Перегляди: 0 Автор: Редактор сайту Час публікації: 2026-05-31 Походження: Сайт
У галузях обробки порошків, таких як фармацевтична, харчова, нутрицевтична, хімічна та виробництво акумуляторних матеріалів, досягнення рівномірного змішування порошку стає надзвичайно складним, коли один інгредієнт становить лише 0,01% від загальної формули, тоді як основний матеріал становить понад 90%.
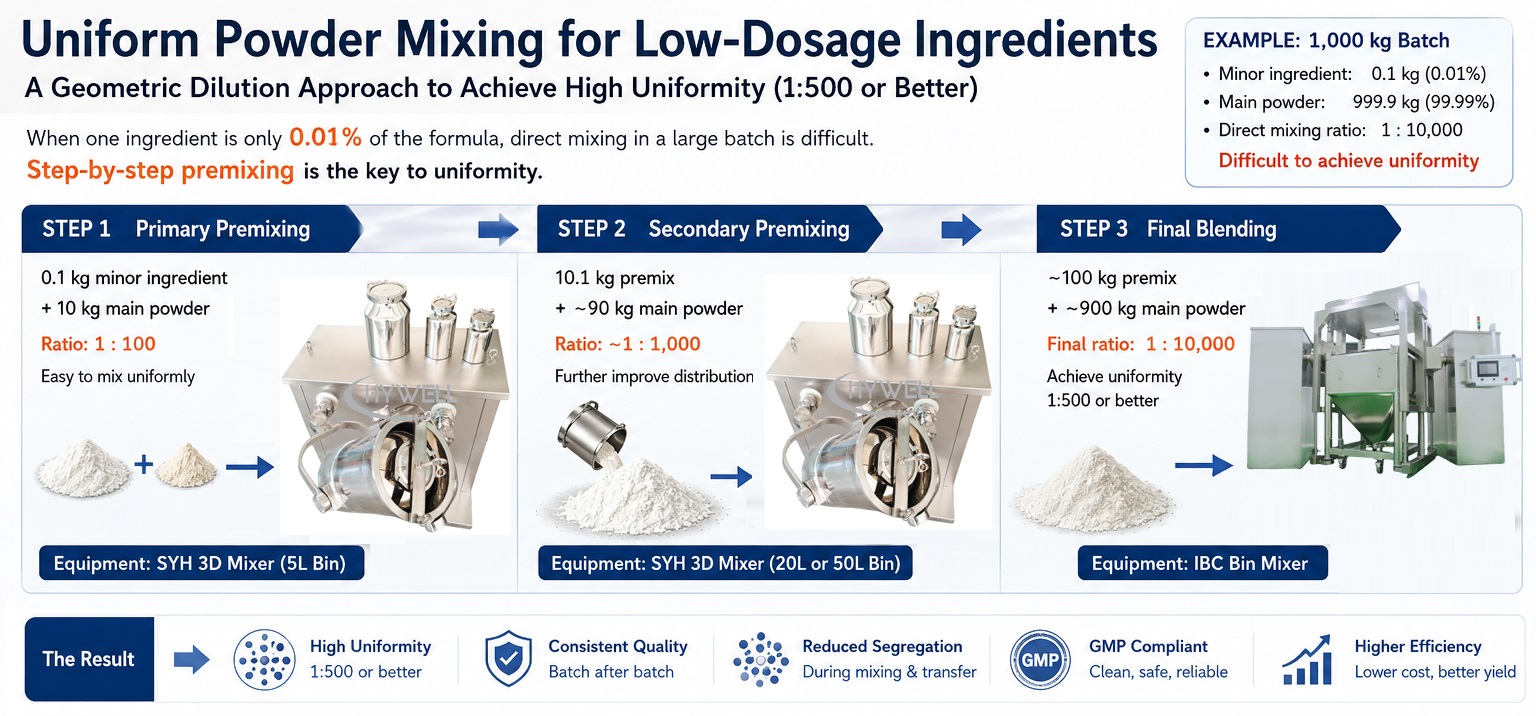
Наприклад, у партії 1000 кг 0,01% інгредієнта дорівнює лише 0,1 кг . Співвідношення змішування між другорядним інгредієнтом і загальною партією стає 1:10 000.
У такому співвідношенні просте додавання слідового інгредієнта безпосередньо в основний порошок і робота міксера протягом більш тривалого часу рідко дає задовільні результати. Насправді збільшення часу змішування поодинці часто не може вирішити проблему і може навіть збільшити ризик сегрегації.
Ключ до вирішення проблеми змішування порошку з наднизькими дозами полягає у відсутності вибору більшого порошковий змішувач — це вибір правильної стратегії змішування.
Багато виробників припускають, що високопродуктивний порошковий змішувач може вирішити будь-яку проблему змішування. Однак, коли співвідношення досягає 1:10 000, проблема вже не в потужності змішувача, а в імовірності розподілу частинок.
Поширені проблеми включають:
Погана однорідність вмісту
Концентраційні гарячі точки
Сегрегація під час виділення
Невідповідність між партіями
Відхилення якості продукції
Невдала перевірка однорідності
Навіть якщо змішувач досягає чудового макрозмішування, сліди інгредієнта все одно можуть нерівномірно розподілятися по всій партії.
Це особливо важливо для фармацевтичних продуктів, харчових добавок, харчових добавок, ароматизаторів, пігментів, каталізаторів і спеціальних хімічних складів.
Визнаним у промисловості рішенням для змішування порошку з низькими дозами є геометричне розведення , також відоме як поетапне попереднє змішування.
Замість того, щоб намагатися розподілити 0,1 кг безпосередньо в 1000 кг порошку, другорядний інгредієнт поступово розбавляється через проміжні етапи змішування.
