
|
















HYWELL
SUS304/SUS316L/Titan
Lebensmittel/Pharma/Chemie
Ja
| Menge: | |
|---|---|
In modernen pulververarbeitenden Industrien hängt die Produktqualität nicht nur von der Leistung des Mischers ab, sondern auch von der Effizienz des gesamten Produktionsprozesses. Manuelle Handhabung, offener Materialtransfer, Staubentwicklung und schwierige Reinigungsverfahren können zu Kontaminationsrisiken, inkonsistenter Produktqualität und erhöhten Arbeitskosten führen.
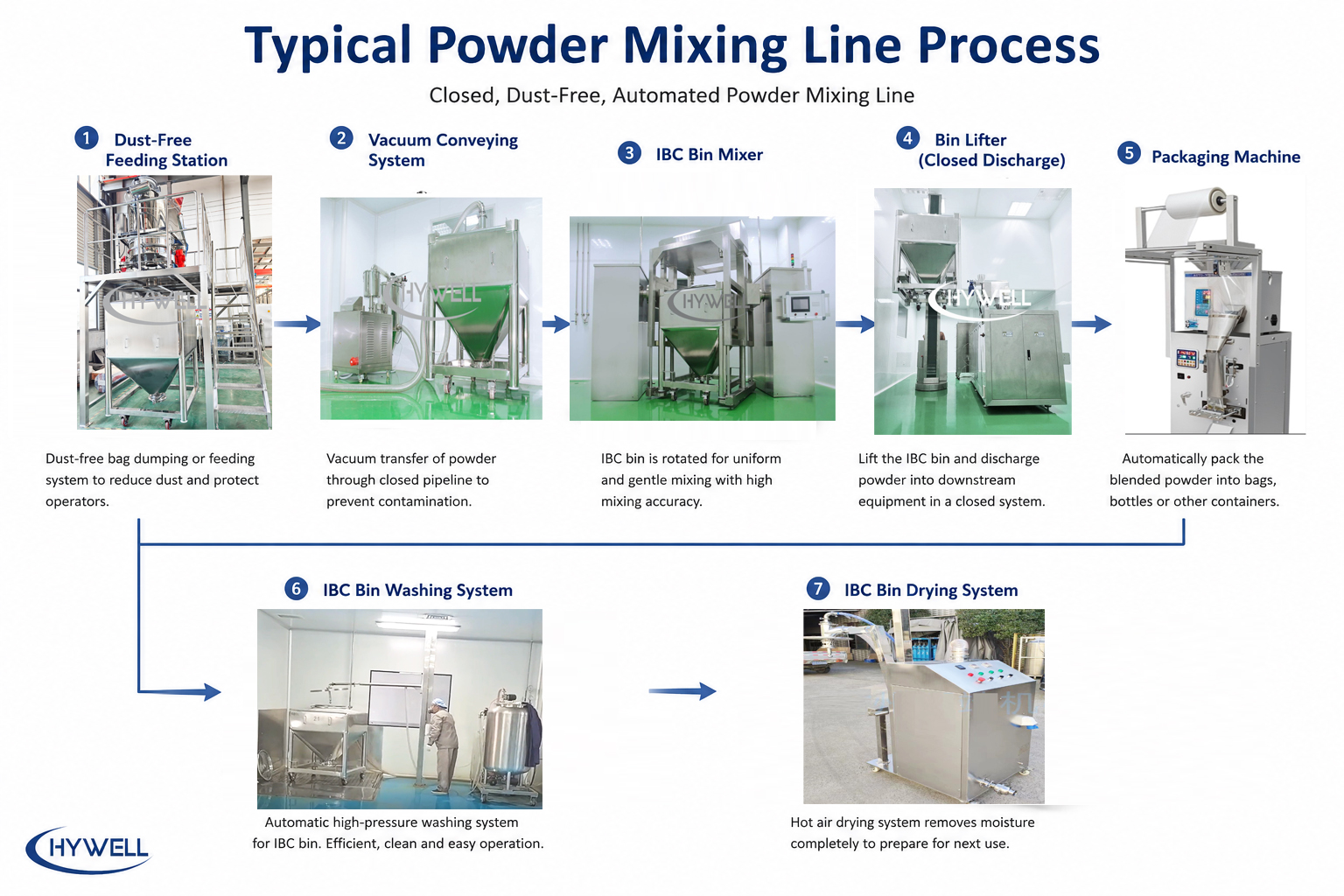
Eine Pulvermischlinie integriert Zuführung, Förderung, Mischung, Entladung, Reinigung und Trocknung in einem vollständig automatisierten System. Es bietet einen geschlossenen, staubfreien und effizienten Produktionsprozess, der für Nutrazeutika-, Pharma-, Lebensmittel-, Chemie- und Spezialpulveranwendungen geeignet ist.
