Dust-free Feeding Station Introduction
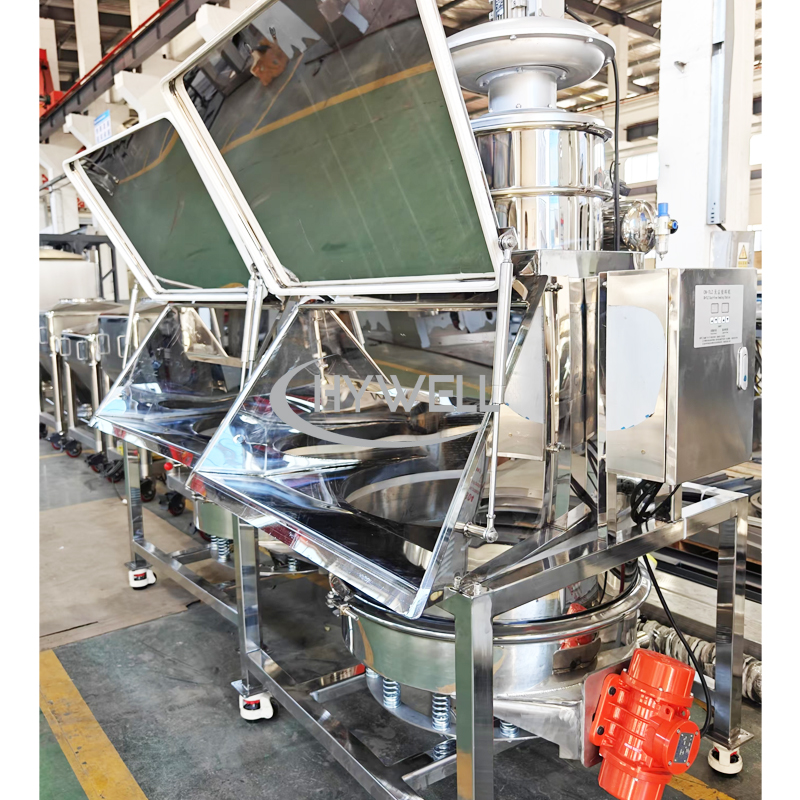
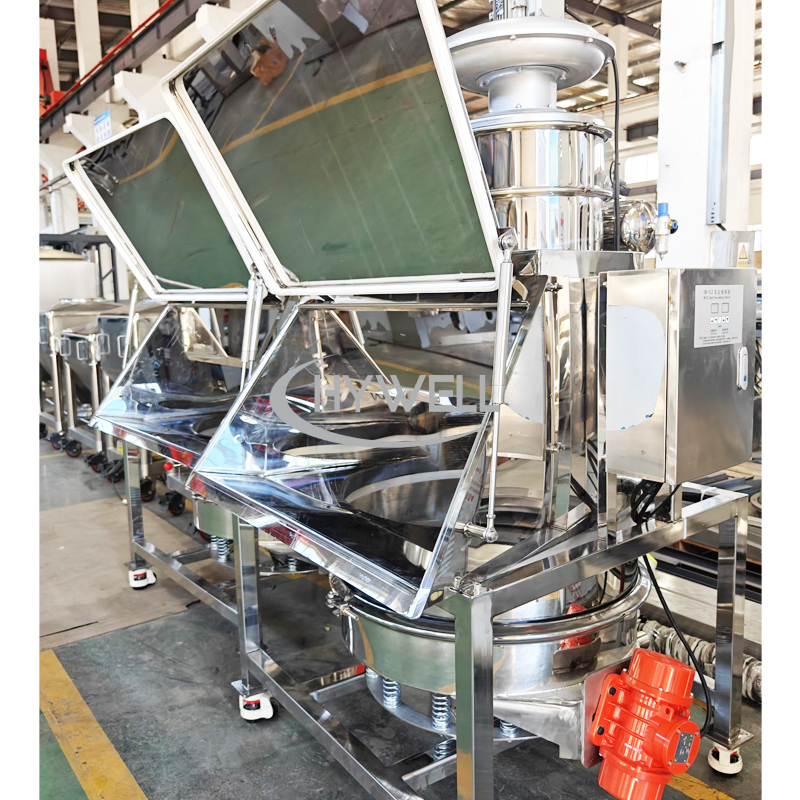
The dust-free feeding station, also known as a dust-free bag dumping station, is a specialized material-handling solution designed to unpack, discharge, and screen materials from small or medium-sized bags in a completely sealed and controlled environment. It plays a critical role in ensuring operator safety, product quality, and environmental protection during powder and granule transfer processes in manufacturing plants.
