Powder Mixing Line Introduction
In modern powder processing industries, product quality depends not only on the performance of the mixer but also on the efficiency of the entire production process. Manual handling, open material transfer, dust generation, and difficult cleaning procedures can lead to contamination risks, inconsistent product quality, and increased labor costs.
A Powder Mixing Line integrates feeding, conveying, blending, discharge, cleaning, and drying into a complete automated system. It provides a closed, dust-free, and efficient production process suitable for nutraceutical, pharmaceutical, food, chemical, and specialty powder applications.
2. At Hywell Machinery, we provide complete Powder Mixing Line Solutions that combine dust-free feeding systems, vacuum conveying, IBC bin mixers, bin lifting systems, washing stations, and drying equipment into a fully integrated production line.
What Is a Powder Mixing Line?
A Powder Mixing Line is a complete processing system designed to receive raw materials, transfer them automatically, blend them uniformly, discharge finished products, and clean the containers for the next batch.
Unlike a standalone powder mixer, a complete powder mixing line focuses on the entire production workflow, ensuring:
Dust-free operation
Closed material handling
Consistent mixing quality
Reduced labor requirements
GMP-compliant production
Easy cleaning and product changeover
This system is particularly suitable for manufacturers producing multiple powder formulations with varying batch sizes and requiring frequent product changeovers.
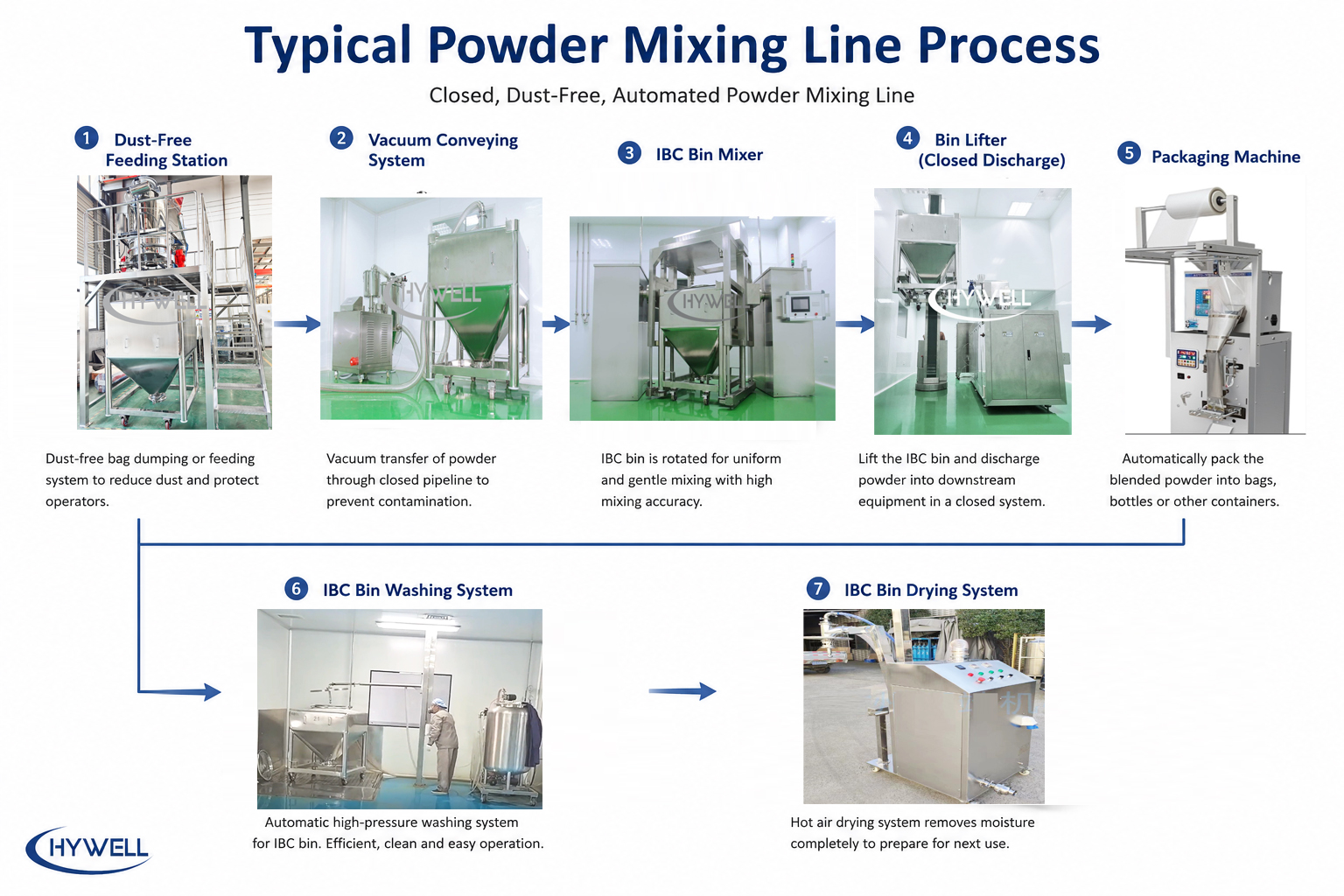
Typical Powder Mixing Line Process
A typical automated powder mixing production line consists of the following stages: feeding, mixing, discharging, and cleaning.