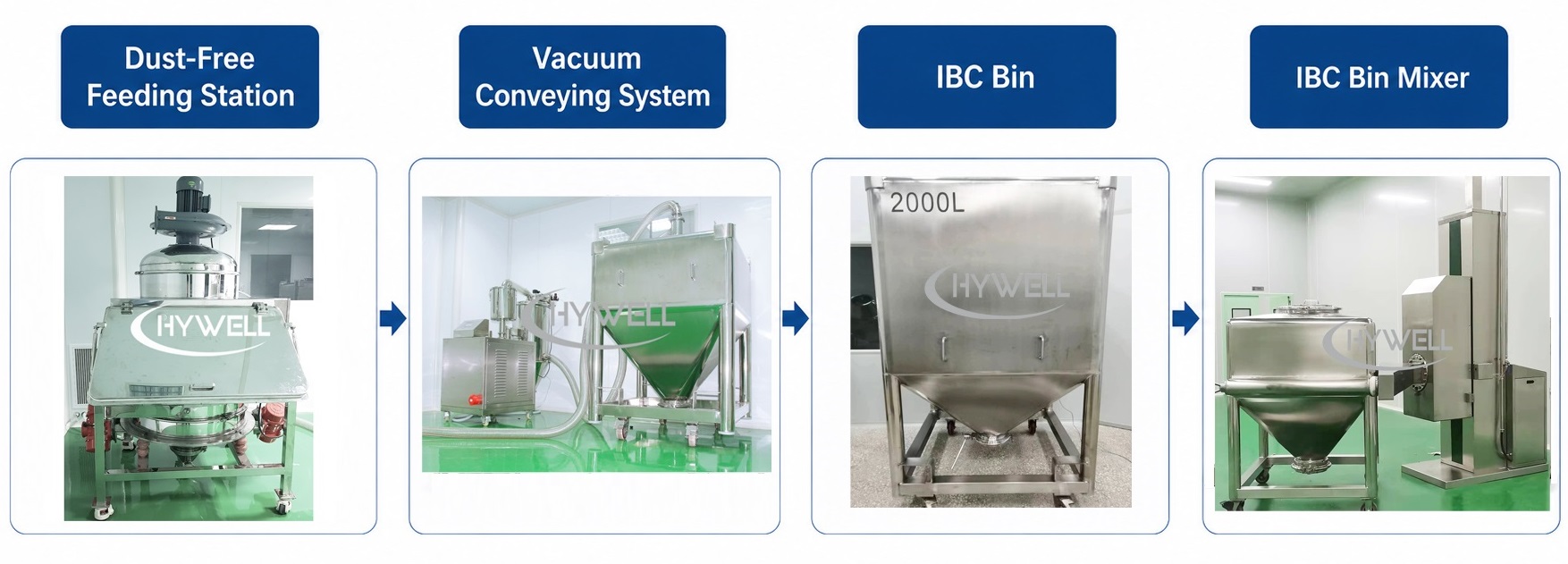
2. Bei Hywell Machinery bieten wir komplette Pulvermischlinienlösungen, die kombinieren staubfreie Zuführsysteme, Vakuumförderung, IBC-Behältermischer , Behälterhebesysteme, Waschstationen und Trocknungsgeräte in einer vollständig integrierten Produktionslinie.
Was ist eine Pulvermischlinie?
Eine Pulvermischlinie ist ein komplettes Verarbeitungssystem, das darauf ausgelegt ist, Rohstoffe zu empfangen, sie automatisch zu transportieren, gleichmäßig zu mischen, fertige Produkte auszuschleusen und die Behälter für die nächste Charge zu reinigen.