Принцип простий:
Спочатку змішайте невеликі кількості, потім поступово збільшуйте розмір партії.
Цей підхід значно покращує розподіл частинок і дозволяє рівномірно диспергувати мікроелементи перед тим, як потрапити в кінцеву суміш.
Розглянемо таке формулювання:
Загальний розмір партії: 1000 кг
Допоміжний інгредієнт: 0,1 кг
Основний порох: 999,9 кг
Пряме додавання створює співвідношення: 1: 10 000
Досягти справжньої однорідності при цьому співвідношенні надзвичайно важко.
Більш ефективним буде такий процес:
суміш:
0,1 кг другорядного інгредієнта
10 кг основного порошку
Співвідношення стає: 1: 100
Це співвідношення знаходиться в межах діапазону, в якому більшість змішувачів порошку можуть досягти чудової однорідності.
На цьому етапі низькодозований інгредієнт стає рівномірно диспергованим у порошку-носії.
The Змішувач SYH 3D особливо підходить для застосування в низьких дозах попереднього змішування завдяки його різноспрямованому руху.
Використання змінних контейнерів, таких як:
5 л контейнер
Бункер 20л
Бункер 50л
Перший премікс (10,1 кг) потім змішують з додатковим основним порошком.
Наприклад:
10,1 кг першого преміксу
Приблизно 90 кг основного порошку
Тепер матеріал розподіляється приблизно по 100 кг порошку.
Різниця концентрації між частинками значно зменшується порівняно з прямим змішуванням.
Попередньо змішаний матеріал потім переноситься до повної виробничої партії.
Оскільки сліди інгредієнта вже рівномірно розподілені під час етапів попереднього змішування, остаточний етап змішування стає набагато легшим і надійнішим.
Цей метод може ефективно досягти рівномірності змішування в межах 1:500 або краще , залежно від характеристик матеріалу та результатів перевірки процесу.
IBC Bin Mixer — це гнучка система змішування порошку з одним головним приводом, сумісним з бункерами IBC різного об’єму, що забезпечує ефективне змішування різних розмірів партій з однаковими результатами.
Hywell Machinery має a повний лінія змішування порошку для ретельного змішування та перенесення.
Багато виробничих груп намагаються вирішити проблеми однорідності шляхом збільшення часу змішування.
На жаль, це часто дає невеликі покращення, оскільки:
Мікрочастинки залишаються згрупованими разом
Різниця в розмірі часток викликає сегрегацію
Різниця в щільності сприяє розділенню
Шаблони матеріальних потоків стають повторюваними
Попереднє змішування змінює сам механізм розподілу.
Замість того, щоб покладатися на випадковий рух частинок у великій партії, геометричне розведення гарантує, що активний інгредієнт вже диспергований перед тим, як увійти до кінцевої суміші.
Це значно підвищує ймовірність рівномірного розподілу по всій партії продукції.
Навіть за правильної стратегії попереднього змішування кілька додаткових факторів впливають на кінцеві результати.
Великі відмінності в розмірі частинок збільшують ризик сегрегації.
По можливості, перед змішуванням розміри частинок повинні бути узгоджені.
Матеріали зі значною різницею щільності мають тенденцію розділятися під час транспортування та розвантаження.
Може знадобитися підбір щільності або гранулювання.
Сипучі порошки часто відокремлюються легше, ніж когезивні порошки.
Розуміння характеристик матеріалу є важливим при проектуванні процесу змішування.
Ідеально змішана партія може втратити однорідність під час перенесення.
Слід звести до мінімуму надмірну висоту падіння, ручне переміщення та повторне транспортування.
При роботі з низькодозованими інгредієнтами точне зважування стає критичним.
Навіть невеликі похибки зважування можуть перевищувати прийнятний діапазон зміни вмісту.
При роботі з інгредієнтами на рівні 0,01% втрата матеріалу стає серйозною проблемою.
Для добавки вагою 0,1 кг втрата лише кількох грамів під час згодовування може істотно вплинути на кінцеву рецептуру.
Тому багато виробників інтегрують:
Вакуумні конвеєрні системи
Безпилові кормові станції
Закриті системи транспортування порошку
Вміщені процеси обробки матеріалів
Ці рішення допомагають підтримувати точність рецептури, підвищуючи чистоту робочого місця та безпеку оператора.
Для складів із наднизькими дозами типовий процес може відбуватися в такій послідовності:
Точне зважування інгредієнтів
Невелике попереднє змішування
Вторинне попереднє змішування
Остаточне змішування партії
Контрольована передача матеріалу
Упаковка або подальша обробка
У центрі уваги завжди має бути поступове розведення , а не просто збільшення часу змішування.
Коли один інгредієнт становить лише 0,01% рецептури, пряме змішування у великій партії часто не може забезпечити необхідну однорідність змішування порошку.
Найнадійнішим рішенням є стратегія геометричного розведення , коли слідовий інгредієнт спочатку змішується з невеликою кількістю порошку-носія, а потім поступово розбавляється через кілька етапів змішування перед тим, як потрапити в остаточну партію.
Поєднуючи належне попереднє змішування, контрольоване поводження з матеріалом, безпилове перемішування та перевірені процедури змішування, виробники можуть досягти дуже стабільних порошкових сумішей, навіть якщо співвідношення змішування досягає 1:10 000.
У фармацевтичному, харчовому, нутрицевтичному, хімічному виробництві та виробництві акумуляторних матеріалів цей підхід залишається одним із найефективніших методів для досягнення стабільних, повторюваних і високоякісних результатів змішування порошків.





















































 简体中文
简体中文



")