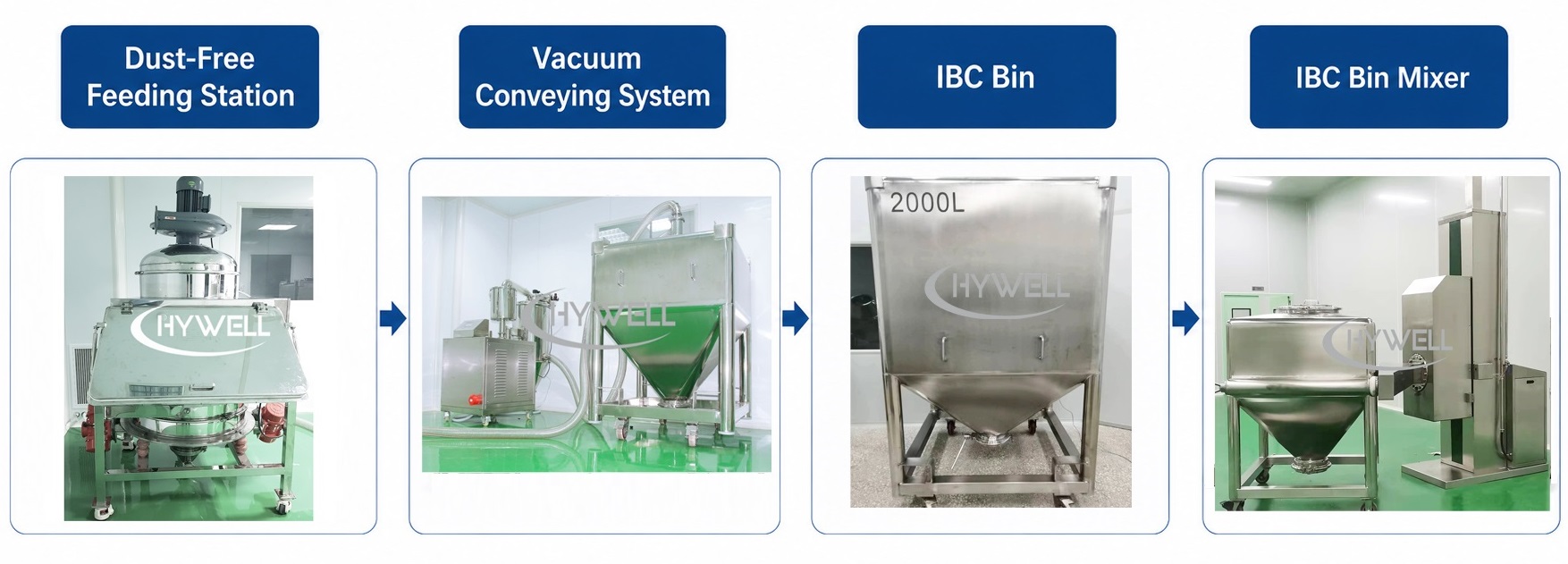
1. Raw Material Feeding Solutions
Efficient and hygienic material feeding is the first step in any powder mixing line. Depending on production capacity, cleaning requirements, and product changeover frequency, different feeding solutions can be selected.
All Hywell powder mixing lines utilize a Dust-Free Feeding Station to minimize dust emissions, improve workplace cleanliness, and protect operators during material loading.
Key Benefits of Dust-Free Feeding Stations
Negative pressure dust collection
Cleaner production environment
Reduced material loss
Improved operator safety
GMP-compliant design
Easy cleaning and maintenance
To transfer raw materials into the IBC bin mixer, two feeding methods are commonly used.
Feeding Method Selection Guide for Powder Blending Line
Item | Dust-Free Feeding + Vacuum Conveying | Dust-Free Feeding + Hopper Lifter |
Dust Control | Excellent | Excellent |
Material Transfer | Fully Automatic | Semi-Automatic |
Production Capacity | High | Medium |
Cleaning Time | Longer | Shorter |
Product Changeover | Moderate | Excellent |
Material Retention | Possible in Pipeline | Minimal |
Cross-Contamination Risk | Low | Very Low |
Suitable for Frequent Formula Changes | No | Yes |
Recommended Industries | Food, Chemical | Nutraceutical, Pharmaceutical |
Recommendation: For nutraceutical powder production, such as collagen, creatine, protein powder, and dietary supplements, the Dust-Free Feeding Station + Hopper Lifter solution is often the preferred choice because it minimizes product retention and simplifies cleaning during frequent product changeovers. |
Option 1: Dust-Free Feeding Station + Vacuum Conveying System
For high-volume production and applications with relatively stable formulations, a vacuum conveying system can be integrated with the dust-free feeding station.
