering, vilket i slutändan gör det möjligt för hela produktionslinjen att uppnå optimal produktionseffektivitet;
Användningen av en förstorad dubbelaxelutgång specialreducerare och trumkoppling kan effektivt skydda rullarna och huvudlagren från skador, förbättra transmissionseffektiviteten och ytterligare öka produktutgången.
Den nya ramen, designad med optimerade beräkningar baserade på ergonomi, är utrustad med en stor dörrstruktur nära rullarna och en topparbetsplattform som är bekväm för personal att driva, uppfylla kundkraven för utrustningssäkerhet, tillförlitlighet och bekvämt underhåll.
Gödselkroppen på gödningsmaskinen är integrerad från högkvalitativ legeringsstål och är allmänt anpassningsbar till olika komplexa materialförhållanden. I utformningen av det slitbeständiga skiktet på rullytan behärskade vi lagen i djupet av stor mekanisk stress baserat på Hertzian kontaktteori och ren elasticitetsteori, och vetenskapligt kombinerade materialen i anti-tear-lagret, övergångsskiktet och slitbeständigt skikt, liksom hårdheten förbättringar i matchning och behandlingar har mycket imponerade av den antikonterade slitstoppen. Rullytmönstret, som slutfördes efter upprepade tester och jämförelser och gynnades av de tekniska förbättringarna av andra komponenter (såsom utfodringsenheten), kan göra materialets dragvinkel mer balanserad och stabil, och samtidigt eliminera rullens axiella kraft. Gör att utrustningen fungerar mer stabil.
Den nyligen utformade utfodringsanordningen är utrustad med en justeringsventilplatta, som lätt kan realisera onlinejustering. Tillsatsen av en luftutvidgningskammare kan smidigt släppa ut luften som är medföljande i materialet och förbättra materialets bit mellan rullarna. Den tekniska förbättringen av utfodringsanordningen har också direkt lett till förbättringen av rullytemönstret.
I utformningen av det hydrauliska systemet i kaliumsulfatgranuleringsmaskinen betraktar Hywell inte bara den som en kraftkälla utan gör att det har funktionen att skydda utrustningen. Flera automatiska skyddsfunktioner är utformade, och det optimerade hydrauliska systemet gör den rörliga rullen mer anpassningsbar till rörelse, vilket effektivt kan eliminera oavsiktligt blandade järnbitar och skydda den säkra driften av utrustningen.
Krossen av kaliumkloridgranulatorn är uppdelad i två steg, vilket kan krossa blockmaterialen som pressas av arket två gånger. Den har tre krossande kamrar, som kraftigt ökar krossområdet. Därför förbättrar krossen effektivt krosseffektiviteten och utbytet.
Den här maskinen har fördelarna med liten vibration, lågt brus och låga krav för stödets styrka. Den kombinerar fördelarna med cirkulär rörelse, elliptisk rörelse och återgående linjär rörelse. Den är också utrustad med en skärmytrengöringsanordning, så maskinen har stor utgång och hög screeningeffektivitet. Hög, låg effektförbrukning, flexibel installation och enkel skärmbyte.
Frekvensomvandlaren som styr den kvantitativa mataren och rullpressen bildar ett stängd slingkontrollsystem mellan dem. På detta sätt kommer själva granulatorkontrollsystemet att övervaka och styra den kvantitativa mataren och rullpressen genom PID för själva frekvensomvandlaren. Hastigheten på huvudmaskinen gör det möjligt för de två att upprätthålla en dynamisk arbetsbalans vid bästa läge hela tiden så att rullströmmen för rullpressens huvudmaskin alltid upprätthålls vid det inställda arbetsvärdet och fungerar stabilt och jämnt. Samtidigt kan den tvingade utfodringen också göra små justeringar av hastigheten när som helst. Som ett resultat är rullgranulatorn alltid i bästa arbetstillstånd. Samtidigt har detta system också ömsesidig växling mellan manuell kontroll och automatiska kontrolllägen för att uppnå flexibel och bekväm drift.



























































 简体中文
简体中文



")