Im Gegensatz zu einem eigenständigen Pulvermischer konzentriert sich eine komplette Pulvermischlinie auf den gesamten Produktionsablauf und gewährleistet Folgendes:
Staubfreier Betrieb
Geschlossener Materialtransport
Gleichbleibende Mischqualität
Reduzierter Arbeitsaufwand
GMP-gerechte Produktion
Einfache Reinigung und Produktwechsel
Dieses System eignet sich besonders für Hersteller, die mehrere Pulverformulierungen mit unterschiedlichen Chargengrößen produzieren und häufige Produktwechsel erfordern.
Eine typische automatisierte Produktionslinie zum Mischen von Pulver besteht aus den folgenden Schritten: Zuführen, Mischen, Entladen und Reinigen.
Eine effiziente und hygienische Materialzufuhr ist der erste Schritt in jeder Pulvermischlinie. Abhängig von der Produktionskapazität, den Reinigungsanforderungen und der Häufigkeit des Produktwechsels können unterschiedliche Zuführlösungen ausgewählt werden.
Alle Pulvermischlinien von Hywell nutzen eine staubfreie Zuführstation, um Staubemissionen zu minimieren, die Sauberkeit am Arbeitsplatz zu verbessern und die Bediener beim Materialladen zu schützen.
Hauptvorteile staubfreier Futterstationen
Staubabsaugung mit Unterdruck
Sauberere Produktionsumgebung
Reduzierter Materialverlust
Verbesserte Bedienersicherheit
GMP-gerechtes Design
Einfache Reinigung und Wartung
Um Rohstoffe in den IBC-Behältermischer zu überführen, werden üblicherweise zwei Beschickungsmethoden verwendet.
Artikel |
Staubfreie Zuführung + Vakuumförderung |
Staubfreie Beschickung + Trichterheber |
Staubkontrolle |
Exzellent |
Exzellent |
Materialtransfer |
Vollautomatisch |
Halbautomatisch |
Produktionskapazität |
Hoch |
Medium |
Reinigungszeit |
Länger |
Kürzer |
Produktwechsel |
Mäßig |
Exzellent |
Materialretention |
In der Pipeline möglich |
Minimal |
Risiko einer Kreuzkontamination |
Niedrig |
Sehr niedrig |
Geeignet für häufige Formeländerungen |
NEIN |
Ja |
Empfohlene Branchen |
Lebensmittel, Chemikalien |
Nutrazeutika, Pharmazeutika |
Empfehlung: Für die Produktion von Nutrazeutika-Pulvern wie Kollagen, Kreatin, Proteinpulver und Nahrungsergänzungsmitteln ist die Lösung „Staubfreie Zuführstation + Trichterheber“ häufig die bevorzugte Wahl, da sie die Produktretention minimiert und die Reinigung bei häufigen Produktwechseln vereinfacht. |
||
Für Großserienproduktionen und Anwendungen mit relativ stabilen Formulierungen kann ein Vakuumfördersystem in die staubfreie Zuführstation integriert werden.
Vollständig geschlossener Pulvertransfer
Kein Staub in der Luft
Reduzierte manuelle Handhabung
Hohe Produktionseffizienz
Geeignet für den Materialtransport über große Entfernungen
Ideal für die kontinuierliche Produktion
Hinweis: Bei Produkten, die häufige Rezepturänderungen erfordern, können Restpulver in der Förderleitung verbleiben, was zu zusätzlichem Reinigungs- und Validierungsaufwand führt.
Für die Produktion von Nahrungsergänzungsmitteln und Pharmazeutika mit häufigen Rezepturwechseln ist ein Rohstoff-Hebesystem oft die bevorzugte Lösung.

Keine Rückstände der Förderleitung
Schnellere Reinigung und Umrüstung
Reduziertes Kreuzkontaminationsrisiko
Geringerer Arbeitsaufwand für die Reinigungsvalidierung
Ideal für die Herstellung mehrerer Produkte
Hinweis: Da die Materialien über die staubfreie Zuführstation direkt in den IBC-Behälter entladen werden, gibt es praktisch keine Produktrückstände, was die Reinigung deutlich einfacher macht als bei pneumatischen Fördersystemen.
Nachdem die Rohstoffe in den IBC-Container geladen wurden, wird der Pulvermischvorgang mit dem Hywell IBC-Behältermischer durchgeführt. Der gesamte Behälter dreht sich während des Betriebs, sodass das Produkt sanft und gleichmäßig vermischt werden kann, ohne dass interne Rührwerke oder Mischblätter erforderlich sind.