Process
Advantages
Fully enclosed powder transfer
No airborne dust
Reduced manual handling
High production efficiency
Suitable for long-distance material transfer
Ideal for continuous production
Note: For products requiring frequent recipe changes, residual powder may remain inside the conveying pipeline, resulting in additional cleaning and validation work.
Option 2: Dust-Free Feeding Station + Raw Materials Lifter
For nutraceutical and pharmaceutical production with frequent formula changes, a raw materials lifting system is often the preferred solution.
Process

Advantages
No conveying pipeline residue
Faster cleaning and changeover
Reduced cross-contamination risk
Lower cleaning validation workload
Ideal for multi-product manufacturing
Note: Because materials are discharged directly into the IBC bin through the dust-free feeding station, there is virtually no product retention, making cleaning significantly easier than pneumatic conveying systems.
2. Powder Mixing Solutions for Powder Mixing Line
After raw materials are loaded into the IBC container, the powder blending process is performed using the Hywell IBC Bin Mixer. The entire bin rotates during operation, allowing the product to mix gently and uniformly without requiring internal agitators or mixing blades.
Compared with conventional ribbon mixers or paddle mixers, the IBC mixing system minimizes particle damage while maintaining excellent blend uniformity.
Key Benefits
Excellent mixing uniformity
Gentle blending action
Minimal particle segregation
Low energy consumption
Easy batch traceability
GMP-compliant design
Reduced cleaning requirements
One mixer can be used with multiple IBC bins of different capacities, significantly improving equipment utilization and production flexibility.
Typical IBC Bin Capacities
| Bin Volume | Typical Batch Size |
| 100 L | 30–60 kg |
| 200 L | 60–120 kg |
| 500 L | 150–300 kg |
| 1000 L | 300–600 kg |
| 1500 L | 500–900 kg |
| 2000 L | 700–1200 kg |
*Actual batch size depends on powder bulk density.
This solution is widely used for blending nutraceutical powders, pharmaceutical ingredients, food additives, and specialty chemical products.
3. Powder Discharge Solutions After Mixing
Once mixing is completed, the IBC bin can be transferred directly to a discharge station without intermediate material handling.
Hywell provides automatic bin lifting systems that elevate the IBC container and discharge the blended powder directly into downstream processing or packaging equipment.
Typical Discharge Destinations
Key Benefits
Fully enclosed discharge process
No secondary contamination
Minimal product loss
Reduced operator contact
Improved workplace safety
Easy integration with packaging lines
Because the product remains inside the same container from mixing through discharge, the risk of cross-contamination is significantly reduced.
This solution is particularly suitable for GMP-regulated industries such as pharmaceuticals and nutraceuticals.
4. IBC Bin Cleaning and Drying Solutions
Efficient cleaning and drying are essential for facilities producing multiple formulations and requiring frequent product changeovers.
Hywell provides integrated washing and drying systems designed specifically for IBC containers.
IBC Bin Washing System
The automatic washing station cleans the internal surfaces of the container after production.
Benefits
Consistent cleaning quality
Reduced cleaning time
Lower labor requirements
Reduced water consumption
GMP-compliant cleaning process
IBC Bin Drying System
After cleaning, there's no need to move the bin. Simply turn on the drying system, and the automatic electric heater will blow hot air into the hopper to dry the inside. Simultaneously, due to heat transfer within the hopper, the surface will also dry rapidly, preparing it for the next batch of production.
Benefits
Fast drying cycle
Uniform drying performance
Prevention of microbial growth
Reduced production downtime
Improved equipment availability
The combination of automatic washing and drying significantly shortens changeover time and improves overall production efficiency.
Typical Powder Mixing Line Configurations
Powder Mixing Line Capacity Selection Guide
Batch Size | Dust-Free Feeding Station | Vacuum Conveyor | IBC Bin Mixer | Bin Lifter | Washing & Drying Machine |
100 L | SL-800 | HS-2 | HTD-100 | NTD-100 | MC-300 |
300 L | SL-800 | HS-3 | HTD-300 | NTD-300 | MC-300 |
600 L | SL-800 | HS-5 | HTD-600 | NTD-500 | MC-300 |
1000 L | SL-800 | HS-5 | FZH-1000 | NTD-1000 | MC-500 |
1500 L | SL-800 | HS-7 | FZH-1500 | NTD-1500 | MC-500 |
2000 L | SL-1000 | HS-7 | FZH-2000 | NTD-2000 | MC-500 |
Hywell powder blending lines are available from laboratory scale to large industrial production capacities. Each system can be customized according to batch size, product characteristics, automation requirements, and GMP standards.