This dust-free feeding system is widely used in a range of industries, including pharmaceuticals, fine chemicals, food and beverage processing, new energy materials, and battery production. It addresses one of the most common challenges in material handling: dust control during manual bag feeding operations.
This equipment is mainly used in combination with a vacuum feeder to enable dust-free feeding for our company's various powder-mixing machines, as well as fluidized bed dryers, fluidized bed granulators, and high shear wet granulators. And it is the main machine for the complete powder mixing line.

Dust-free feeding station
Bag Unloading Station
Bag Dump Station
How does the Dust free feeding station work?
Dust Free Feeding station to Feed Powder for Powder Mixer Video
Dust-free Feeding Station Parameter
Model | SL-800 | SL-1000 |
Dust collection fan (Kw) | 1.1 | 1.5 |
Vibrating motor (Kw) | 0.08 | 0.18 |
Number of Vibration motors (Set) | 2 | 2 |
Air pressure (Pa) | 1217-1641 | 1217-1641 |
Compressed air consumption (m3/min) | 0.03 | 0.03 |
1. Hywell machinery reserves the right to the design without notice |
Dust Free Feeding Station Details Show Video
Core Functionality and Design Philosophy
At its core, the dust-free feeding station is a negative pressure-based bag dumping system equipped with integrated dust collection, vibrating screening, and optional vacuum conveying. The operator manually places bags on the feeding platform, cuts them open, and pours the material into the hopper. The dust generated during this process is immediately captured by a high-efficiency dust extraction unit, preventing airborne particulate contamination.
The hopper may include a safety vibrating screen, which filters out oversized materials, foreign objects, or agglomerates, ensuring that only qualified product continues to downstream processes. The screened material can be stored temporarily in a buffer silo or transferred directly to the next process unit (e.g., mixer, granulator, reactor) via vacuum conveyor or screw feeder.
Key Design Goals:
Dust Suppression
Protect both product and personnel by maintaining a negative pressure environment.
Clean and Ergonomic Operation
Simplify operator workflow with easy-to-access bag handling area and user-friendly controls.
Contamination Control
Ensure high product purity with enclosed transfer and hygienic-grade materials.
Efficient Screening
Block oversized particles and foreign matter to ensure consistent product quality.
Seamless Integration
Compatible with upstream bag handling systems and downstream conveying or processing equipment.
Features and Benefits
1. Fully Enclosed, Dust-Free Operation
The system is engineered to contain all dust within a sealed chamber. Dust-laden air is drawn through a powerful industrial fan and passes through multi-stage filtration units, such as HEPA or cartridge filters, before being discharged safely. This ensures the surrounding environment remains clean, improving working conditions and complying with occupational safety regulations (e.g., GMP, ATEX).
2. High-Efficiency Dust Collection
The reverse pulse jet dust collector automatically cleans filter elements to ensure continuous airflow and minimal maintenance. Dust separated from the air is returned to the material hopper, reducing waste and preserving valuable product.
3. Vibrating Safety Screen
A built-in vibrating screen (also known as a safety sieve) ensures only suitable materials are allowed downstream. Oversized clumps or foreign objects are trapped and can be removed manually. This screening step helps prevent downstream equipment from clogging or wearing prematurely.
4. Vibration-Assisted Discharge Hopper
The cone-shaped hopper includes an integrated vibrator or pneumatic hammer, preventing material from bridging or rat-holing during discharge. Flow is continuous and predictable, which is especially important when transferring light or sticky powders.
5. Optional Vacuum Transfer System
The system can be coupled with a vacuum conveyor for sealed and hygienic material transfer to mixers, tanks, or granulators. This eliminates the need for additional handling and avoids recontamination during transfer.
6. Ergonomic and Safe
The operator performs the bag opening on a working platform designed for ergonomic comfort. Transparent covers or viewing windows offer visual inspection without opening the station. Operator exposure to dust, allergens, or hazardous substances is virtually eliminated.
7. Remote Control and Automation Ready
Available with pneumatic or electric actuation, the system supports integration with PLC for real-time monitoring and process automation. Optional features include weight sensors, RFID safety interlocks, and control panel HMI for smart plant operation.
8. Easy Maintenance and Cleaning
The unit is made of stainless steel (SS304/SS316L) and features smooth, weld-free internal surfaces that prevent powder accumulation.