Im Vergleich zu herkömmlichen Bandmischern oder Paddelmischern minimiert das IBC-Mischsystem Partikelschäden und sorgt gleichzeitig für eine hervorragende Gleichmäßigkeit der Mischung.
Hervorragende Mischgleichmäßigkeit
Sanfte Mischwirkung
Minimale Partikelsegregation
Niedriger Energieverbrauch
Einfache Chargenrückverfolgbarkeit
GMP-gerechtes Design
Reduzierter Reinigungsaufwand
Ein Mischer kann mit mehreren IBC-Behältern unterschiedlicher Kapazität verwendet werden, was die Geräteauslastung und Produktionsflexibilität erheblich verbessert.
| Behältervolumen | Typische Chargengröße |
|---|---|
| 100 L | 30–60 kg |
| 200 L | 60–120 kg |
| 500 L | 150–300 kg |
| 1000 L | 300–600 kg |
| 1500 L | 500–900 kg |
| 2000 L | 700–1200 kg |
*Die tatsächliche Chargengröße hängt von der Schüttdichte des Pulvers ab.
Diese Lösung wird häufig zum Mischen von Nutrazeutikapulvern, pharmazeutischen Inhaltsstoffen, Lebensmittelzusatzstoffen und chemischen Spezialprodukten verwendet.
Sobald das Mischen abgeschlossen ist, kann der IBC-Behälter ohne zwischenzeitliche Materialhandhabung direkt zu einer Entladestation überführt werden.
Hywell bietet automatische Behälterhebesysteme, die den IBC-Behälter anheben und das gemischte Pulver direkt in nachgelagerte Verarbeitungs- oder Verpackungsanlagen entladen.
Verpackungsmaschinen
Beutelfüllmaschinen
Kapselfüllmaschinen
Komprimierungssysteme für Tablets
Zwischenspeicher
Vollständig geschlossener Austragsprozess
Keine Sekundärkontamination
Minimaler Produktverlust
Reduzierter Bedienerkontakt
Verbesserte Sicherheit am Arbeitsplatz
Einfache Integration in Verpackungslinien
Da das Produkt vom Mischen bis zum Entleeren im selben Behälter verbleibt, wird das Risiko einer Kreuzkontamination erheblich verringert.
Diese Lösung eignet sich besonders für GMP-regulierte Branchen wie Pharma und Nutraceuticals.
Effiziente Reinigung und Trocknung sind für Anlagen, die mehrere Rezepturen herstellen und häufige Produktwechsel erfordern, von entscheidender Bedeutung.
Hywell bietet integrierte Wasch- und Trocknungssysteme, die speziell für IBC-Container entwickelt wurden.
Die automatische Waschstation reinigt die Innenflächen des Behälters nach der Produktion.
Gleichbleibende Reinigungsqualität
Reduzierte Reinigungszeit
Geringerer Arbeitsaufwand
Reduzierter Wasserverbrauch
GMP-gerechter Reinigungsprozess
Nach der Reinigung muss der Behälter nicht bewegt werden. Schalten Sie einfach das Trocknungssystem ein und die automatische elektrische Heizung bläst heiße Luft in den Trichter, um das Innere zu trocknen. Gleichzeitig trocknet die Oberfläche aufgrund der Wärmeübertragung im Trichter schnell und bereitet sie so auf die nächste Produktionscharge vor.
Schneller Trocknungszyklus
Gleichmäßige Trocknungsleistung
Verhinderung des mikrobiellen Wachstums
Reduzierte Produktionsausfallzeiten
Verbesserte Geräteverfügbarkeit
Die Kombination aus automatischem Waschen und Trocknen verkürzt die Umrüstzeit erheblich und verbessert die Gesamteffizienz der Produktion.
Chargengröße |
Staubfreie Futterstation |
Vakuumförderer |
IBC-Behältermischer |
Behälterheber |
Waschmaschine und Trockner |
100 L |
SL-800 |
HS-2 |
HTD-100 |
NTD-100 |
MC-300 |
300 L |
SL-800 |
HS-3 |
HTD-300 |
NTD-300 |
MC-300 |
600 L |
SL-800 |
HS-5 |
HTD-600 |
NTD-500 |
MC-300 |
1000 L |
SL-800 |
HS-5 |
FZH-1000 |
NTD-1000 |
MC-500 |
1500 L |
SL-800 |
HS-7 |
FZH-1500 |
NTD-1500 |
MC-500 |
2000 L |
SL-1000 |
HS-7 |
FZH-2000 |
NTD-2000 |
MC-500 |
Hywell-Pulvermischlinien sind vom Labormaßstab bis hin zu großen industriellen Produktionskapazitäten erhältlich. Jedes System kann je nach Chargengröße, Produkteigenschaften, Automatisierungsanforderungen und GMP-Standards angepasst werden.