Typical Blending Line Production Capacity Reference
IBC Bin Mixer Volume | Recommended Batch Weight | Typical Output per Hour | IBC Bin Volume |
100 L | 30–40 kg | 30–120 kg/h | 100 L |
300 L | 40–120 kg | 40–360 kg/h | 300 L |
600 L | 90–240 kg | 90–720 kg/h | 500 L |
1000 L | 150–400 kg | 150–1200 kg/h | 1000 L |
1500 L | 250–600 kg | 250–1800 kg/h | 1500 L |
2000 L | 600–800 kg | 600–2400 kg/h | 2000 L |
Mark: Actual capacity depends on powder bulk density. |
Advantages of a Complete Powder Mixing Line
Compared with traditional standalone mixing equipment, a complete powder mixing line offers several advantages:
Dust-Free Production
The entire process remains enclosed, reducing dust emissions and improving workplace safety.
Improved Product Quality
Automated handling minimizes contamination and helps maintain batch-to-batch consistency.
Reduced Labor Requirements
Material transfer, mixing, discharge, washing, and drying are largely automated.
Faster Product Changeover
Automated cleaning and drying systems shorten downtime between batches.
Flexible Production Capacity
Multiple IBC bins can be used with a single mixer to support different product sizes and production schedules.
GMP Compliance
The system is designed to meet the stringent requirements of pharmaceutical and nutraceutical manufacturing.
Why Choose an IBC-Based Powder Mixing Line?
An IBC-based system offers significant advantages over conventional fixed mixers.
The material remains inside the same container throughout:
Feeding
Mixing
Storage
Transportation
Discharge
This approach reduces:
Cross-contamination
Material loss
Cleaning workload
Production downtime
For facilities producing multiple products, an IBC-based powder mixing line provides one of the most efficient and GMP-friendly solutions available today.
Hywell Complete Powder Mixing Line Solutions
Hywell Machinery provides complete turnkey powder mixing lines tailored to customer requirements.
Our solutions can include:
Dust-Free Feeding Stations
Vacuum Conveying Systems
IBC Bin Mixers
Bin Lifting Systems
Automatic IBC Bin Washers
IBC Bin Drying Systems
Packaging Integration
PLC Automatic Control Systems
Whether you are producing nutraceutical powders, pharmaceutical products, food ingredients, or specialty chemicals, we can design a customized powder mixing line to meet your production capacity, hygiene standards, and automation requirements.
Conclusion
A complete Powder Mixing Line is more than a mixer—it is an integrated production solution that improves efficiency, product quality, and operational safety.
By combining dust-free feeding, vacuum conveying, IBC bin mixing, closed discharge, automated washing, and drying systems, manufacturers can achieve a highly efficient and GMP-compliant powder processing operation.
For companies seeking to modernize their powder manufacturing process, an automated powder mixing line offers a reliable, scalable, and future-ready solution.

 Русский
Русский English
English العربية
العربية Français
Français Español
Español Português
Português Deutsch
Deutsch italiano
italiano 日本語
日本語 한국어
한국어 Nederlands
Nederlands Tiếng Việt
Tiếng Việt ไทย
ไทย Polski
Polski Türkçe
Türkçe ພາສາລາວ
ພາສາລາວ Bahasa Melayu
Bahasa Melayu Filipino
Filipino Bahasa Indonesia
Bahasa Indonesia magyar
magyar Română
Română Čeština
Čeština қазақ
қазақ Српски
Српски हिन्दी
हिन्दी فارسی
فارسی Slovenčina
Slovenčina Slovenščina
Slovenščina Norsk
Norsk Svenska
Svenska українська
українська Ελληνικά
Ελληνικά Suomi
Suomi Հայերեն
Հայերեն עברית
עברית Dansk
Dansk اردو
اردو বাংলা
বাংলা Hrvatski
Hrvatski Afrikaans
Afrikaans Gaeilge
Gaeilge Eesti keel
Eesti keel Māori
Māori नेपाली
नेपाली Oʻzbekcha
Oʻzbekcha latviešu
latviešu Azərbaycan dili
Azərbaycan dili Беларуская мова
Беларуская мова Български
Български ქართული
ქართული Kurdî
Kurdî Кыргызча
Кыргызча



















































 简体中文
简体中文

























")