Powder feeding station Working Process
In material processing industries, transferring bagged powders to the next stage requires a reliable, dust-free system. The Powder Feeding Station, also known as a Bag Dumping Station, is engineered to improve this workflow by combining bag opening, powder feeding, dust extraction, and screening into one efficient unit.
During operation, operators manually place and open bags in the feeding station, allowing the contents to be discharged effectively. Dust generated during dumping is immediately captured by an induced draft fan and directed into a high-efficiency dust removal system. Inside the filtration system, air moves in reverse to the dust flow, enabling fine particles to be trapped by advanced filter elements. This ensures that only clean air is released through the exhaust, maintaining a dust-free and safe working environment.
To boost productivity, the Powder Feeding Station features a built-in vibrating screen at its base. This screening system filters out oversized particles, contaminants, and lumps, ensuring that only uniform, process-ready powder passes through. A vacuum conveyor can also be connected for dust-free transfer of screened material to the next processing step, enhancing automation.
This system is ideal for poor-flowing or sticky materials, minimizing product loss and cross-contamination. By integrating dust-free feeding, accurate screening, and automatic conveying, the Powder Feeding Station improves plant efficiency, reduces labor demands, and supports clean, safe, and streamlined operations across industries.
Dust-free Feeding System Material
The overall structure, height, and integrated screening system of the dust-free feeding station can be customized according to the user’s on-site layout requirements. The system can also be equipped with auxiliary equipment such as a vibrating screen, iron remover, and vacuum feeder, creating a flexible and efficient material handling solution.
The dust-free feeding station is specifically engineered to support clean, safe, and efficient powder handling operations by preventing dust leakage and cross-contamination. It is available in two material options—304 stainless steel or 316L stainless steel—based on the customer’s operating environment, material characteristics, and industry compliance standards.
304 stainless steel is widely used due to its excellent corrosion resistance and economical cost, making it ideal for standard industrial applications. In contrast, 316L stainless steel provides enhanced resistance to corrosion, particularly in harsh environments exposed to acidic or chloride-based substances, making it suitable for more demanding processing conditions.
This advanced dust-free feeding system is perfectly suited for high-standard industries such as pharmaceuticals, food production, and chemical processing. It ensures a hygienic and sealed operation, maintaining product purity and reducing operator exposure to airborne particles. Multiple customization options are available to meet unique process needs, delivering high-performance material transfer and reliable long-term operation.
How Does a Dust-free Feeding Station Work?
The working principle of a dust-free feeding system is designed to provide efficient material handling with minimal dust emission. The process involves the following key steps:
Step 1: Material Feeding
The material to be screened is introduced into the center of the vibrating sieve through the inlet, ensuring a controlled and clean feeding process. This setup helps reduce dust release from the beginning of the operation.
Step 2: Gyratory Motion
An integrated motor creates consistent vibrations, generating a gyratory motion in the sieve. This movement spreads the material uniformly over the screen surface, promoting efficient separation and reducing the chances of clogging or uneven screening.
Step 3: Particle Separation
As the material travels across the sieve, smaller particles pass through the screen openings, while oversized or unwanted materials remain on the surface. This step ensures high precision in particle separation for improved product quality.
Step 4: Discharge
Separated fine particles are discharged through specific outlets and are then conveyed directly—often by a vacuum feeder under negative pressure—to the next processing stage, such as a packaging machine hopper or powder mixer. Oversized particles continue to move toward the outlet end of the sieve for removal.
This dust-free feeding station ensures a closed-loop system, minimizing airborne dust, enhancing operator safety, and maintaining product purity across a range of industries including pharmaceuticals, chemicals, and food processing.

 Русский
Русский English
English العربية
العربية Français
Français Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe ພາສາລາວ
ພາສາລາວ Bahasa Melayu
Bahasa Melayu Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Հայերեն
Հայերեն עברית
עברית Dansk
Dansk اردو
اردو বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel Māori
Māori नेपाली
नेपाली Oʻzbekcha
Oʻzbekcha latviešu
latviešu Azərbaycan dili
Azərbaycan dili Беларуская мова
Беларуская мова Български
Български ქართული
ქართული Kurdî
Kurdî Кыргызча
Кыргызча



















































 简体中文
简体中文

























")