Volumen des IBC-Behältermischers |
Empfohlenes Chargengewicht |
Typische Leistung pro Stunde |
IBC-Behältervolumen |
100 L |
30–40 kg |
30–120 kg/h |
100 L |
300 L |
40–120 kg |
40–360 kg/h |
300 L |
600 L |
90–240 kg |
90–720 kg/h |
500 L |
1000 L |
150–400 kg |
150–1200 kg/h |
1000 L |
1500 L |
250–600 kg |
250–1800 kg/h |
1500 L |
2000 L |
600–800 kg |
600–2400 kg/h |
2000 L |
Hinweis: Die tatsächliche Kapazität hängt von der Schüttdichte des Pulvers ab. |
|||
Im Vergleich zu herkömmlichen eigenständigen Mischgeräten bietet eine komplette Pulvermischlinie mehrere Vorteile:
Der gesamte Prozess bleibt geschlossen, was die Staubemissionen reduziert und die Sicherheit am Arbeitsplatz erhöht.
Die automatisierte Handhabung minimiert die Kontamination und trägt dazu bei, die Konsistenz von Charge zu Charge aufrechtzuerhalten.
Materialtransfer, Mischen, Austragen, Waschen und Trocknen erfolgen weitgehend automatisiert.
Automatisierte Reinigungs- und Trocknungssysteme verkürzen die Ausfallzeiten zwischen den Chargen.
Mehrere IBC-Behälter können mit einem einzigen Mischer verwendet werden, um unterschiedliche Produktgrößen und Produktionspläne zu unterstützen.
Das System ist darauf ausgelegt, die strengen Anforderungen der pharmazeutischen und nutrazeutischen Herstellung zu erfüllen.
Ein IBC-basiertes System bietet erhebliche Vorteile gegenüber herkömmlichen Festmischern.
Das Material bleibt die ganze Zeit im selben Behälter:
Füttern
Mischen
Lagerung
Transport
Entladung
Dieser Ansatz reduziert:
Kreuzkontamination
Materieller Verlust
Reinigungsaufwand
Produktionsausfall
Für Anlagen, die mehrere Produkte herstellen, bietet eine IBC-basierte Pulvermischlinie eine der effizientesten und GMP-freundlichsten Lösungen, die heute verfügbar sind.
Hywell Machinery bietet komplette schlüsselfertige Pulvermischlinien, die auf die Kundenanforderungen zugeschnitten sind.
Unsere Lösungen können Folgendes umfassen:
Staubfreie Futterstationen
Vakuumfördersysteme
IBC-Behältermischer
Behälterhebesysteme
Automatische IBC-Behälterwaschanlagen
IBC-Behältertrocknungssysteme
Verpackungsintegration
Automatische SPS-Steuerungssysteme
Unabhängig davon, ob Sie Nutrazeutikapulver, pharmazeutische Produkte, Lebensmittelzutaten oder Spezialchemikalien herstellen, können wir eine maßgeschneiderte Pulvermischlinie entwerfen, die Ihrer Produktionskapazität, Ihren Hygienestandards und Ihren Automatisierungsanforderungen entspricht.
Eine komplette Pulvermischlinie ist mehr als ein Mischer – sie ist eine integrierte Produktionslösung, die die Effizienz, Produktqualität und Betriebssicherheit verbessert.
Durch die Kombination von staubfreier Zuführung, Vakuumförderung, IBC-Behältermischung, geschlossener Entleerung, automatisierten Wasch- und Trocknungssystemen können Hersteller einen hocheffizienten und GMP-konformen Pulververarbeitungsprozess erreichen.
Für Unternehmen, die ihren Pulverherstellungsprozess modernisieren möchten, bietet eine automatisierte Pulvermischlinie eine zuverlässige, skalierbare und zukunftsfähige Lösung.























































 简体中文
简体中文



")